

6.3 Сили різання при протягуванні і розрахунок протяжок на міцність
Сила різання при протягуванні залежить від властивостей оброблюваного матеріалу, товщини і ширини шару, що зрізується, геометрії та затуплення зубів, властивостей змащувально-охолоджувальної рідини і т. ін.
Сумарна сила різання, яка виникає при протягуванні, може бути розкладена на складові, з яких головною є сила Рz, направлена уздовж осі протяжки (уздовж руху різання). Інша складова Ру направлена нормально до осі протяжки. У разі обробки отвору її елементарні доданки взаємно урівноважуються і Ру на протяжку не діє, а при зовнішньому протягуванні сприймається повзуном верстата. Складова сили різання Рх виникає тільки при косих зубах зовнішніх протяжок.
Складові сили різання Рх і Ру відносно невеликі, стискають матеріал протяжки і при звичайному розрахунку її на міцність не враховуються.
Головну складову сили різання при протягуванні, силу Рz визначають за формулою
Рz = pfzmax , (6.3)
де р - питома сила різання, кг/мм2;
f
= b
а
- площа шару, що зрізується одним
зубом протяжки, причому
![]() - ширина шару, яка дорівнює ефективній
довжині різальної кромки одного зуба
(рис. 6.5);
- ширина шару, яка дорівнює ефективній
довжині різальної кромки одного зуба
(рис. 6.5);
а - підйом на зуб;
![]() -
максимальне число зубів протяжки, що
може одночасно перебувати у контакті
з оброблюваною деталлю (lд
-
довжина обробленої поверхні; t
-
крок зубів протяжки).
-
максимальне число зубів протяжки, що
може одночасно перебувати у контакті
з оброблюваною деталлю (lд
-
довжина обробленої поверхні; t
-
крок зубів протяжки).
Т ут
береться до уваги тільки ціла частина
виразу zmax,
а дріб відкидається. Якщо на деталі є
виточка, то максимальне число одночасно
працю-ючих зубів протяжки визначається
без проміжку з виточкою.
ут
береться до уваги тільки ціла частина
виразу zmax,
а дріб відкидається. Якщо на деталі є
виточка, то максимальне число одночасно
працю-ючих зубів протяжки визначається
без проміжку з виточкою.
Таким чином, головна складова сили різання при протягуванні визначається як
![]()
 .
(6.4)
.
(6.4)
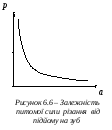
Питома сила різання р при протягуванні підкоряється за-гальній закономірності, яка при-таманна різанню металів, а саме: із зменшенням товщини шару металу, що зрізується, питома сила різання зростає (рис. 6.6). Емпіричні залежності р = f(а) для різних матеріалів (табл. 6.1) складені за літературними даними. Це дозволяє підвищити ступінь автоматизації розрахунків робочої частини протяжки. Значення питомих сил різання визначені при звичайно рекомендованих передніх і задніх кутах зубів протяжки, складі змащувально-охолоджувальної рідини і при зношенні зубів по задній поверхні у протяжок для обробки отворів до 0,3 мм, у протяжок для зовнішнього протягування до 0,5 мм.
Таблиця 6.1 – Формули для визначення питомої сили різання р, кг/мм2, за значенням підйому на зуб а, мм
|
Матеріал |
Твердість |
Формула для визначення р |
|
Вуглецева сталь |
НВ < 197 |
|
|
НВ =198-229 |
| |
|
НВ > 229 |
| |
|
Легована сталь |
НВ <197 |
|
|
НВ =198-229 |
| |
|
НВ > 229 |
| |
|
Сірий чавун |
НВ < 180 |
|
|
НВ> 180 |
| |
|
Ковкий чавун |
- |
|
Із діаграми (рис. 6.6) випливає дуже істотний висновок щодо конструювання протяжок: з точки зору зменшення сили протягування вигідніше розробляти протяжки, які зрізують більш товсті шари металу.
Міцність протяжок перевіряється за формулою
![]() (6.5)
(6.5)
де F - площа небезпечного перетину протяжки, мм2;
[σ]- допустиме напруження, кг/мм2;
Рz – головна складова сили різання при протягуванні.
Небезпечний перетин протяжки може знаходитися на хвостовику, якщо хвостовик приварений із сталі марки 40Х. А коли протяжка виготовлена цілком із інструментальної сталі, то небезпечним може бути перетин по западині перед першим зубом. Перевіряється в обох перетинах.
Допустиме напруження для сталі марки 40Х - σ=25 кг/мм2, для сталі ХВГ - σ= 30 кг/мм2, для швидкорізальної сталі Р6М5 - σ= 35-40 кг/мм2
Силу протягування визначають ще і за формулою
Рz = F lb , (6.6)
де F = - сила різання, кг/мм, що діє на 1 мм довжини різальної кромки протяжки при даній величині підйому на зуб;
lb = bzmax - найбільша сумарна довжина, мм, різальних кромок усіх одночасно працюючих зубів.
У більшості випадків площа поперечного перетину протяжок зовнішнього протягування не пов'язана безпосередньо з розмірами заготовки. Розміри поперечного перетину цих протяжок можуть варіюватися у досить широких межах і призначаються виходячи із конструктивних міркувань. Звичайно ці розміри настільки значні, що матеріал протяжки працює з великим запасом міцності. Тому зовнішні протяжки, як правило, на міцність не розраховуються.