

11. Качество поверхности деталей машин
11.1. Основные показатели качества поверхности деталей машин
Надежность и долговечность машин в значительной мере определяются качеством поверхностей деталей машин.
Под качеством поверхности деталей машин понимается состояние поверхностного слоя, как результат воздействия на него одного или нескольких последовательно применяемых технологических методов. Качество поверхности характеризуется шероховатостью, волнистостью и физико-механическими характеристиками.
Теоретическими и практическими работами доказано, что долговечность деталей машин может быть повышена на 15-20 % только за счет правильного выбора методов и режимов обработки.
Под шероховатостью поверхности детали понимается совокупность неровностей с относительно малыми шагами на базовой длине. Требуемая шероховатость устанавливается, исходя из служебного назначения детали, в виде соответствующей высоты микронеровностей, определяемых RzилиRa. Выбирая соответствующий класс шероховатости, тем самым назначаются допуски на микроотклонения профиля поверхности от правильной геометрической формы.
Под волнистостью понимается совокупность периодически чередующихся неровностей с относительно большим шагом, превышающим принимаемую при измерении шероховатости базовую длину.
В
– шероховатость;
– волнистость;![]()
![]()
![]() олнистость
занимает промежуточное положение между
шероховатостью и отклонениями профиля.
Критериями их различия является величина
отношения шага волныSwк высоте волныWz:
олнистость
занимает промежуточное положение между
шероховатостью и отклонениями профиля.
Критериями их различия является величина
отношения шага волныSwк высоте волныWz:
Ш
– отклонение
формы.
Шероховатость характеризуется не только размером и формой детали, но и направлением штрихов обработки (следов) от режущего инструмента.
Форма шероховатости определяет несущую поверхность детали, характеризующую износостойкость и контактные деформации.
При островершинном профиле несущая поверхность мала, при плосковершинном – возрастает.
Одновременно впадины вершин являются своеобразными надрезами, нарушают однородность поверхности и снижают усталостную прочность детали.
Физико-механические свойства поверхностного слоя характеризуются его твердостью, фазовыми и стректурными превращениями, величиной, знаком и глубиной распространения остаточных напряжений, деформацией кристаллической решетки.
Качество поверхности детали, в основном, формируется на финишных операциях, однако, предшествующая обработка и заготовительный процесс оказывают влияние на качество поверхности в следствии технологического наследования исходных свойств заготовки на всех этапах ее обработки. Одной из основных задач проектирования технологического процесса изготовления деталей является обеспечения требуемого качества поверхности как в процессе изготовления, так и в процессе эксплуатации при заданном сроке службы изделия.
11.2. Факторы, влияющие на качество поверхности заготовок и деталей машин
На качество поверхности заготовок оказывает влияние метод получения заготовки. Принятый метод характеризует шероховатость поверхности и другие характеристики, в частности: литейная корка, обезуглероженная зона (стальные заготовки).
Шероховатость поверхности определяется принятым методом обработки, который характеризует размер, форму шероховатости, направление штрихов обработки. Режимы резания оказывают влияние на образование шероховатости поверхности. При скорости резания от 20 до 40 м/мин шероховатость будет наибольшей, что объясняется образованием нароста (рис. 76).

Рисунок 76
С дальнейшим увеличением скорости резания до 60-70 м/мин нарост исчезает и шероховатость уменьшается.
Подача оказывает влияние на увеличение шероховатости при обтачивании стандартным резцом с = 45º; при точении резцом с широкой режущей кромкой подача не оказывает существенного влияния на шероховатость (рис. 77).
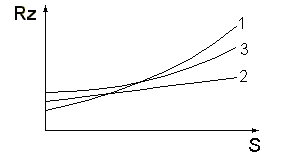
1 – обтачивание стандартным резцом с = 45º; 2 – обтачивание резцом с широкой режущей кромкой; 3 – сверление и зенкерования
Рисунок 77
При сверлении и зенкеровании подача не значительно оказывает влияние на шероховатость. Глубина резания не оказывает существенного влияния на повышение шероховатости при достаточной жесткости системы.
На шероховатость оказывают влияние физико-механические характеристики материала. При обработке стали с низким содержанием углерода образуется более шероховатая поверхность по сравнению с высокоуглеродистой сталью. При обработке сталей с присадками серы или свинца образуется меньшая шероховатость. При обработке сталей с мелкозернистой структурой шероховатость меньше, чем при обработке сталей с крупнозернистой структурой.
На шероховатость оказывает влияние так же СОЖ, применение которой позволяет сократить шероховатость на 30-40 % и уменьшить размерный износ режущего инструмента.
Жесткость технологической системы оказывает влияние на размер шероховатости, который в первую очередь определяется условиями установки и закрепления заготовки: при консольном закреплении заготовки в патроне шероховатость увеличивается на свободном конце заготовки; при обтачивании заготовки в центрах с поджимом задним вращающимся центром значение шероховатости и ее распределение по длине зависят от размера обрабатываемой заготовки. На рис. 78 показано изменение шероховатости от RzminдоRzmaxпри разном отношении длины валаlк его диаметру и способе закрепления вала.
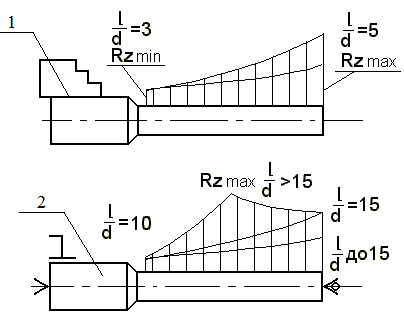
1 – консольное закрепление; 2 – закрепление в центрах
Рисунок 78
Шероховатость и волнистость оказывают влияние на контакт сопряженных поверхностей, уменьшают площадь контакта, тем самым, повышая износ сопрягаемых поверхностей. Шероховатость и макроотклонения оказывают влияние на жесткость стыков, уменьшая ее соответствующим образом. Шероховатость оказывает влияние на точность сопряжений. При контакте сопрягаемых поверхностей первичная шероховатость может уменьшаться на 65-75 %, что вызывает появление увеличенных зазоров, которые могут быть соизмеримыми с допусками на изготовление детали. Шероховатость влияет на точность прессовых соединений.
В процессе обработки заготовки под действием силовых, температурных факторов происходит изменение характеристик поверхностного слоя, образование которых зависит от превалирующего влияния силовых и температурных факторов. При лезвийной обработке силовые факторы вызывают образование пластической деформации с повышением наклепа, повышение микронеровностей поверхности, создание остаточных напряжений, величина, знак и глубина распространение которых зависят от условия обработки, при этом могут создаваться как сжимающие, так и растягивающие остаточные напряжения. При абразивной обработке температурные факторы могут вызывать структурные изменения поверхностного слоя металла, образование шлифовочных трещин, прижогов и так далее.
Таким образом, зная влияние технологических факторов на качество обрабатываемой заготовки необходимо назначать такие условия обработки, при которых обеспечиваются требуемые характеристики качества поверхности деталей.