

5.3 2 Реляционный подход и модели данных
В процессе проектирования возникает необходимость в привлечении различной справочной информации: ГОСТов, нормалей, руководящих материалов, паспортных данных станков и т. д. Вся эта информация, описанная формализовано, составляет информационное обеспечение. Формы представления его могут быть различными: от элементарных справочных таблиц до описаний с использованием проблемно- ориентированных языков.

|
|
П1 |
... |
П |
... |
Пm | |
|
| ||||||
|
Р1 |
|
X11 |
... |
X1 |
… |
X1m |
|
…
|
…
|
…
|
…
|
…
|
…
| |
|
|
Xi1 |
… |
Xi |
…
|
Xim | |
|
…
|
…
|
…
|
…
|
…
|
…
| |
|
Рn |
Xn1 |
… |
Xn |
... |
Xnm | |



 Рi
Рi
Рисунок 5.2 - Структурная схема справочной таблицы:
{П}m — комплекс параметров применимости; {ТPi}m — множество типовых решений; {Xi}nm - характеристика типовых решений.
Таблица 5.1 - Справочная таблица характеристик зубошевинговальных станков
|
Модель станка
|
Размеры деталей, мм |
Параметры зубчатого венца | ||||||
|
Диаметр |
Длина
|
Модуль, мм |
Угол наклона зуба, ° | |||||
|
Dmin |
Dmax |
Lmin |
Lmax |
mmin |
mmax |
min |
Max | |
|
5А702Г 5703В 5717С |
60 125 300 |
320 500 800 |
0 0 0 |
110 80 200 |
1,5 1,75 2 |
6 8 8 |
0 0 0 |
35 17 35 |
|
•- | ||||||||
Справочные таблицы используют для описания характеристик, закладываемых в систему типовых решений (станков, инструментов, оснастки и др.), а также всей нормативно-справочной информации. Структура справочной таблицы и принцип работы с ней показан на рисунке 5.2.
В таблице 2.1 представлены в виде формализованной справочной таблицы характеристики зубошевинговальных станков, пример выбора которых рассмотрен в п.п.2.2.
Алгоритм чтения такой таблицы состоит в поиске по столбцу типовых решений соответствующей строки и в последующем считывании характеристик типового решения, находящихся в данной строке.
В развитых САПР для облегчения их адаптации к изменяющимся производственным условиям часто справочные таблицы описывают с использованием лингвистического обеспечения системы. В этом случае лингвистическое обеспечение предусматривает возможность описания не только чертежа детали, но и характеристик оборудования, технологической оснастки и т. д. В качестве примера такого подхода к организации лингвистического обеспечения можно привести САПР индивидуальных технологических процессов, разработанную в НПО «Кислородмаш».
Требования к алгоритмам поиска типовых решений. Часть информационного обеспечения САПР ТП, содержащая сведения о типовых решениях системы и правилах их принятия, называют технологи
|
|
|
X11 |
… |
X1j |
…
|
X1m |
|
…
|
…
|
…
|
…
|
…
|
…
| |
|
|
Xi |
…
|
Xij |
…
|
Xim | |
|
…
|
|
…
|
…
|
…
|
…
| |
|
|
Xn1 |
…
|
Xnj |
…
|
Xnm | |
|
|
| |||||
|
Р1 |
… |
Рj |
… |
Рm | ||

 П1
П1 Пi
Пi Пn
Пn
Рисунок 5.3 - Структурная схема односторонней таблицы решений:
{Пi}m — комплекс параметров применимости; {Рj}m — множество типовых решений;{Xij}nm — характеристические значения параметров применимости
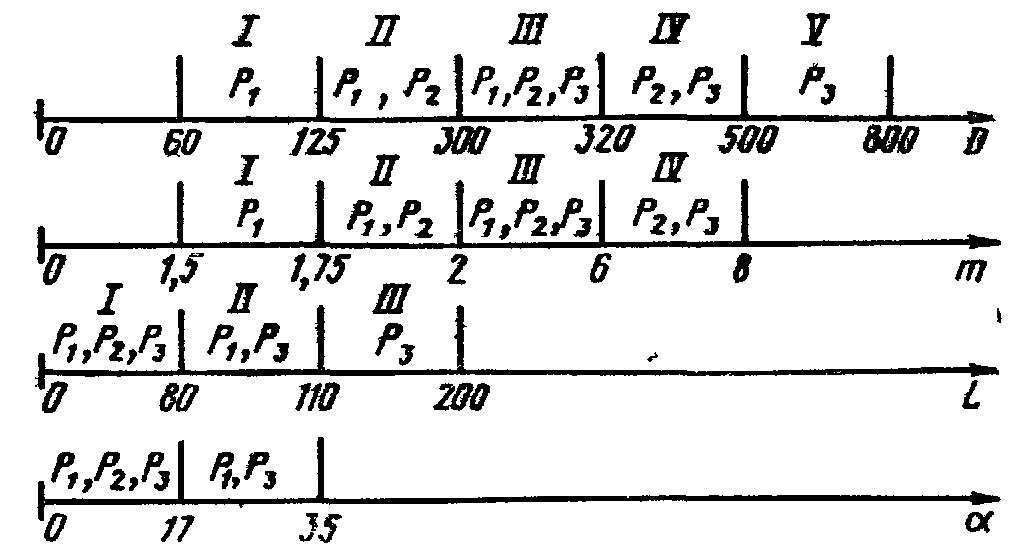
Рисунок 5.4 - Схема определения характеристических значений параметров применимости зубошевинговальных станков (см. таблицу 2.1)
ческим обеспечением. Оно определяет «технологическую квалификацию» ЭВМ. Блочный алгоритм проверки соответствий исходных данных и условий применимости типовых решений является одной из наиболее наглядных форм представления технологического обеспечения.
Однако эта форма представления имеет следующие существенные недостатки:
- большой объем программы, так как блочные алгоритмы плохо приспособлены к организации унифицированных процедур (например, для выбора оборудования, инструмента и прочего необходимо разрабатывать специальный алгоритм и отдельную программу на каждый тип станков и т. д.);
- практическая невозможность оперативной коррекции системы при изменении производственной обстановки, так как это приводит к необходимости вмешательства в проектирующие программы. Это вызвано тем, что характеристики типовых решений размещены непосредственно в программе.
Для устранения этих недостатков технологическое обеспечение должно удовлетворять следующим требованиям:
- независимость от алгоритмического обеспечения (алгоритмы не должны содержать характеристик типовых решений);
- универсальность формы представления (выбор типовых решений различных задач нужно производить с помощью единой процедуры).
Перечисленным требованиям удовлетворяет табличная форма представления технологического обеспечения (табличные алгоритмы).
Таблицы решений подразделяют, на два типа: односторонние и двусторонние. Структура односторонней таблицы решений представлена на рисунке 5.3. Для представления блочного алгоритма (см.рисунок 2.1) в виде таблицы решений нужно выявить характеристические значения параметров, применимости. Для этого удобно использовать графические схемы, позволяющие наглядно представить возможные варианты принятия типовых решений. Отложим на оси D (рисунок 5.4) значения диаметров деталей, оказывающие влияние на выбор типового решения. Это числа 60, 125, 300, 320, 500 и 800. Они выделяют на оси пять (I—V) разрешенных интервалов варьирования параметра, каждый из которых допускает свой набор решений. Границы интервалов принято называть характеристическими значениями параметров применимости. Аналогичные построения можно провести для всех остальных параметров применимости.
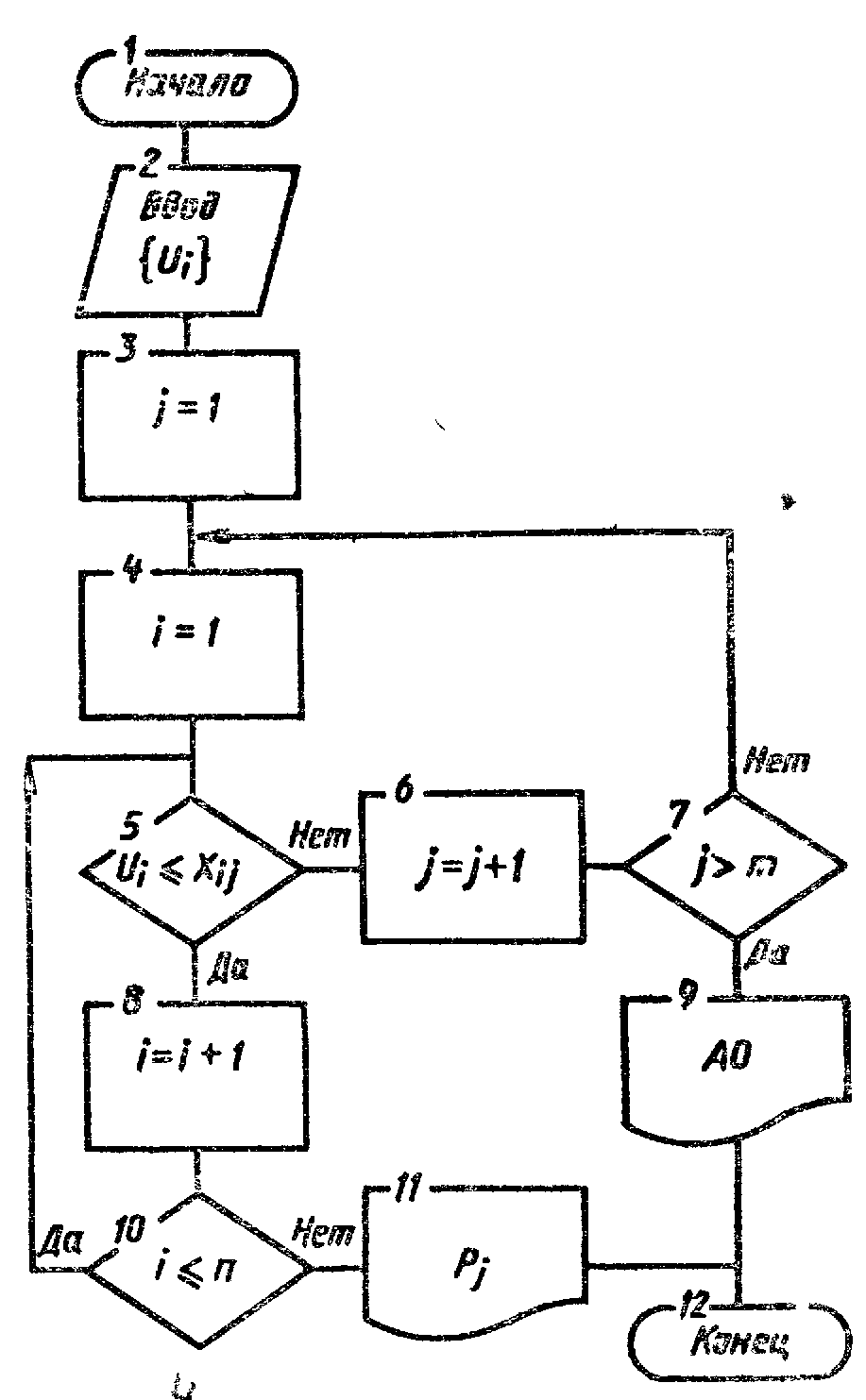
Рисунок 5.5 - Универсальная процедура чтения односторонней таблицы решений
Выявленные интервалы варьирования параметров применимости позволяют упростить построение таблицы решений. Для D, лежащих в интервале от 60 до 125, допустимо только первое решение при m 6, L 110 и 35. Эти условия и составят первый значимый столбец таблицы решений (таблица 5.2). Для D, лежащих в интервале от 125 до 300, допустим набор решений Р1, Р2. При m 1,75 допустим лишь первый элемент этого набора. Для него разрешены следующие диапазоны параметров: L 110; 35.
Это следующий столбец разрешенных интервалов параметров применимости. Набор решений Р1, Р2, допустим для 1,75 m 6, L 80, 17. Так получим третий столбец таблицы решений и т. д. Для отдельных сочетаний интервалов допустимо несколько решений. Мы вправе выбрать и записать в таблицу для каждого из этих случаев единственное решение (вписано в нижние клетки таблицы). Например, для значений D 300, L 80, 17 имеется два случая неоднозначного определения типового решения: для 1,75 < m 12 допустимы решения 1, 2 и для 2 < m 6 тоже допускаются решения 1,2. Для устранения выявленной неоднозначности можно привлечь следующие соображения: из-за возможного возникновения вибраций при обработке зубьев с крупным модулем (2 < m 6) отдать предпочтение более жесткому станку (обозначен номером 2), обработку же зубьев с малым модулем разрешить на самом малом и, следовательно, менее жестком станке (номер 1).
Привлекая таким образом дополнительную информацию (не учтенную в комплексе условий применимости) или интуицию технолога, следует устранить все неоднозначности в таблице решений. После этого необходимо проанализировать таблицу с целью выявления избыточных столбцов. Так, для 125 < D 300, 1.5 m 2 все столбцы содержат одинаковые решения Pj = 1, т. е. их можно объединить в один. Аналогично можно объединить столбцы для значений 125 < D 300, 2 < m 6, 80 < L 110 и 35. Рассмотрев, таким образом, все столбцы, в результате получим минимизированную таблицу решений (таблица 5.3).
Таблица 5.2 – Односторонняя таблица решений для выбора зубошевинговального станка
|
ТР |
|
L |
m |
D | |
|
|
- |
- |
- |
- |
60 |
|
|
- |
- |
- |
1,5 |
125 |
|
|
1 |
35 |
100 |
6 | |
|
|
- |
- |
- |
1,5 |
300 |
|
|
1 |
35 |
110 |
1,75 | |
|
1 |
1,2 |
17 |
80 |
2 | |
|
|
1 |
35 | |||
|
|
1 |
35 |
110 | ||
|
2 |
1,2 |
17 |
80 |
6 | |
|
|
1 |
35 | |||
|
|
1 |
35 |
110 | ||
|
|
1,2 |
17 |
200 |
8 |
320 |
|
|
- |
- |
- |
1,5 | |
|
|
1 |
35 |
110 |
1,75 | |
|
2 |
1,2 |
17 |
80 |
2 | |
|
|
1 |
35 | |||
|
|
1 |
35 |
110 | ||
|
2 |
1,2,3 |
17 |
80 |
6 | |
|
1 |
1,3 |
35 | |||
|
3 |
1,3 |
35 |
110 | ||
|
|
3 |
35 |
200 | ||
|
2 |
2,3 |
17 |
80 |
8 | |
|
|
3 |
35 | |||
|
|
3 |
35 |
200 | ||
|
|
- |
- |
- |
1,72 |
500 |
|
|
2 |
17 |
80 |
2 | |
|
3 |
2,3 |
17 |
80 |
6 | |
|
|
3 |
35 | |||
|
|
3 |
35 |
200 | ||
|
3 |
2,3 |
17 |
80 |
8 | |
|
|
3 |
35 | |||
|
|
3 |
35 |
200 | ||
|
|
- |
- |
- |
2 |
800 |
|
|
3 |
35 |
200 |
8 | |
Таблица 5.3 – Минимизированная таблица решений для выбора зубошевинговального станка
|
Р |
|
L |
M |
D |
|
- |
- |
- |
- |
60 |
|
- |
- |
- |
1,5 |
125 |
|
1 |
35 |
110 |
6 | |
|
- |
- |
- |
1,5 |
300 |
|
1 |
35 |
110 |
2 | |
|
2 |
17 |
80 |
6 | |
|
1 |
35 |
110 | ||
|
2 |
17 |
80 |
8 | |
|
- |
- |
- |
1,5 |
320 |
|
1 |
35 |
110 |
1,75 | |
|
2 |
17 |
80 |
2 | |
|
1 |
35 |
110 | ||
|
2 |
17 |
80 |
6 | |
|
1 |
35 | |||
|
3 |
35 |
200 | ||
|
3 |
35 |
200 |
8 | |
|
- |
- |
- |
1,75 |
500 |
|
2 |
17 |
80 |
2 | |
|
3 |
35 |
200 |
8 | |
|
- |
- |
- |
2 |
800 |
|
3 |
35 |
200 |
8 |
Для чтения такой таблицы можно разработать универсальную процедуру. Если дополнить массив характеристических значений, указанных в таблице, до матрицы (рисунок 5.4), выбор решения осуществит процедура, представленная на рисунке 5.5. В соответствии с ней для набора исходных данных
U = {250; 5; 80; 30} поиск решения происходит по следующим адресам матрицы {Хij} (таблица 5.4):
X11—> Х12 —> Х13 —>Х14—>Х24—>Х15—>Х25—>Х16—>Х26—>Х16—>X46—>Х17—>Х27—>Х37—> —>Х47 —> Р7 = 1.
Двусторонние таблицы решений имеют структуру, показанную на рисунке 5.6. В этом случае комплекс условий применимости разбивается на два подкомплекса с соответствующими подмножествами параметров применимости {Пi}s и {Пi}l. Один из возможных вариантов алгоритма выбора зубошевинговального станка (когда комплекс параметров применимости разбит на равные части), оформленного в виде двусторонней таблицы решений, показан в таблице 5.5.
Таблица 5.4 – Формализованная таблица решений
|
Р |
|
L |
M |
D |
|
- |
35 |
200 |
8 |
60 |
|
- |
35 |
110 |
1,5 |
125 |
|
1 |
35 |
110 |
6 |
125 |
|
- |
35 |
200 |
1,5 |
300 |
|
1 |
35 |
110 |
2 |
300 |
|
2 |
17 |
80 |
6 |
300 |
|
1 |
35 |
110 |
6 |
300 |
|
2 |
17 |
80 |
8 |
300 |
|
- |
35 |
200 |
1,5 |
320 |
|
1 |
35 |
110 |
1,75 |
320 |
|
2 |
17 |
80 |
2 |
320 |
|
1 |
35 |
110 |
2 |
320 |
|
2 |
17 |
80 |
6 |
320 |
|
1 |
35 |
80 |
6 |
320 |
|
3 |
35 |
200 |
8 |
320 |
|
- |
35 |
200 |
1,75 |
500 |
|
2 |
17 |
80 |
2 |
500 |
|
3 |
35 |
200 |
8 |
500 |
|
- |
35 |
200 |
2 |
800 |
|
3 |
35 |
200 |
8 |
800 |
Анализ таблицы 5.5 показывает наличие в ней строк, которые в соответствии с комплексом условий применимости (1.1) являются дублирующими (отмечены звездочкой). Исключив их, получим минимизированную двустороннюю таблицу решений (таблица 5.6).
Таблица 5.5 – Двусторонняя таблица решений для выбора зубошевинговального станка
|
Длина детали L, мм |
Угол наклона зуба,α |
Модуль, m зуба, мм, при диаметре D детали, мм | ||||||||
|
60 |
125 |
300 | ||||||||
|
- |
1,5 |
6 |
1,5 |
2 |
6 |
8 | ||||
|
80 |
17 35 |
- - |
- - |
1 1 |
- - |
1 1 |
2 1 |
2 - | ||
|
110 |
17 35 |
- - |
- - |
1 1 |
- - |
1 1 |
1 1 |
- - | ||
|
200 |
17 35 |
- - |
- - |
- - |
- - |
- - |
- - |
- - | ||
Продолжение таблицы 5.5
|
Длина детали L, мм |
Угол наклона зуба,α |
Модуль, m зуба, мм, при диаметре D детали, мм | |||||||||
|
320 |
500 |
800 | |||||||||
|
1,5 |
1,75 |
2 |
6 |
8 |
1,75 |
2 |
8 |
2 |
8 | ||
|
80 |
17 35 |
- - |
1 1 |
2 1 |
2 1 |
3 3 |
- - |
2 - |
3 3 |
- - |
3 3 |
|
110 |
17 35 |
- - |
1 1 |
1 1 |
3 3 |
3 3 |
- - |
- - |
3 3 |
- - |
3* 3 |
|
200 |
17 35 |
- - |
- - |
- - |
3 3 |
3 3 |
- - |
- - |
3 3 |
- - |
3* 3 |
Таблица 5.6 – Минимизированная двусторонняя таблица решений для выбора зубошевинговального станка
|
Диаметр детали L, мм |
Угол наклона зуба , о |
Модуль m зуба, мм, при диаметре D детали, мм | ||||||
|
60 |
125 |
300 | ||||||
|
- |
1,5 |
6 |
1,5 |
2 |
6 |
8 | ||
|
80 80 110 200 |
17 35 35 35 |
- - - - |
- - - - |
1 1 1 - |
- - - - |
1 1 1 - |
22 1 1 - |
2 - - - |
Продолжение таблицы 5.6
|
Диаметр детали L, мм |
Угол наклона зуба , о |
Модуль m зуба, мм, при диаметре D детали, мм | |||||||||
|
320 |
500 |
800 | |||||||||
|
1,5 |
1,75 |
2 |
6 |
8 |
1,75 |
2 |
8 |
2 |
8 | ||
|
80 80 110 200 |
17 35 35 35 |
- - - - |
1 1 1 - |
2 1 1 - |
2 1 3 3 |
3 3 3 - |
- - - - |
2 - - - |
3 3 3 3 |
- - - - |
3 3 3 3 |

|
|
|
П1 |
|
X11 |
… |
X1j |
… |
X1m | ||||
|
… |
… |
… |
… |
… |
… | |||||||
|
Пq |
Xq1 |
… |
Xqj |
… |
Xqm | |||||||
|
… |
… |
… |
… |
… |
… | |||||||
|
|
… |
Пк |
… |
Пs |
Пе |
Xe1 |
… |
Xej |
… |
Xem | ||
|
| ||||||||||||
|
X11 |
… |
X1k |
… |
X1s |
|
P11 |
… |
P1j |
… |
P1m | ||
|
… |
… |
… |
… |
… |
… |
… |
… |
… |
… | |||
|
|
… |
Xik |
… |
Xis |
Pi1 |
… |
Pij |
… |
Pim | |||
|
… |
… |
… |
… |
… |
… |
… |
… |
… |
… | |||
|
Xn1 |
… |
Xnk |
… |
Xns |
Pn1 |
… |
Pnj |
… |
Pnm | |||




 П1
П1 Xi1
Xi1
Рисунок 5.6 - Структурная схема двусторонней таблицы решений:
{Пk}s {Пq}l - первая и вторая части комплекса параметров применимости; Хik, Xqj - характеристические значения параметров применимости; Pij — решение
Двусторонние таблицы обычно более компактны, чем односторонние. Процедура чтения таблицы 5.5 может быть сформирована повторным применением алгоритма чтения односторонней таблицы (см. рисунок 5.5): сначала поиск, в матрице {Рij} нужной строки, затем поиск в этой строке нужного столбца.
Алгоритмические таблицы. При технологическом проектировании встречаются задачи, число решений которых невелико, а логические зависимости их выбора достаточно сложны. Примером такой задачи служит выбор модели токарного автомата (см. таблицу 2.2). Для формального представления алгоритма выбора решений этой задачи можно использовать таблицы решений. Однако вследствие того, что комплекс условий применимости в этой задаче составляют взаимосвязанные условия (2.2), возникает необходимость повторного описания информационных строк. Так, строка LZ из таблицы 2.2 должна быть повторена 6 раз - таково число возможных сочетаний логических условий. В итоге таблица решений будет иметь объем в б раз больший, нежели объем исходной таблицы характеристик станков.
Сокращение объемов и уменьшение повторов информационных строк при сложной логике выбора решений достигают при использовании алгоритмических таблиц решений (рисунок 5.7).
|
П1 |
… |
Пj |
… |
Пп |
|
|
|
| ||||||
|
Ч11Х11(а11) |
|
Ч1jХ1j(а1j) |
|
Ч1mХ1m(а1m) |
P1 | |
|
|
|
|
|
|
| |
|
Чi1Хi1(аi1) |
|
ЧijХij(аij) |
|
ЧimХim(аim) |
Pi | |
|
|
|
|
|
|
| |
|
Чn1Хn1(аn1) |
|
ЧnjХnj(аnj) |
|
ЧnmХnm(аnm) |
Pn | |
Рисунок 5.7 - Структура алгоритмической таблицы
В таблице помимо характеристик типовых решений указывается тип условия rij и адрес перехода аij. Переменная rij принимает одно из возможных значений: = ; ; <; >; ; .. Если условие Uj rijXij выполняется, осуществляется переход к следующему (j+1) столбцу данной строки, т. е. к условию Uj+1 rij+1Xij+1. Если условие Uj rijXij не выполняется, производится переход по метке аij, записанной в той же клетке в скобках. Метки осуществляют три вида переходов: стандартный, определяющий переход к следующей строке (i + 1) данного столбца j; переход к другой подпрограмме по метке аij (аij и в этом случае - целое число); переход к строке ic и столбцу jc данной таблицы, где ic - целая часть аij, jc - дробная часть аij.
Процедура заканчивается принятием решения Рi или выходом из таблицы на какую-либо подпрограмму по метке аij. Таблица 5.7. представляет собой алгоритмическую таблицу выбора токарного автомата, разработанную на базе таблицы 2.2 в соответствии с комплексом условий применимости (2.2). В ней параметры применимости заменены кодами в соответствии с таблицей 5.8.
Таблица 5.7 - Алгоритмическая таблица выбора токарного автомата
|
№ по пор. |
ФП |
DZ |
М |
DR |
LZ |
Р |
|
1 2 3 4 5 6 7 8 9 10 11 12 |
4(5.1) - - - 5(9.1) - - - 6(10) - - - |
12. 18. 24. 36 (10) 9. 14. 20. 30 (10) 7. 10. 17. 29 (10) |
0 (5.4) 0 (6.4) 0 (7.4) 0 (8.4) 1 (1.4) 1 (2.4) 1 (3.4) 1 (4.4) 0 (5.4) 0 (6.4) 0 (7.4) 0 (8.4) |
8. 10. 18. 22 (10) 10. 12. 22. 27(10) 8. 10. 18. 22 (10) |
60 (3.5) . 90 (10) . 60 (7.5) . 90 (10) . 60(10.5) . 90(10) . |
1Б112 1Б118 1А124 1Б136 1Б112 1Б118 1А124 1Б136 1Б112 1Б118 1А124 1Б136 |
В алгоритмической таблице (см. таблицу 5.7) приняты специальные обозначения. Стандартный адрес перехода обозначен символом «.». Метка 10 является меткой подпрограммы, на которую производится выход из таблицы, если исходные данные не вписываются в предусмотренные интервалы условий применимости. Символ «-» означает безусловный переход к следующему столбцу данной строки. Если элемент таблицы ri+1, jXi+1, j (аi+1,j), полностью совпадает с элементом rij, Xij, (аij) , стоящим в данном столбце строкой выше, вместо элемента ri+1, jXi+1, j (аi+1,j), ставится символ «.».
Рассмотрим в качестве примера выбор модели автомата на операцию обработки детали из шестигранного стального прутка с размером под ключ 14 мм. Необходимо нарезать резьбу М10, длина детали 40 мм. Используя обозначения, принятые в комплексе условий применимости (2.2), эту деталь можно описать присвоением конкретных значений параметрам применимости;
Таблица 5.8 - Кодификаторы материала и формы прутка (для алгоритмической таблицы выбора токарного автомата)
|
Форма прутка |
Код |
Материал |
Код |
|
Круглая Шестигранная Четырехгранная |
4 5 6 |
Сталь Цветные металлы |
0 1 |
Код формы прутка ФП = 5 (см. таблицу 5.8).
Диаметр прутка DZ = 14.
Код материала М = 0 (см. таблицу 5.8).
Диаметр резьбы DR= 10,
Длина детали LZ = 40. -
В итоге можно сформировать набор исходных данных
{Ui} ={5, 14, 0, 10, 40}.
Поиск решения в этом случае происходит по следующим адресам (см. таблицу 5.7)
a11—> a51—> a52 —>a62—> a63—> a24—> a25—> a26—>(1Б118)
Стандартный адрес использовали в переходе a62—> a63, адрес с указанием строки и столбца - переходе a63 —> a24 . Как видим, использование адресных переходов позволило значительно сократить объем таблицы.
Таблицы соответствий. Таблицы решений предназначены для определения одного единственного решения, что и требуется при технологическом проектировании. Если задача допускает существование сразу нескольких решений и необходимо организовать поиск всех допустимых решений, применяют таблицы соответствий (рисунок 5.9). В левой части таблицы соответствий расположена область прибытия рассматриваемого соответствия, т. е. множество решений {Рi}. В верхней части таблицы расположена область отправления, содержащая комплекс параметров применимости {Пj} и их характеристические значения {XjR}. Центральную часть таблицы соответствий составляет массив логических переменных {emjR} и (матрица соответствий), в которой фиксируются связи между решениями и значениями параметров, определяющими их применимость. Наличие связи обозначают единицей, отсутствие — нулем. При разработке и анализе таблиц соответствий часто применяют штриховку клеток таблицы при наличии связи и оставляют не заштрихованные клетки при ее отсутствии. По таблице соответствий принимают те решения, для которых логические переменные имеют связи для соответствующих значений всех; параметров применимости. Ниже представлена таблица соответствий (таблица 5.9) для выбора станка на операцию зубошевингования.
|
П1
|
… |
Пj
|
… |
Пm | ||||||||||||
|
Xi1 |
… |
XiK |
… |
Xj1 |
… |
Xj1 |
… |
XjK |
… |
XjS |
… |
Xm1 |
… |
XmK |
… |
XmSm |
|
P1 |
|
ii11 |
… |
i11k |
… |
ii1S |
… |
ij11 |
… |
ii1k |
… |
ii1S |
… |
im11 |
… |
im1k |
… |
im1s |
|
… |
|
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
|
Pi |
|
ii1 |
… |
iik |
… |
iiS |
… |
iji1 |
… |
iiik |
… |
iiiS |
… |
imi1 |
… |
imik |
… |
imis |
|
… |
|
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
|
Pn |
|
in1 |
… |
ink |
… |
inS |
… |
ijn1 |
… |
iink |
… |
iinS |
… |
imn1 |
… |
imnk |
… |
imns |
Рисунок 5.9 - Структура таблицы соответствий
Таблица 5.9 - Таблица соответствий для выбора зубошевинговального станка
|
P |
D |
т |
L |
| ||||||||||||
|
60 |
125, |
300 |
320 |
500 |
800 |
1.5 |
1.75 |
2 |
6 |
8 |
80 |
110 |
200 |
17 |
35 | |
|
1 |
0 |
1 |
1 |
1 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
1 |
1 |
0 |
1 |
1 |
|
2 |
0 |
0 |
1 |
1 |
1 |
0 |
0 |
0 |
1 |
1 |
1 |
1 |
0 |
0 |
1 |
0 |
|
3 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
0 |
0 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Для набора исходных данных U= {310, 5, 100, 30} таблица соответствий даст два возможных решения 1 и 3. Разработанная таблица соответствий позволяет формальным путем получать все допустимые решения для набора исходных данных.
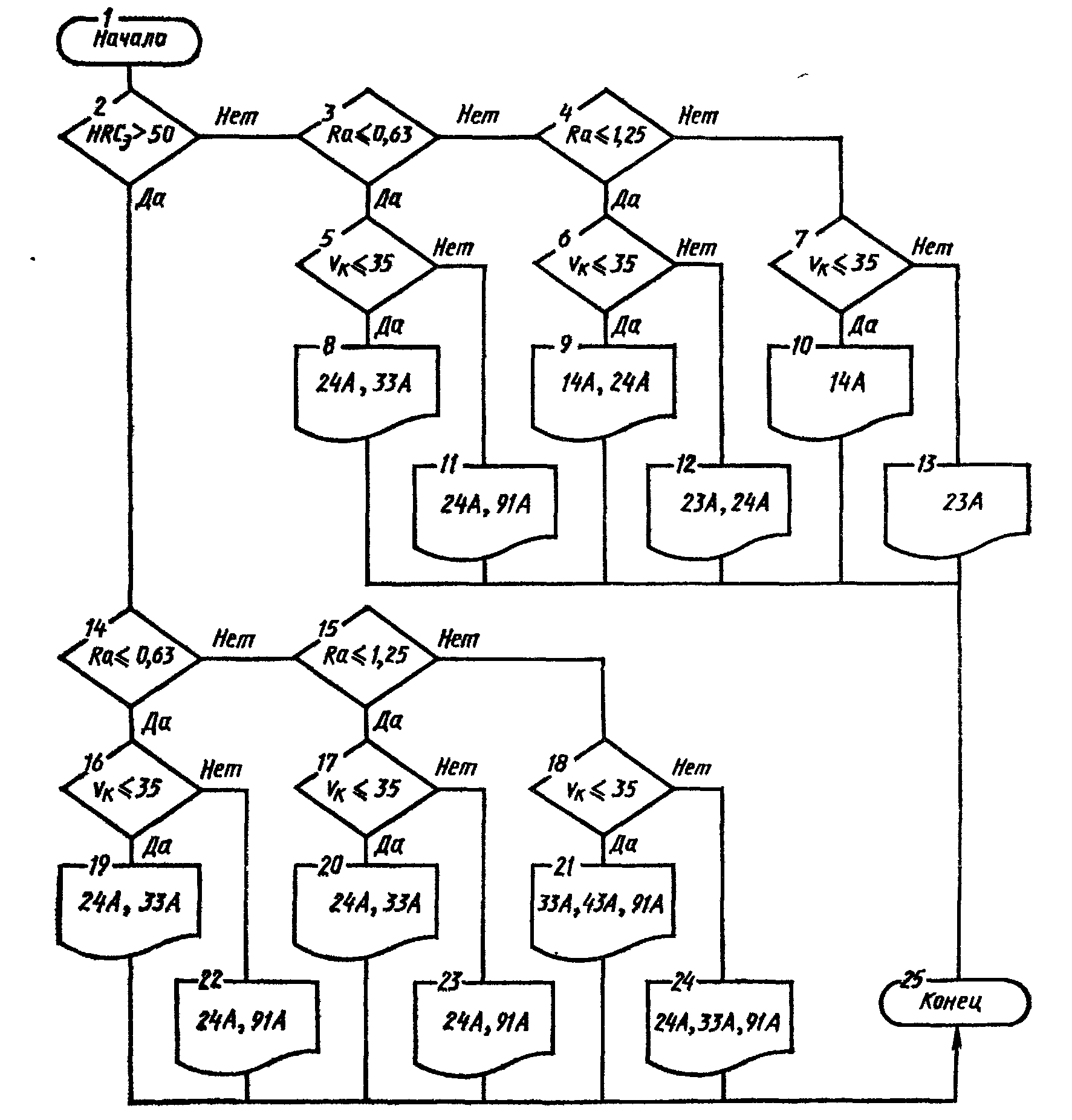
Рисунок 5.10 - Алгоритм выбора абразивного материала шлифовального круга
Логические таблицы соответствий. Таблицы соответствий, применяют в тех случаях, когда параметры применимости взаимно независимы. Однако условия выбора решения могут быть более сложными. В алгоритме выбора абразивного материала шлифовального круга (рисунок 5.10 ) для одного и того же сочетания условий по параметру Ra шероховатости детали и скорости Vk шлифовального круга (Ra > 1,25; Vk 35 ) выбирают совершенно разные решения в зависимости от твёрдости детали: 14А для НRCЭ 50 и 33А, 43А, 91А для HRCЭ 50.
Если для этого алгоритма составить аналогичную таблицу соответствий, она будет давать решения, не предусмотренные алгоритмом. В этом случае условия Rа,Vk и НКСЭ являются зависимыми, и принимаемые решения зависят не только от значений этих условий, но и от их сочетаний.
Логические таблицы соответствий позволяют учитывать взаимосвязанность условий применимости. В этих таблицах имеется матрица условий, в которой указано, какие именно сочетания условий применимости определяют выбор того или иного решения. Структура логической таблицы соответствий приведена на рисунке 5.11.
В логическую таблицу соответствий закладывают две логические матрицы: условий {iRj} и решений {lij}. Элементами этих матриц являются булевы переменные, принимающие значения 1 (да) или 0 (нет). По матрице условий определяют столбец, для которого в матрице решений выбирают все допустимые решения. Алгоритм определения столбца аналогичен алгоритму поиска Лишения в таблице соответствий.
Логическая таблица соответствий для алгоритма выбора абразивного материала (см. рисунок 5.10) представлена в таблице 5.10. Для детали с исходными данными НКСЭ = 50, Rа == 1,25, Vk =35, т. е. {Vi}={50; 1,25; 35}, все логические условия выполняются в третьем столбце. Спускаясь по этому столбцу в матрицу решений, получаем рекомендуемые виды абразивных материалов: 14А, 24А.
|
…
|
… |
|
…
|
… |
…
|
… |
…
| |
|
Пi |
Xi1 |
ni11 |
… |
ni1j |
… |
ni1m | ||
|
… |
… |
… |
… |
… |
… | |||
|
XiК |
niK1 |
|
niKj |
|
niKm | |||
|
… |
… |
… |
… |
… |
… | |||
|
XiS |
niS1 |
… |
niSj |
… |
niSm | |||
|
… |
… |
… |
… |
… |
… | |||
|
|
|
| ||||||
|
P1 |
|
i11 |
… |
i1j |
… |
i1m | ||
|
… |
|
… |
… |
… |
… |
… | ||
|
Pj |
|
ii1 |
… |
iij |
… |
iim | ||
|
… |
|
… |
… |
… |
… |
… | ||
|
Pn |
|
in1 |
… |
inj |
… |
inm | ||
Рисунок 5.11 - Структура логической таблицы соответствий.
Пi – параметры применимости; ХiR – характеристические значения параметров применимости; {iRj} – логическая матрица условий; {lij} – матрица соответствий
Таблица 5.10 - Логическая таблица соответствий для выбора абразивного материала шлифовального круга
|
Параметры применимости |
Характеристическое значение |
Сочетания условий применимости | |||||||||||
|
Твердость материала, НКСЭ
|
50 |
1 |
1 |
1 |
1 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 | |
|
|
0 |
0 |
0 |
0 |
0 |
0 |
1 |
1 |
1 |
1 |
1 | ||
|
Шероховатость Ra, мкм
|
0,63 |
0 |
0 |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
1 |
1 |
|
1,25 |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
1 |
1 |
0 |
0 | |
|
|
1 |
1 |
0 |
0 |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
0 | |
|
Скорость Vk, м/с
|
35 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
0 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
0 |
1 | |
|
Номер сочетаний |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
|
Типовое решение} |
|
|
|
|
|
|
|
|
|
|
|
| |
|
14А |
1 |
0 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 | |
|
23А |
0 |
1 |
0 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 | |
|
24А |
0 |
0 |
1 |
1 |
1 |
1 |
0 |
1 |
1 |
1 |
1 |
1 | |
|
ЗЗА |
0 |
0 |
0 |
0 |
1 |
0 |
1 |
1 |
1 |
0 |
1 |
0 | |
|
43А |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
0 |
0 |
0 |
0 | |
|
91А |
0 |
0 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
1 |
0 |
1 | |