

Корректирование профиля фасонных резцов
Если фасонному
резцу придать
![]() и
и
![]() ,
то профиль фасонного резца будет
полностью идентичен профилю детали. В
этом случае работать резец не будет.
Поэтому как только
,
то профиль фасонного резца будет
полностью идентичен профилю детали. В
этом случае работать резец не будет.
Поэтому как только
![]() делается больше 0, появляется необходимость
корректирования профиля фасонного
резца, т.к. его профиль должен отличаться
от требуемого профиля детали, т.е. наличие
делается больше 0, появляется необходимость
корректирования профиля фасонного
резца, т.к. его профиль должен отличаться
от требуемого профиля детали, т.е. наличие
![]() и
и
![]() не устраняет необходимости коррекционных
расчетов, не уменьшает ни трудоемкости
расчетной работы, ни сложности технологии
производства корректированных фасонных
резцов, поэтому и переднюю грань фасонных
резцов следует затачивать по
не устраняет необходимости коррекционных
расчетов, не уменьшает ни трудоемкости
расчетной работы, ни сложности технологии
производства корректированных фасонных
резцов, поэтому и переднюю грань фасонных
резцов следует затачивать по
![]() ,
соответствующему обрабатываемой детали.
Корректирование фасонных резцов может
осуществляться двумя методами:
,
соответствующему обрабатываемой детали.
Корректирование фасонных резцов может
осуществляться двумя методами:
-
графический;
-
аналитический.
Преимуществом графического метода является его наглядность. К недостаткам следует отнести неточность, связанную с неточностью графических построений. Преимуществом аналитического метода является высокая точность определения размеров. Недостатком является сложность вычислений, особенно для криволинейных профилей. Графический метод применяют в тех случаях, когда фасонный резец рассчитывается для обработки не точных деталей криволинейной формы. Аналитический применяют тогда, когда деталь имеет высокую точность, но не сложную форму. При необходимости обработки детали высокой точности и сложной формы применяют оба метода и результаты сравнивают.
ЛЕКЦИЯ №12
Круглые фасонные резцы
Профили режущей части круглых фасонных резцов изготавливаются в соответствии с заданным профилем обрабатываемой поверхности. Переточку таких резцов производят по передней поверхности. Передний угол влияет на искажение профиля, в связи с этим делают риску окружности и передняя поверхность должна быть касательной к ней.
Расчет круглых фасонных резцов состоит их двух этапов:
-
установление габаритных размеров резца;
-
коррекционные расчеты его профиля.
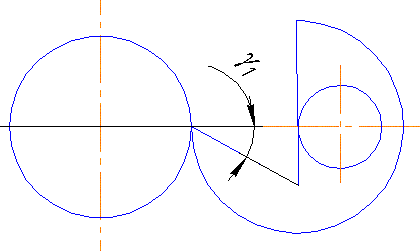
Задний угол равен 0 и резец не будет работать.
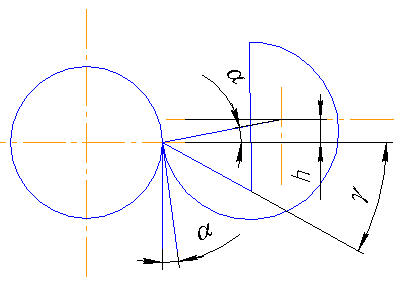
![]() - угол искажения.
- угол искажения.
![]() ,
где
,
где
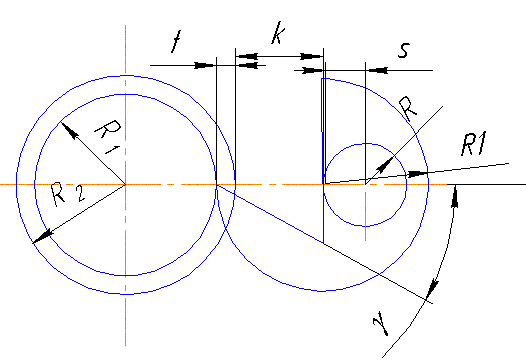
![]() - наружный радиус резца,
- наружный радиус резца,
![]() - передний угол.
- передний угол.
![]() ,
где
,
где
![]() -
высота профиля.
-
высота профиля.
![]() ;
S
– толщина стенки резца. Прочность
обеспечивается если S
= 5…8 мм; k
– глубина заточки передней поверхности
резца. k=3…12
мм в зависимости от размеров резца.
;
S
– толщина стенки резца. Прочность
обеспечивается если S
= 5…8 мм; k
– глубина заточки передней поверхности
резца. k=3…12
мм в зависимости от размеров резца.
![]() - радиус отверстия круглофасонного
резца.
- радиус отверстия круглофасонного
резца.
![]() =6…15
мм. Определяется по стандартному ряду
для фасонных резцов
=6…15
мм. Определяется по стандартному ряду
для фасонных резцов
![]() :
13:16:22:27. Округляем полученный размер до
целого числа. Принимают его за наибольший
круглого резца. Наружный диаметр резца
для внутренней обработки
:
13:16:22:27. Округляем полученный размер до
целого числа. Принимают его за наибольший
круглого резца. Наружный диаметр резца
для внутренней обработки
![]() в детали
в детали
Целью коррекционных расчетов как для призматических, так и для круглых фасонных резцов является определение радиусов или линейных расположений узловых точек фасонного профиля. Коррекционные расчеты должны проводится с точностью до 0,001 мм с последующим округлением до 0,01.
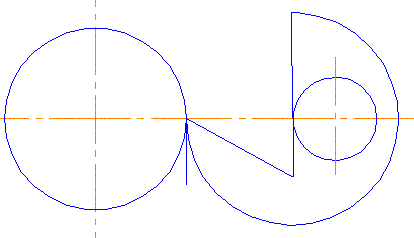
Графическое профилирование круглых фасонных резцов
Вычерчивают профиль детали в двух проекциях
Графическое профилирование:
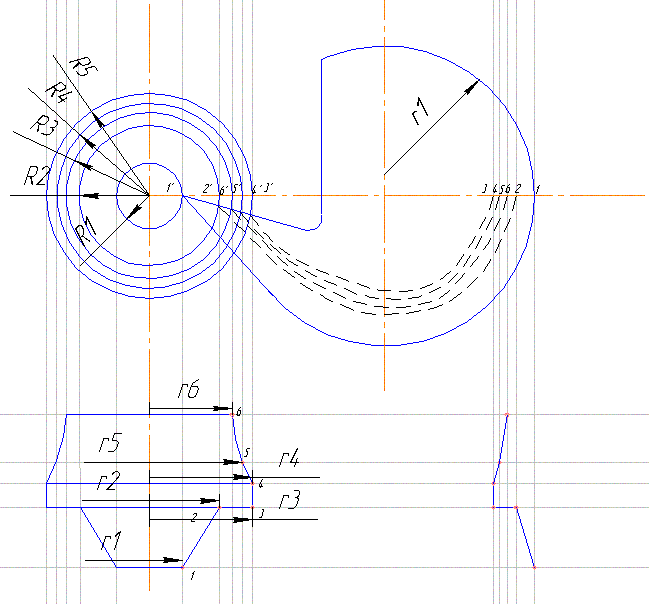
Это для данного
переднего и заднего угла. Если
![]() и
и
![]() изменить, то и профиль изменится.
Графическое профилирование следует
проводить в возможно большем масштабе.
Например М10:1.
изменить, то и профиль изменится.
Графическое профилирование следует
проводить в возможно большем масштабе.
Например М10:1.
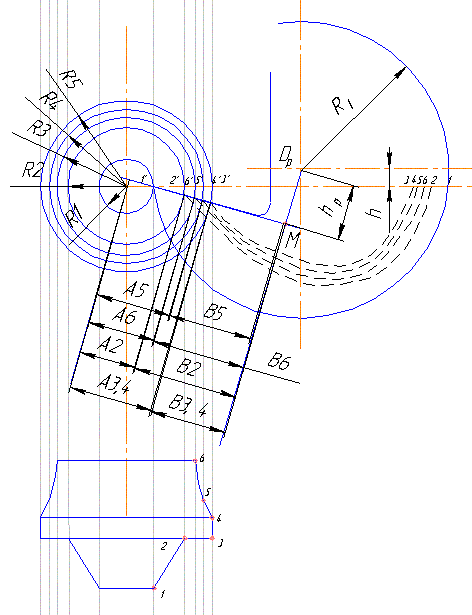
Аналитический метод:
Рассмотрим:
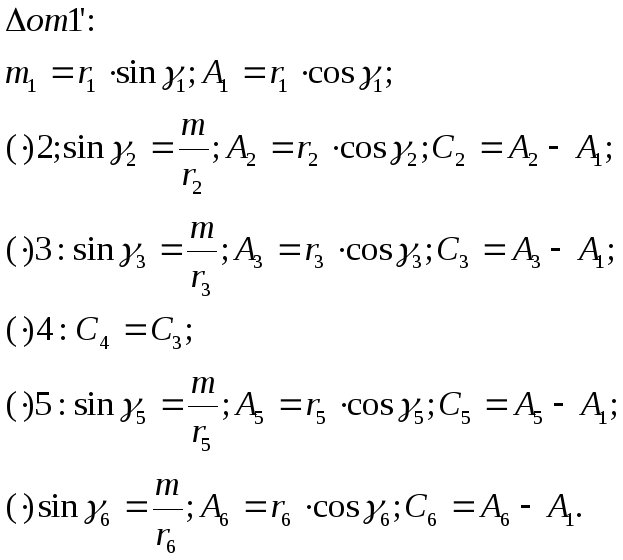
![]() - угол между радиусом
- угол между радиусом
![]() и передней поверхностью
и передней поверхностью

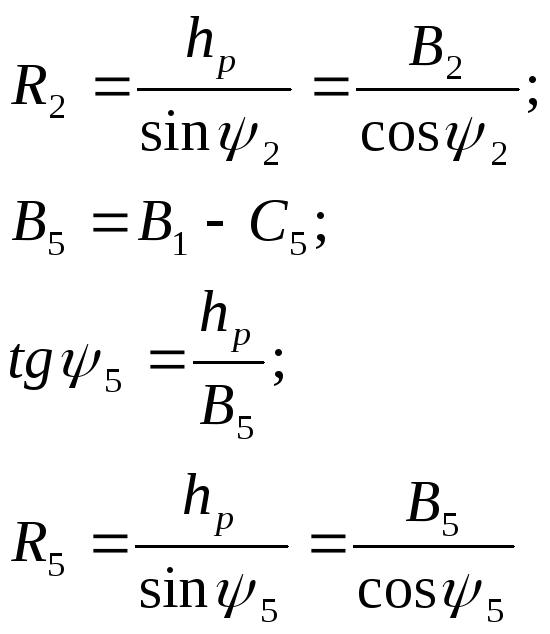
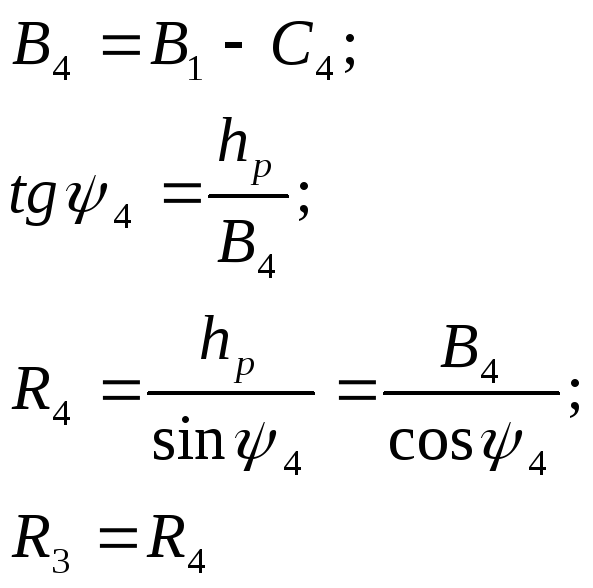
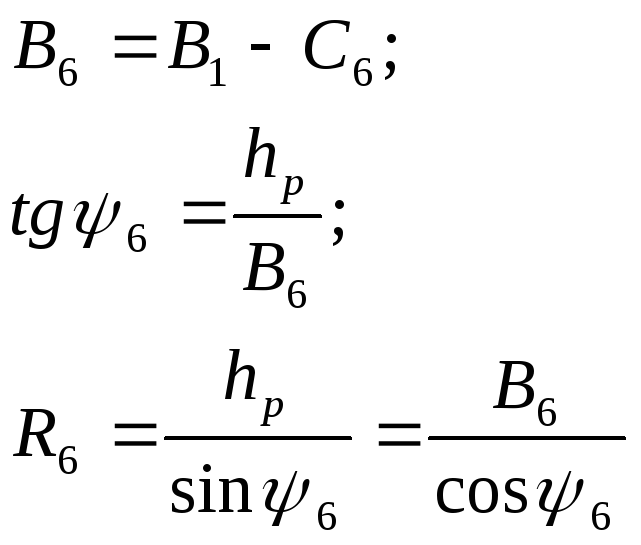
Из полученных
формул можно определить числовые
значения радиусов
![]() проектируемого фасонного резца. При
обработке круглыми фасонными резцами
получается искажение формы детали на
всех конусных участках, которые обращаются
в криволинейные гиперболического
порядка. Для неответственных деталей
это не имеет существенного значения,
а для ответственных требует дополнительной
корректировки резца, исходя из получаемых
отклонений.
проектируемого фасонного резца. При
обработке круглыми фасонными резцами
получается искажение формы детали на
всех конусных участках, которые обращаются
в криволинейные гиперболического
порядка. Для неответственных деталей
это не имеет существенного значения,
а для ответственных требует дополнительной
корректировки резца, исходя из получаемых
отклонений.
ЛЕКЦИЯ №13
Призматические фасонные резцы
Призматические фасонные резцы изготавливаются длиной 75…100 мм. Ширина – в зависимости от длины фасонного профиля. Крепятся призматические резцы в специальных державках с помощью ласточкиного хвоста. Графическое построение профиля призматического фасонного резца производится следующим образом: