

Лаборатория, производящая испытание, должна иметь приборы, позволяющие измерять толщину слоя грунта с требуемой точностью.
2.5Пробы, указанные в табл. 2.3, сваривают на обычных режимах, принятых для данного типа сварочных материалов. Тавровую пробу при ручной сварке в нижнем положении следует сваривать так, чтобы шов формировался возможно меньшего катета. Тавровая проба при сварке в среде СО в вертикальном положении сваривается снизу вверх.
Пробы при сварке под флюсом могут быть выполнены автоматической или полуавтоматической сваркой.
2.6 Стыковая проба без разделки при ручной сварке требуется в том случае, когда применяются электроды для глубокого провара.
Таблица 2.3
Виды проб для испытания грунтов
|
Сварка |
Вид и размеры проб |
Толщина материала, мм |
Разделка кромок |
Положение сварки |
Количество проб |
Условия сварки |
|
Ручная |
Стыковая проба
|
6 – 8 |
Без разделки (см. 2.7) |
H |
1 |
Для сварки должны применяться электроды диаметром 4 мм. Корень шва с обратной стороны заваривается после подрубки |
|
12 – 15 |
V |
H |
1 | |||
|
B |
1 | |||||
|
Тавровая проба
|
6 – 8 |
Без разделки |
H |
1 |
Для сварки должны применяться электроды диаметром 4 мм | |
|
B |
1 |
Для сварки должны применяться электроды диаметром 4 мм. Направление сварки сверху вниз | ||||
|
Автоматическая или полуавтоматическая под флюсом |
Стыковая проба, аналогичная пробе при ручной сварке |
14 – 15 |
Без разделки (см. 2.7) |
H |
1 |
|
|
18 – 20 |
V |
H |
1 |
Сварка проб проводится за два прохода, по одному с каждой стороны | ||
|
Тавровая проба, аналогичная пробе при ручной сварке |
18 – 20 |
Без разделки |
H |
1 |
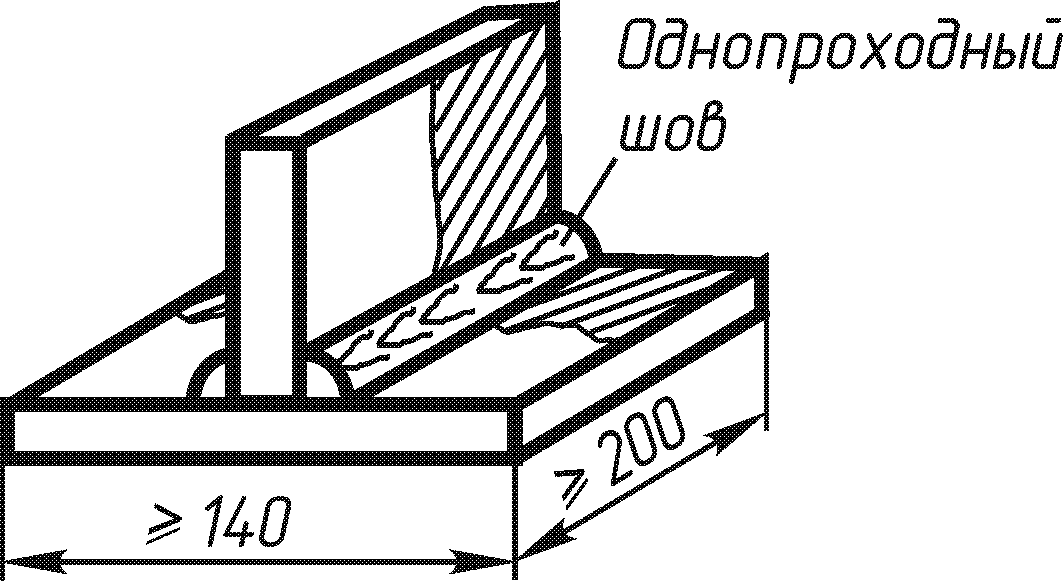
Каждый шов должен быть сварен за один проход, катет 5 - 6 мм | |
|
Сварка в среде CO2 (полуавтоматическая) |
Cтыковая проба, аналогичная пробе при ручной сварке |
6 – 8 |
Без разделки (см. 2.7) |
H |
1 |
|
|
14 – 16 |
V |
H |
1 |
Сварка проб проводится за два прохода, по одному с каждой стороны | ||
|
B |
1 | |||||
|
Тавровая проба, аналогичная пробе при ручной сварке |
12 – 15 |
Без разделки |
H B |
1 1 |
Каждый шов должен быть сварен за один проход, катет 5-6 мм | |
|
Примечание. Hнижнее положение сварки; Bвертикальное положение сварки. | ||||||

2.7Стыковая проба без разделки при сварке под флюсом и при сварке в среде со требуется, если используется способ односторонней сварки с обратным формированием шва.
3 Отбор образцов от проб Стыковые пробы
3.1Каждая стыковая проба перед разрезкой на образцы подлежит радиографическому контролю. Результаты контроля должны подтверждать, что качество швов, сваренных по грунту, удовлетворяет требованиям 8.3 настоящей части Правил.
3.2Из загрунтованных и незагрунтованных частей каждой стыковой пробы изготавливают по одному комплекту испытательных образцов. В каждый комплект должны входить: два плоских образца на растяжение; два образца на изгиб (один из них изгибают так, чтобы в зоне растяжения находилась вершина шва, другойтак, чтобы в зоне растяжения находился его корень); три образца на ударный изгиб с надрезом по центру шва (из пробы толщиной более 10 мм); три образца на ударный изгиб с надрезом по линии сплавления (из пробы толщиной более 10 мм); один поперечный макрошлиф.