

Проектирование червячных фрез
Червячные зуборезные фрезы предназначаются для нарезания колес наружного сечения с прямыми, косыми, шевронными зубьями, а также червячных колес. Форма профиля зубьев инструмента выбирается в зависимости от профиля зубьев нарезаемого колеса.
Процесс образования профиля зубьев на заготовке червячной фрезой аналогичен зацеплению червяка с колесом. При этом червячную фрезу можно рассматривать как косозубое колесо с числом зубьев, равным числу заходов. Для образования передней поверхности режущих кромок фрезеруются канавки. Задние углы на вершине и на боковых сторонах получаются затылованием.
Известно, что для правильного зацепления двух косозубых колес необходимо, чтобы они каждое в отдельности правильно цеплялись с одной и той же пространственной рейкой типа исходного контура, т.е. необходимо
![]() ;
;
![]() ;
;
![]() .
.
Червячные фрезы могут быть однозаходными и многозаходными. Для окончательной обработки зубьев колес следует применять только однозаходные фрезы. Многозаходные, как менее точные по шагу, следует применять только для предварительной обработки.
Конструктивные параметры червячных фрез
Наружный диаметр следует выбирать возможно большим, в этом случае повышается стойкость, увеличивается число зубьев, уменьшается угол подъема витков, что уменьшает погрешности. С другой стороны – увеличивается расход материала для изготовления фрезы, увеличивается площадь контакта зубьев фрезы с заготовкой, увеличивается время врезания фрезы в заготовку. Обычно диаметр фрезы связывают с углом подъема витков червяной фрезы.
![]() - для чистовых,
- для чистовых,
![]() - для черновых.
- для черновых.
Исходя из этих условий, ГОСТом установлены диаметры фрез в зависимости от модуля.
Д ля
червячной фрезы общего назначения
диаметр применяется меньше, чем для
высокоточных фрез. В общем случае
ля
червячной фрезы общего назначения
диаметр применяется меньше, чем для
высокоточных фрез. В общем случае
![]()
 ,
где
,
где
![]() - глубина канавки,
- глубина канавки,
![]() -
толщина тела фрезы (
-
толщина тела фрезы (![]() ),
),![]() - выбирается из нормального ряда диаметра
отверстия для насадного инструмента.
- выбирается из нормального ряда диаметра
отверстия для насадного инструмента.
Длина червячной
фрезы
![]() ,
где
,
где
![]() - длина буртика. Минимальная длина
рабочей части фрезы выбирается из
условия, чтобы обеспечивалось правильное
и полное профилирование зубьев нарезаемого
колеса. Она должна быть не менее длины
проекции активной части линии
профилирования на осевую плоскость.
- длина буртика. Минимальная длина
рабочей части фрезы выбирается из
условия, чтобы обеспечивалось правильное
и полное профилирование зубьев нарезаемого
колеса. Она должна быть не менее длины
проекции активной части линии
профилирования на осевую плоскость.
1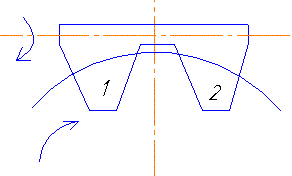 .
Более нагружен первый зуб. С целью
разгрузки зубьев несколько удлиняют
рабочую часть фрезы.
.
Более нагружен первый зуб. С целью
разгрузки зубьев несколько удлиняют
рабочую часть фрезы.
2 .
Различные зубья нагружены с различных
участках. Это явление используют на
практике для повышения стойкости фрез.
.
Различные зубья нагружены с различных
участках. Это явление используют на
практике для повышения стойкости фрез.
![]()
По ГОСТ выпускают
короткие и длинные фрезы. По обоим торцам
фрезы делаются буртики. Они предназначены
для контроля установки червячной фрезы
на станке. Наружные диаметры буртиков,
торцы и профиль зубьев должны быть
обработаны с одной установки. Длина
буртиков принимается от 3 до 5 мм, а
диаметр буртиков равен
![]() мм,
где
мм,
где
![]() - диаметр впадин стружечных канавок.
- диаметр впадин стружечных канавок.
Лекция №30
Второй метод
Профиль фрезы в прямолинейном нормальном сечении (N-N). Этот метод имеет две разновидности: 1) профиль зубьев червячной фрезы принимается равным исходному контуру инструментальной рейки. При углах подъема более 3 градусов возникают искажения;
2)
![]() .
Для устранения возникающих искажений
изменяют профильный угол (
.
Для устранения возникающих искажений
изменяют профильный угол (![]() ).
).
След сечения эвольвентной винтовой поверхности, проведенный касательно к начальному цилиндру, представляет собой прямую линию.
I - теоретический профиль;
II
-
![]() ;
;
III
-
![]() ;
;
IV
-
![]() (применения не имеет).
(применения не имеет).
Наиболее часто применяется второй случай (основной эвольвентный червяк заменяется основным архимедовым червяком).
Для случаев, когда профиль применяется прямолинейным в нормальном сечении, приборы отсутствуют.