

Глава 14 качество рэс
14.1. Общие сведения
Качество — это свойство изделия удовлетворять заданным требованиям и ожиданиям потребителя.
Производители считают проблему повышения качества изделий самой главной, так как от его уровня зависят их конкурентоспособность и престиж фирмы. Большинство покупателей считают качество товара более важным параметром, чем его цена.
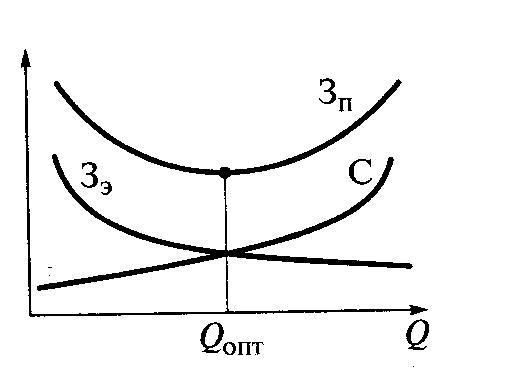
Рис 14.1 Определение оптимального уровня качества продукции
Уровень Q качества продукции связан с ее себестоимостью С (рис. 14.1). Продукцию высокого качества можно получить, применяя надежные ЭРК, дорогие материалы, используя труд специалистов высокой квалификации, поэтому себестоимость такой продукции велика.
Однако полные затраты на производство продукции Зп кроме себестоимости включают в себя затраты на ее эксплуатацию Зэ, т.е. затраты на ремонт, обслуживание, выпуск запасных частей, уменьшающиеся с повышением качества. Поэтому существует оптимальный уровень качества Qoпт, выше и ниже которого производить продукцию экономически не выгодно.
14.2. Контроль качества рэс
РЭС как сложные изделия характеризуют совокупностью количественных параметров (например, для телевизора — это чувствительность, размер экрана, мощность звука, полоса воспроизводимых частот, масса, надежность и др.) и качественных показателей (цвет корпуса, дизайн корпуса и др.). Качество РЭС на всех стадиях жизненного цикла — от проектирования до утилизации — обеспечивают по принципу обратной связи, постоянно контролируя текущее состояние процесса, анализируя причины его отклонения и через управляющее воздействие возвращая процесс на нормальную траекторию.
На стадии проектирования контролируют соответствие технических решений стандартам и современным научно-техническим достижениям.
На стадии производства контролируют материалы, полуфабрикаты, изделия, параметры технологических операций, соблюдение технологической дисциплины. Число контролируемых параметров зависит от объекта контроля, требований к параметрам изделия и вида контроля.
В процессе производства РЭС применяются разные виды контроля качества, классификация которых дана в табл. 14.1.
Входной контроль — это совокупность операций по проверке качества покупных материалов, комплектующих деталей и компонентов. Этот вид контроля не является обязательным, если поставщик гарантирует (и периодический аудит подтверждает это), что доля бракованных изделий мала. Тогда их входной контроль экономически не оправдан.
Операционный контроль продукции (или параметров ТО) проводят после завершения определенной ТО. Его выполняет либо сам работник, если это указано в карте ТО, либо сотрудник подразделения контроля или администратор.
По результатам приемочного контроля готовой продукции принимают решение о ее пригодности к поставке заказчику.
При сплошном контроле проверяют каждый экземпляр продукции.
Выборочный контроль проводят для выборки изделий при больших объемах производства или при большой трудоемкости контроля. По результатам контроля выборки делают вывод о качестве всей партии изделий. Процедуру выборочного контроля проводят по плану, который содержит данные о виде контроля, объемах партии и выборки, решающих правилах и контрольных нормативах. Способ формирования выборки влияет на достоверность выводов. При формировании выборки для любого экземпляра партии изделий должна быть обеспечена равная вероятность быть в нее отобранным.
Таблица 14.1
|
Классификационный признак контроля |
Вид контроля |
|
Место в технологической цепочке |
Входной, операционный, приемочный |
|
Степень охвата изделий |
Сплошной, выборочный |
|
Технический способ выполнения |
Оптический, геометрический, физико-химический, электрический, рентгеновский |
|
Степень автоматизации |
Ручной, автоматический |
Для выборочного контроля важным является задание объема выборки. Чем больше объем выборки, тем точнее будут сделаны статистические выводы по приему партии изделий, но тем больше будут и затраты времени и средств на проведение контроля.
Определим объем выборки для заданной точности контроля. В соответствии с теоремой Ляпунова для гауссова распределения параметра X с вероятностью F(α) измерения попадут в интервал
-ε < М(Х) - Х< + ε, т.е. Р[М(Х) - X] < ε = F(a),
- где: М(Х) -среднее значение партии изделий (генеральной совокупности);
-X— среднее значение выборки;
-F(α) — значение интеграла вероятности;
-α = ε/σ(Х), σ(Х) — дисперсия среднего.
Для случая, когда объем выборки n значительно меньше объема партии изделий N, дисперсия среднего σ(Х)= σ(Х)∕(n)1/2. Тогда объем партии
n = σ2(Х)∕ σ2(Х)= σ2(Х)α2 ∕ε2
Для расчета объема выборки п задают вероятность Р, с которой будут сделаны статистические выводы. Из уравнения Р = F(a) по таблицам значений F(a) определяют α, а по заданному допуску ε = М(Х) - X и значению а(Х) находят объем партии.
Статистические выводы при выборочном контроле делают по альтернативному, количественному и качественному признакам.
При контроле по альтернативному признаку (рис. 14.2) решение о приемке партии принимают исходя из количества дефектных изделий в выборке (отсюда и названии метода). Из партии объемом N берут выборку объемом п. Измеряют параметр X всех изделий выборки и определяют число дефектных изделий т. Если т < с (заранее оговоренного числа), то партию изделий принимают. Если п « N, а доля дефектных изделий q в партии мала, то случайное число т распределено по закону Пуассона: Рт,n = ате-a /m!, где а = nq. Вероятность приемки партии изделий по результатам контроля выборки с можно представить в виде
Р(т, с) =∑ ame-a/m!, m = 0.
Методику планирования контрольных операций (определение объема выборки и расчет вероятности приемки партии) для случая с = 0 определяется стандартом.
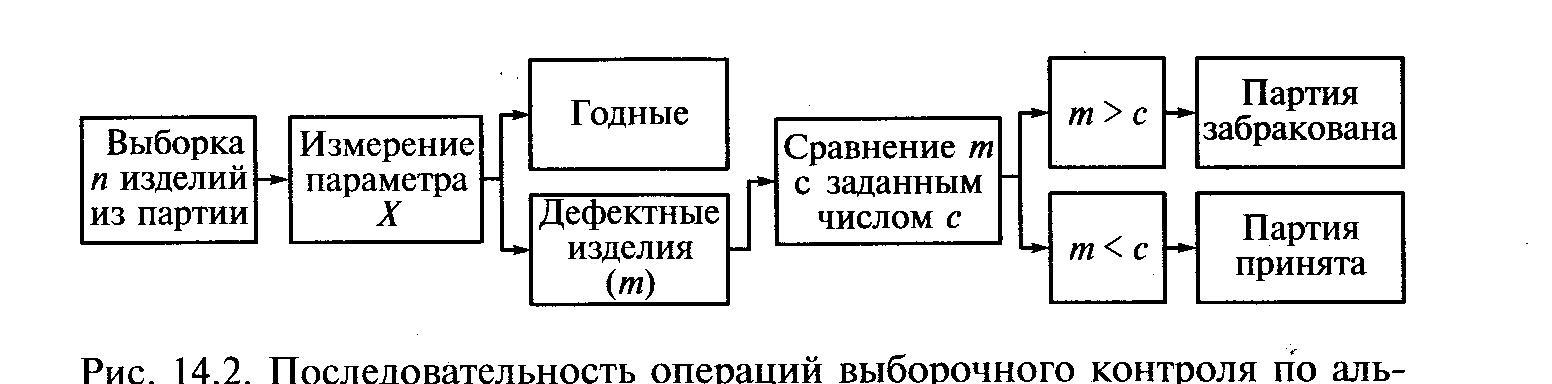
Рис. 14.2. Последовательность операций выборочного контроля по альтернативному признаку
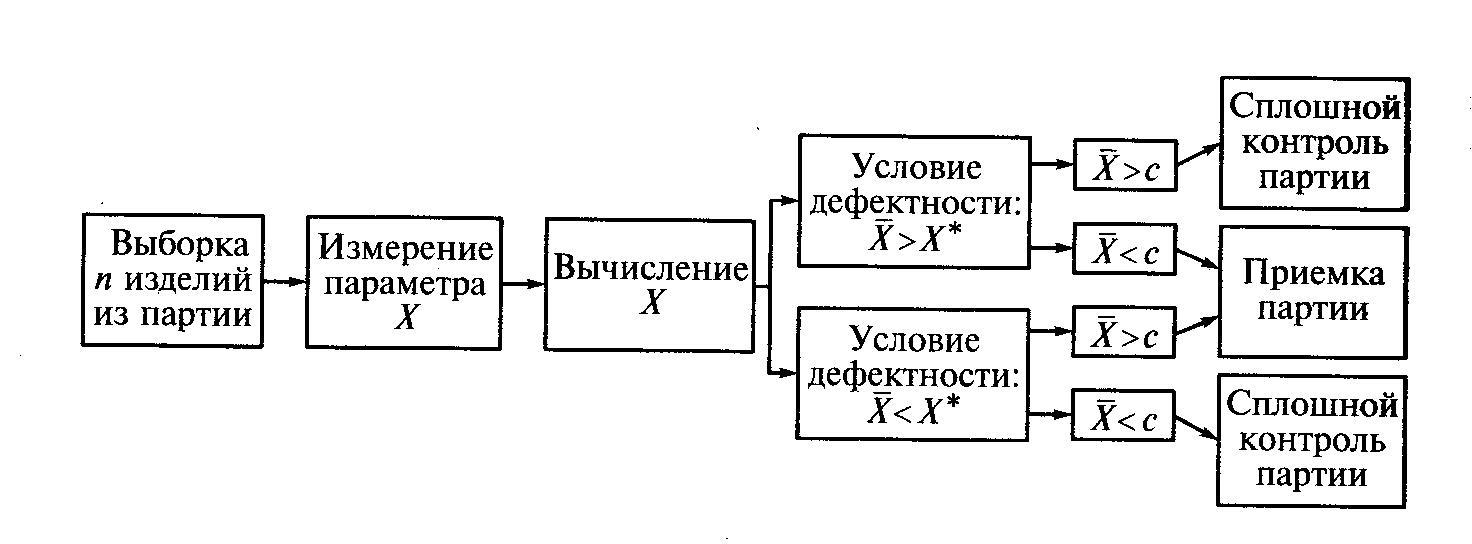
Рис. 14.3. Последовательность операций выборочного контроля по количественному признаку
Выборочный контроль по количественному признаку проводят по методике, представленной на рис. 14.3. После измерения параметра X во всех изделиях выборки вычисляют среднее значение X. Решение о приемке партии изделий принимают на основе сравнения среднего значения с контрольным нормативом с. Если изделие признают дефектным при X > X* (X* — граничное значение параметра), то партию принимают при X < с. В противном случае контролируют всю партию. Если изделие считают дефектным при X < X*, партию принимают при X > с.
При выборочном контроле по качественному признаку (рис. 14.4) после измерения параметра изделия делят на группы. Решение о приемке партии принимают, если доля изделий в определенной группе больше заданного приемочного числа с.
Например, при изготовлении полевого транзистора с индуцированным каналом измеряют пороговое напряжение Unop, по значению которого транзисторы делят на k групп (табл. 14.2). Партию принимают, если доля п1∕п > с = 0,7. Так как в табл. 14.2 отношение п1∕п > с, всю партию полевых транзисторов принимают.
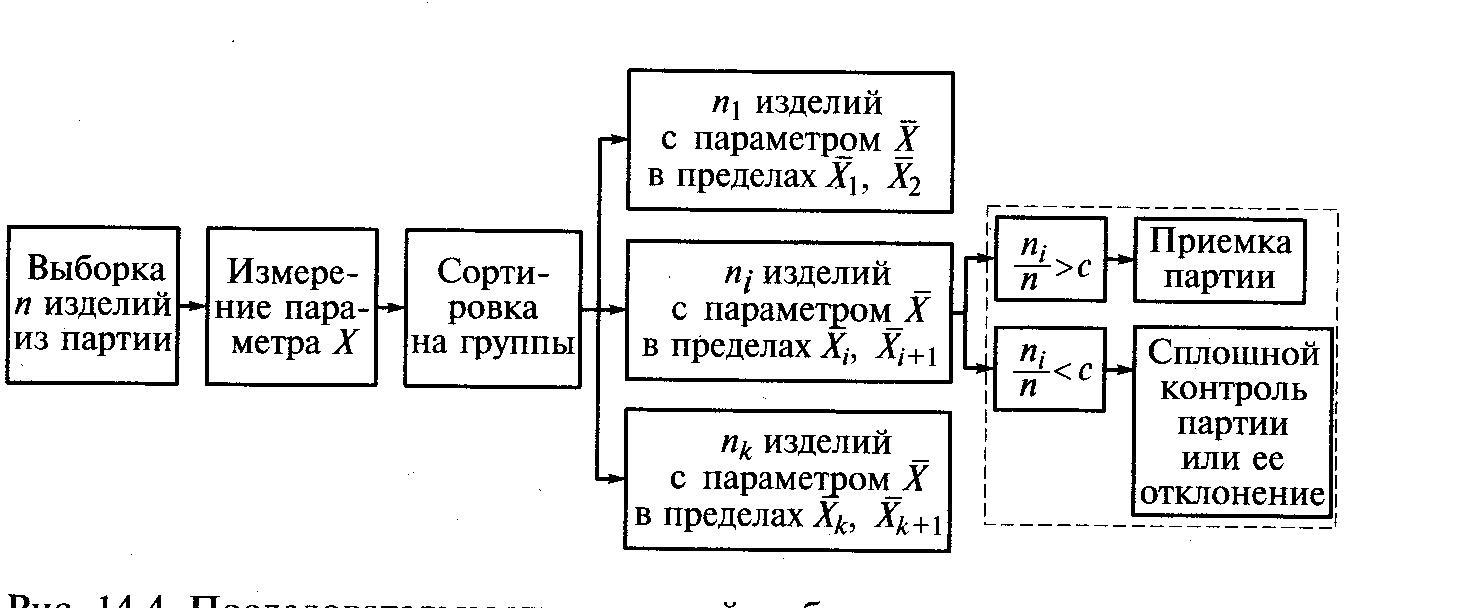
Рис. 14.4. Последовательность операций выборочного контроля по качественному признаку
Таблица 14.2
|
№ группы |
1 |
2 |
3 |
4 |
5 |
|
Uпор В |
0...0.99 |
1...1,99 |
2. ..2,99 |
З...3,99 |
≥4 |
|
n i /n |
0,71 |
0,18 |
0,06 |
0,04 |
0,01 |
При выборочном контроле при заданных гарантиях качества изделий трудоемкость и стоимость операций контроля малы. Современные выборочные методы хорошо разработаны. Вероятность ошибочных выводов о партии изделий практически не превышает вероятность получения ошибок при сплошном контроле больших партий изделий.