

4.5 Робоче креслення
На робочому кресленні повинен бути зображений зенкер (див. рис. 4.2, 4.3, 4.4) з усіма розмірами, допусками на них та вказана шорсткість поверхонь. Повинні бути параметри стружкової канавки (див. рис. 4.8), геометрія зуба на різальній та калібрувальній частинах (див. рис. 4.7).
Допуск на радіальне биття зубів зенкера показати умовними позначеннями на кресленні. Вказати значення оберненої конусності. На діаметр приєднувальної поверхні d призначають допуск за шостим квалітетом. Зенкери з хвостовиком виготовляються звареними. У зоні зварення не повинно бути підпалів, тріщин та інших дефектів.
На кресленні необхідно також записати:
марку інструментального матеріалу;
твердість леза біля різальних кромок, HRC 62-65;
марку та твердість матеріалу хвостовика чи корпусу, HRC 35-45);
маркування (товарний знак виробника, номінальний діаметр, номер зенкера за призначенням, марку інструментального матеріалу);
робоча частина не повинна мати зон із заниженим вмістом вуглецю зі зниженою твердістю.
5 Машинні циліндричні розвертки
5.1 Призначення і типи розверток
Розвертка призначена для виготовлення точних отворів. Залежно від технологічних вимог за допомогою розверток можна отримати отвори з точністю від 10 до 6 квалітетів при шорсткості обробленої поверхні Ra =(6,3-0,4). Розвертка застосовується після попередньої обробки отворів зенкером, розточувальним різцем або свердлом і може бути використана як чистовий або чорновий інструмент.
Правильна робота розвертки залежить від конструкції і якості її виготовлення, від умов експлуатації (режиму різання, охолодження, величини припуску, якості заточування і доведення різальних кромок).
Є різні типи розверток. Вони відрізняються
залежно від характеру застосування,
форми оброблюваного отвору, форми
приєднувальної поверхні, конструкції
зубів, регулювання на розмір,
інструментального матеріалу: ручні
циліндричні з хвостовиком; ручні
розтискні; машинні циліндричні з
хвостови-ком (циліндричним (рис. 5.1а;
рис. 5.2) або з конусом Морзе (рис. 5.3)) і
насадні (суцільні із висо-колегованої
сталі (рис.5.1б)
або осна-щені напаяними плас-тинами
твердого сплаву, зі вставними зубами
із високо-легованої сталі (рис.5.1в)
чи оснаще-ними твердим спла-вом);
конічні (під конічні штифти, конічну
різь, конус Морзе, метричний конус,
конусність 1 : 30); котельні.
різні типи розверток. Вони відрізняються
залежно від характеру застосування,
форми оброблюваного отвору, форми
приєднувальної поверхні, конструкції
зубів, регулювання на розмір,
інструментального матеріалу: ручні
циліндричні з хвостовиком; ручні
розтискні; машинні циліндричні з
хвостови-ком (циліндричним (рис. 5.1а;
рис. 5.2) або з конусом Морзе (рис. 5.3)) і
насадні (суцільні із висо-колегованої
сталі (рис.5.1б)
або осна-щені напаяними плас-тинами
твердого сплаву, зі вставними зубами
із високо-легованої сталі (рис.5.1в)
чи оснаще-ними твердим спла-вом);
конічні (під конічні штифти, конічну
різь, конус Морзе, метричний конус,
конусність 1 : 30); котельні.
С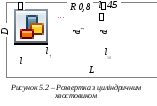 уцільні
розвертки не довговічні через швидке
зменшення діаметра після переточувань.
Тому краще використовувати розвертки
із вставними зубами (рис. 5.1в),
які можна заміняти після втрати розміру,
або регу-лювати.
Допустиме регулювання колива-ється у
межах 1-2 мм.
уцільні
розвертки не довговічні через швидке
зменшення діаметра після переточувань.
Тому краще використовувати розвертки
із вставними зубами (рис. 5.1в),
які можна заміняти після втрати розміру,
або регу-лювати.
Допустиме регулювання колива-ється у
межах 1-2 мм.
К орпус
розвертки виготовляється у вигляді
циліндра або багатогранника з кількістю
граней, яка дорівнює кількості зубів.
Циліндр, як тіло обертання, легше
виготовити і контролювати. Через це
такий корпус викорис-товується частіше.
орпус
розвертки виготовляється у вигляді
циліндра або багатогранника з кількістю
граней, яка дорівнює кількості зубів.
Циліндр, як тіло обертання, легше
виготовити і контролювати. Через це
такий корпус викорис-товується частіше.
Конструкція складеної роз-вертки не може забезпечити точне розміщення рі-зальних кромок усіх ножів на одному діаметрі. Тому після складання її шліфують по діаметру з подальшим заточуванням ножів.