

3. Последовательность выполнения лабораторной работы
На токарно-винторезном станке 16К20 собрана экспериментальная установка (см. рис. 1), позволяющая измерять температуру резания при точении металлов методом естественной термопары.
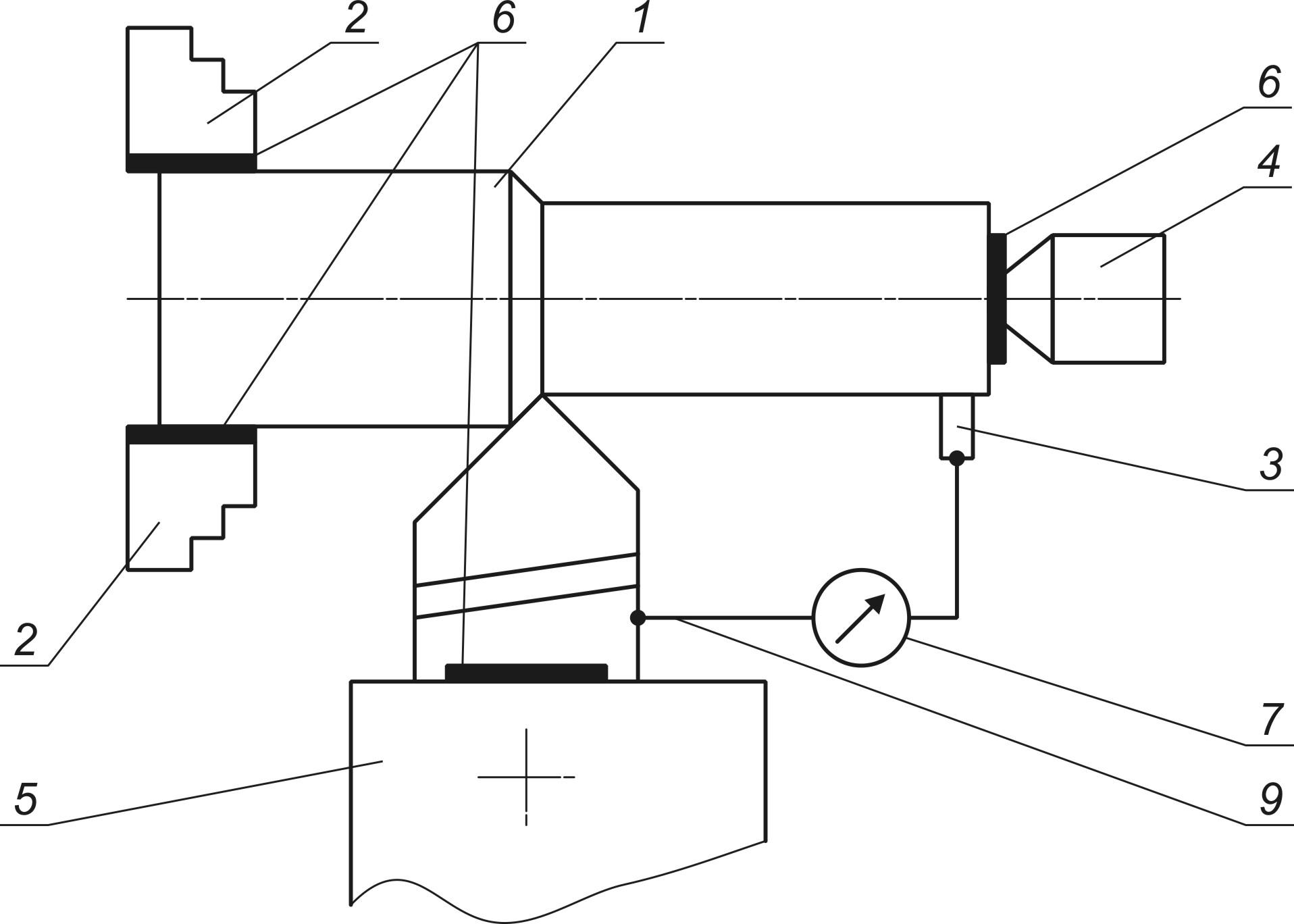
Рис. 1. Схема установки для измерения температуры резания при точении методом естественной термопары
Для этого на станке закреплена цилиндрическая стальная заготовка 1 с помощью трехкулачкового самоцентрирующегося патрона 2 и подвижного конуса 3, установленного в пиноли задней бабки станка. Заготовка и токарный резец 4, закрепленный в резцедержателе 5, изолированы от массы станка диэлектрическими прокладками 6. В процессе обтачивания заготовки область контакта режущей части инструмента со стружкой и заготовкой, нагреваясь, служит горячим спаем термопары резец-заготовка. Холодный спай этой естественной термопары образует места контакта скользящего теплосъемника 7 с заготовкой и соединительного провода 8 с резцом. В цепь термопары включен измерительный прибор 9 (автоматический потенциометр КСП4), регистрирующий возникающую при резании термоЭДС, величина которой пропорциональна разности температур горячего и холодного спаев термопары резец-заготовка.
Фактическая
зависимость между термоЭДС естественной
термопары и температурой резания
![]() устанавливается по результатам
градуирования (тарирования) термопары.
Градуирование выполняется при нагревании
в расплаве легкоплавкого металла
горячего спая термопары, составленной
из токарного резца, взятого для обработки,
и образца материала заготовки, совместно
с искусственной стандартной термопарой,
у которой зависимость величины термоЭДС
от температуры известна.
устанавливается по результатам
градуирования (тарирования) термопары.
Градуирование выполняется при нагревании
в расплаве легкоплавкого металла
горячего спая термопары, составленной
из токарного резца, взятого для обработки,
и образца материала заготовки, совместно
с искусственной стандартной термопарой,
у которой зависимость величины термоЭДС
от температуры известна.
Эксперимент состоит из трех серий опытов по обтачиванию заготовки. В каждой серии опытов дискретно в заданном интервале меняется один из параметров режима резания, остальные два остаются постоянными. Так, поочередно осуществляется оценка влияния t, SиV, задаваемой частотой вращения шпинделяn, на температуру резания при точении. Общие условия проведения эксперимента (режущий инструмент, его геометрия, обрабатываемый материал и др.) во всех опытах одинаковы. Величина термоЭДС, возникающая при резании в естественной термопаре, автоматически регистрируется потенциометром и фиксируется записывающим устройством прибора на диаграммной ленте (бумажная лента с масштабно-координатной сеткой).
Последовательность выполнения опытов и конкретные величины задаваемых параметров режима резания, а также данные о механических свойствах материала обрабатываемой заготовки, типе токарного резца, марке материала и геометрии режущей части инструмента заносятся в соответствующие таблицы журнала лабораторных работ.
4. Методика обработки экспериментальных данных
При
обработке данных, сначала расшифровывается
запись величины термоЭДС на диаграммной
ленте, полученная в ходе эксперимента.
Запись представляет собой развертку
во времени показаний потенциометра,
снятых при проведении опытов. При ее
расшифровке для каждого опыта берется
среднее значение показаний потенциометра
в период выполнения опыта. Затем по
тарировочному графику естественной
термопары
![]() определяются значения температуры
резания, зафиксированные в заданных
условиях обработки. Найденные для всех
опытов показания потенциометра и
значения температуры резания заносятся
в лабораторный журнал.
определяются значения температуры
резания, зафиксированные в заданных
условиях обработки. Найденные для всех
опытов показания потенциометра и
значения температуры резания заносятся
в лабораторный журнал.
Искомая зависимость температуры резания от глубины резания, подачи и скорости резания описывается выражением
![]() ,
,
имеющим
три переменные t,
SиV.
В проведенных же сериях опытов варьировался
всегда только один параметр режима
резания. Поэтому справедливо будет
записать, что полученные экспериментально
числовые значения характеризуют
зависимость температуры резания от
параметров режима резания вида![]() в той серии опытов, где переменной была
глубина резания,
в той серии опытов, где переменной была
глубина резания,![]() - где менялась подача и
- где менялась подача и![]() – где варьировалась скорость резания.
Коэффициенты учитывают воздействие на
температуру резания не изменяемых в
каждой серии опытов параметров режима
резания, т.е.
– где варьировалась скорость резания.
Коэффициенты учитывают воздействие на
температуру резания не изменяемых в
каждой серии опытов параметров режима
резания, т.е.
![]() ,
,
![]() ,
,
![]() .
.
Таким
образом, обрабатывая экспериментальные
данные, характеризующие однофакторные
зависимости:
![]() ,
,![]() ,
,![]() ,
можно определить показатели степенейx,
y, zэтих функций и
рассчитать коэффициент
,
можно определить показатели степенейx,
y, zэтих функций и
рассчитать коэффициент![]() ,
установив тем самым совместное влияние
параметров режима резания на температуру
резания.
,
установив тем самым совместное влияние
параметров режима резания на температуру
резания.
Чтобы найти постоянные параметры функции одного переменного, по ряду числовых значений (а именно такая задача ставится при обработке результатов эксперимента), удобно воспользоваться методом наименьших квадратов или графическим методом. В случае использования метода наименьших квадратов расчет ведется по типовой программе обработки экспериментальных данных этим методом.
Процедура обработки результатов эксперимента графическим методом следующая. На координатной плоскости для первой серии опытов отмечаются значения температуры резания, соответствующие переменному параметру режима резания (масштабы осей абсцисс и ординат при этом допустимо менять независимо друг от друга кратно 10 как в большую, так и в меньшую стороны). Через отмеченные экспериментальные точки проводится прямая линия. Если прямая не проходит через все экспериментальные точки, то ее нужно провести так, чтобы количество точек, не лежащих на прямой линии, было одинаковым по обе стороны от нее. Из построенного графика определяют показатель степени искомой степенной функции как тангенс угла наклона прямой линии к оси абсцисс. Аналогично поступают с данными второй и третьей серий опытов.
Установив
значения показателей степени x,
y, zпри переменныхt,
S, Vна основании
построенных графически зависимостей![]() ,
,![]() ,
,![]() рассчитывается коэффициент
рассчитывается коэффициент![]() .
Для этого на каждом графике произвольно
выбирается по одной точке. Координаты
выбранных точек дают значения температуры
резания и одного из изменяющихся
параметров режима резания (t,
S, V). Недостающие
значения двух других параметров режима
резания известны из условий проведения
рассматриваемых серий опытов. Поэтому
по координатам точек, взятых с графиков
однофакторных зависимостей, можно
трижды рассчитать коэффициент
.
Для этого на каждом графике произвольно
выбирается по одной точке. Координаты
выбранных точек дают значения температуры
резания и одного из изменяющихся
параметров режима резания (t,
S, V). Недостающие
значения двух других параметров режима
резания известны из условий проведения
рассматриваемых серий опытов. Поэтому
по координатам точек, взятых с графиков
однофакторных зависимостей, можно
трижды рассчитать коэффициент![]() из выражения
из выражения![]() .
Окончательно величина коэффициента
.
Окончательно величина коэффициента![]() определяется как среднее арифметическое
из трех найденных его значений. Этим
приемом частично удается усреднить
эффект влияния на результаты опытов
неконтролируемых в эксперименте
переменных факторов, например, таких,
как неоднородность свойств обрабатываемого
материала и степень затупления
инструмента.
определяется как среднее арифметическое
из трех найденных его значений. Этим
приемом частично удается усреднить
эффект влияния на результаты опытов
неконтролируемых в эксперименте
переменных факторов, например, таких,
как неоднородность свойств обрабатываемого
материала и степень затупления
инструмента.