

Никитин, Бойко - Методы и средства измерений, испытаний и контроля - 2004
.pdfг) Продольное перемещение стола микроподачей
д) Вторичное доведение образующей конуса с перекрестием штриховой сетки в поперечном направлении
Рисунок 14.105, лист 2
Пример Для предостережения от погрешности, из-за возможного перекоса осей
изделия и измерения, рекомендуется при измерении угла конуса провести аналогичное измерение на противоположной стороне его образующей и подсчитать среднее арифметическое результатов измерения.
Помимо тригонометрического метода можно также определить угол уклона конуса непосредственно по отсчетному микроскопу угловой шкалы, прочитав показания после поворота штриховой сетки и совпадения ее продольного штриха с образующей конуса.
Схема уклона конуса тригонометрическим методом:dI= 0,98 мм; dII
=11.48 мм; l=20'мм; а=dII — dI =11,48 мм—10.98 мм=0,5 мм; tgα = αl = 020,5 = 0,025 ; α=1°25’

Рисунок 14.106 - Схема уклона конуса тригонометрическим методом
Измерение среднего диаметра резьбы
Для измерения среднего диаметра резьбы изделие, закрепленное в центрах, устанавливают параллельно продольному ходу стола. Для этого с помощью микровинта поперечной подачи совмещают горизонтальную штриховую линию сетки окулярной головки с изображением вершин профиля резьбы и проверяют совмещение по всей длине, перемещая стол в продольном направлении. Для получения резкого изображения резьбового профиля наклоняют колонку на угол, равный углу подъема резьбы изделия. Затем совмещают центральную штриховую линию сетки с изображением стороны профиля резьбы, действуя при этом микровинтами поперечной и продольной подачи, таким образом, чтобы штриховая линия, перпендикулярная центральной линии, делила измеряемую сторону профиля резьбы примерно пополам. Произведя отсчет по микрометрическому устройству поперечной подачи, перемещают стол с изделием в поперечном направлении до появления диаметрально противоположной параллельной стороны профиля резьбы. Наклонив колонку на тот же угол, но в противоположную сторону, снова совмещают центральную штриховую линию со стороной профиля резьбы и производят вторичный отсчет. Разность между отсчетами является средним диаметром резьбы, измеренным по одной стороне профиля.

Рисунок 14.106 - Наклон колонки на угол подъема резьбы
Пример Для предостережения от погрешности, из-за возможного перекоса осей
изделия и измерения, рекомендуется при измерении среднего диаметра резьбы произвести аналогичное измерение по другой стороне профиля и подсчитать среднее арифметическое результатов измерения. Схема измерения среднего диаметра резьбы по одной стороне профиля: d1 = 34,469 мм, d11 = 62,520 мм, D = 62,520 мм - 37,469 мм = 25, 051 мм.
Рисунок 14.107 – Схема измерения среднего диаметра резьбы

Измерение угла профиля и шага резьбы
В процессе измерений, для того, чтобы можно было судить не только о величине угла, но и наклоне профиля к оси резьбы, измерения рекомендуется производить по половинам угла, совмещая штриховую линию сетки поочередно с правой и левой сторонами профиля. Сумма результатов измерения является величиной угла профиля, а их равенство показывает перпендикулярность биссектрисы угла к оси резьбы.
Рисунок 14.108 - Схема измерения среднего диаметра резьбы по двум сторонам профиля, угла профиля по его половинам и шага резьбы по его одной величине и нескольким виткам
Предварительно градусную шкалу устанавливают на 0, 90°, 180° или 270°, чтобы одна из линий штриховой сетки была перпендикулярна оси резьбы, и одно из указанных значений принимают за начало первого отсчета. Затем линию штриховой сетки, перпендикулярную оси резьбы, совмещают поочередно в противоположных направлениях правой стороны профиля, произведя второй отсчет, и подсчитывают среднее значение по формуле (14.1)
dпр = |
d3 |
+ |
d4 |
|
|
|
||
2 |
2 |
|
, |
(14.1) |
||||
2 |
|
|
|
2 |
|
|
||
|
|
|
|
|
|
|
||
Аналогичные действия производят по левой стороне профиля по формуле
(14.2)
d лев |
|
|
d1 |
+ d2 |
|
|
|
|
= |
|
2 |
|
2 |
|
|
|
|
2 |
|
|
2 |
|
, |
(14.2) |
||
|
|
|
|
|||||
|
|
|
|
|
|
|
||

Измерение шага резьбы производится продольным перемещением микровинта или с применением плоскопараллельных концевых мер. что исключает погрешность микровинта. При этом колонку наклоняют на угол подъема резьбы, совмещают с помощью микровинтов поперечного и продольного хода и вращения сетки окулярной головки штриховую линию сетки со стороной профиля и производят первый отсчет; затем перемещают стол в продольном направлении до совпадения этой штриховой линии с соответствующей стороной профиля через один или несколько шагов резьбы, производят второй отсчет и узнают разность отсчетов. Для более точных результатов рекомендуется измерение шага производить по правым и левым сторонам профиля на двух противоположных сторонах.
Среднее арифметическое из четырех полученных результатов измерений принимают за действительный размер шага на данном участке и вычисляют по формулам (14.3) и (14.4)
P |
= |
P1n + P2 n + P3n + P4 n |
|
|||
n |
|
4 |
|
|
, |
(14.3) |
|
|
|
|
|
|
|
|
|
P = |
Pn |
, |
|
(14.4) |
|
|
n |
|
|||
|
|
|
|
|
|
|
где n - число витков
Рисунок 14.109 - Измерение шага резьбы по правым и левым сторонам профиля на его противоположных сторонах
Установка плоских изделий
При установке плоских изделий непосредственно на предметном столе необходимо, чтобы базовая поверхность изделия была параллельна продольному перемещению стола. Проверка этого осуществляется

перемещением стола с изделием при наблюдении в окуляр за тем, что наведенная на базовую поверхность штриховая линия сетки не сходит с нее во время перемещения.
Закрепляемое на микроскопе изделие надо тщательно проверить на надежность его установки, так как при падении могут быть повреждены стекло стола и оптика.
Рисунок 14.110 - Установка плоских изделий на предметном столике
Универсальный измерительный микроскоп УИМ
Универсальный измерительный микроскоп предназначен для измерения длин, углов и профилей изделий. Методы измерений — проекционный и осевого сечения.
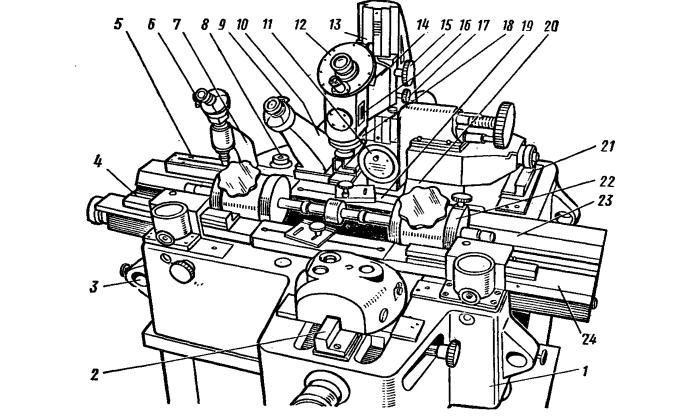
1 — основание. 2, 4, 21, 24 — направляющие, 3 — проушины. 5 — шкала продольного хода, 6, 9 — маховичок отсчетного микроскопа, 7 — отсчетный микроскоп продольного хода, 8—уровень. 10—отсчетный микроскоп поперечного хода. 11 — регулировочное кольцо диаметра отверстия диафрагмы осветительного устройства, 12—штриховая окулярная головка. 13—колонка. 14—кронштейн. 15 — кремальера, 16 — главный микроскоп. 17 — тормозной винт, 18 — кольцо точной установки по высоте главного микроскопа. 19 — опорная плоскость, 20 — поперечная каретка, 22—центровая бабка. 23— направляющее ложе.
Рисунок 14.111 - Микроскоп УИМ
Пределы измерения длин:
впродольном направлении ………………………………………………. 200 мм
впоперечном ………………………………………………………………100 мм Цена наименьшего деления отсчетного микроскопа со спиральным кониусом ………………………………………………..0,001 мм
Предел измерения углов …………………………….…………………….. 360°
Цена наименьшего деления штриховой окулярной головки 1’
Увеличение главного микроскопа ..…………………………………...... 10х—50х
Поле зрения главного микроскопа ..………………………………..... 4,2—21 мм Увеличение отсчетного микроскопа ...…………………………..…………..... 62х Увеличение угломерного микроскопа .......…………………………………….45х
Поворот колонки ......……………….………………………………….....…..±2°30'
Чтение показаний

Для отсчета перемещения служат стеклянные миллиметровые шкалы продольного и поперечного хода и отсчетные микроскопы со спиральными нониусами. Целые и десятые доли миллиметра определяются оцифрованным миллиметровым штрихом в зоне шкалы десятых долей миллиметра, установленном посередине двойного штриха спирали. Сотые и тысячные доли миллиметра определяются отсчетным индексом по круговой шкале.
Пример Миллиметровый штрих 46 находится в зоне шкалы десятых долей
миллиметра между цифрами 3 и 4. Отсчетный индекс находится в зоне круговой шкалы возле цифры 62.
Отсчет 46,362 мм.
Рисунок 14.112-Чтение показаний
Проекционный метод
Проекционный (теневой) метод измерения на универсальном микроскопе применяют аналогично измерениям на инструментальных микроскопах, но с большей точностью установки изделия и отсчета результатов измерения.
Метод осевого сечения
Методом осевого сечения пользуются при помощи ножей. Ножи определяют собой плоскость измерения (для тел вращения эта плоскость будет осевым сечением). Помимо тел вращения методом осевого сечения можно также измерять плоские детали. Перед установкой ножей на конец оправы объектива надо надеть насадку, закрепить ее винтом, полностью открыть диафрагму и установить измеряемое изделие. В процессе измерения в поперечном направлении перемещают микроскоп, а в продольном—стол с изделием. Грубое перемещение микроскопа и стола производится от руки, точнее — с помощью соответствующих микровинтов.

1, 8 - винт, 2, 11 - ножедержатель, 3, 6 - опорная площадка, 4 - измерительный нож, 5 - калибр, 7 - регулировочное кольцо открытия
диафрагмы, 9 - насадка, 10 - винт
Рисунок 14.113 - Метод осевого сечения
Установка ножей
На наименьшем расстоянии к изделию надо установить опорные площадки и закрепить их винтами. После этого помещают измерительный нож под ножедержатель, отжимают ножедержатель и, придерживая его в отжатом состоянии, передвигают нож (другой рукой), отпускают ножедержатель, закрепляя нож в положении, когда между ним и изделием отсутствует зазор при малом измерительном усилии.
Установку ножей надо производить осторожно, так как малейшая зазубрина на них вызовет неплотное прилегание к изделию, что отразится на результате измерения. Нельзя перемещать придвинуный к изделию нож, а также поворачивать или перемещать изделие при придвинутых ножах.
Измерение методом осевого сечения
При этом методе наводка пунктирных линий штриховой сетки производится не по теневому контуру изделия, а по риске и лезвию ножа. При

измерении длин, после того как ножи придвинуты к измеряемому изделию, одну из пунктирных линий с соответствующей ценой деления совмещают с риской ножа, тогда средняя пунктирная линия совмещается с линией касания ножа и контура изделия и производят отсчет по шкале поперечного хода. Затем перемещают поперечную каретку, производят такую же наводку на противоположной стороне изделия, используя уже вторую, на столько же удаленную от середины пунктирную линию и производят второй отсчет. При таком методе измерения величина перемещения каретки равна размеру изделия, так как а — расстояние от лезвия ножа к риске ножа равно расстоянию на сетке между соответствующими штрихами, следовательно d=l.
Рисунок 14.114 - Схема измерения длины методом осевого сечения
Выбор средств измерений
Действительным размером называется размер, полученный измерением с допустимой погрешностью. Выбираемые методы и средства измерений должны обеспечивать получение действительных размеров при наименьшей затрате средств и времени на измерение.
Пределы допускаемых погрешностей измерений подбираются в зависимости от допусков на изготовление изделии при измерении линейных размеров от 1 до 500 мм определяются по ГОСТ 8.051—81, а затем выбор средств измерений производится по общемашиностроительным типовым руководящим материалам ОМТРМ-0466-001-66.
Средства измерений указываются в технологической документации, которой пользуются рабочие. Правильный выбор калибров и другого жесткого СИ –(мерителя) обеспечивается его маркировкой.
При отсутствии указания о выборе средства измерения, для самостоятельного решения этого вопроса можно ориентироваться примерно на отношение 1:4, 1:5, в крайнем случае – 1:3 - величины отсчета или цены деления средства измерения к допуску измеряемого размера изделия.