

Технические САУ, Петухов И.В., Стешина Л.А
.pdf11. КОНТРОЛЛЕРЫ. МИКРОПРОЦЕССОРНЫЕ МОДУЛИ УДАЛЕННОГО СБОРА ИНФОРМАЦИИ
ИУПРАВЛЕНИЯ
11.1.Выбор типа микроконтроллера
Выбор рационального для каждой конкретной задачи ПЛК является важным для любого заказчика. В то же время определение наилучшего ПЛК из всей их совокупности, имеющейся на рынке, является далеко не однозначной и не простой задачей, поскольку оно должно учитывать все свойства автоматизируемого объекта, удовлетворять поставленным требованиям к системе контроля и управления, находить некий рациональный компромисс между различными противоречивыми критериями (мощность, надежность, открытость, стоимость и т. д.).
Большинству потребителей требуется не превосходство одной какой-то характеристики, а некая интегральная оценка, позволяющая сравнить ПЛК по совокупности характеристик и свойств. Рассмотрим методику формирования такой оценки.
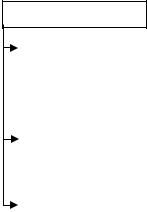
Учитывая специфику устройств, критерии оценки можно разделить на три группы (рис. 11.1):
технические характеристики;
эксплуатационные характеристики;
потребительские свойства.
При этом критериями выбора считать потребительские свойства, т.е. соотношение показателей затраты/производительность/ надежность, а технические и эксплуатационные характеристики – ограничениями для процедуры выбора.
Кроме того, необходимо разделить характеристики на прямые, для которых положительным результатом является увеличение оценки (на рис. 11.1 обозначены «*» ) и обратные, для которых положительным результатом является её уменьшение (на рис. 11.1 обозначены «**»).
171
Критерий оценки
Технические характеристики
Количество каналов ввода/вывода
Быстродействие
Уровни напряжений входов/выходов
Напряжение изоляции
Эксплуатационные характеристики
Диапазон рабочих температур
Относительная влажность воздуха
Потребительские свойства |
|
Р |
||
|
Производительность |
Ц |
||
|
o |
Время выполнения операции |
П1** |
|
|
o |
Функциональность |
П2** |
|
|
Надежность |
|
Н |
|
|
o |
Наработка на отказ |
Н1* |
|
|
o |
Среднее время восстановления |
Н2** |
|
|
Затраты |
|
|
З |
|
o |
Стоимость приобретения |
|
|
|
|
|
Стоимость оборудования |
З1** |
|
|
|
Стоимость монтажа |
З2** |
|
o |
Стоимость эксплуатации |
|
|
|
|
|
Потребляемая мощность |
З3** |
|
|
|
Гарантийный срок |
З4* |
|
o |
Массогабаритные характеристики |
|
|
|
|
|
Масса |
З5** |
|
|
|
Габариты |
З6** |
Рис. 11.1. Классификация критериев выбора ПЛК
Так как характеристики между собой конфликтны, т.е. улучшение одной характеристики почти всегда приводит к ухудшению другой, необходимо для каждой характеристики Ki определить весовой коэффициент ai, учитывающий степень влияния данной характеристики на полезность устройства.
Терминология и состав критериев оценки ПЛК приведены в соответствии с основными положениями квалиметрии и стандартами качества (ГОСТ 15467-79).
172
Выбор аппаратуры производится в четыре этапа:
1)определение соответствия технических характеристик предъявленным требованиям;
2)определение соответствия эксплуатационных характеристик предъявленным требованиям;
3)оценка потребительских свойств выбираемой аппаратуры;
4)ранжирование изделий.
На первом этапе каждая техническая характеристика анализируемого изделия сравнивается с предъявленными к проектируемой системе требованиями. Если данная характеристика не удовлетворяет этим требованиям, изделие снимается с рассмотрения.
Такой же анализ проводится на втором этапе с эксплуатационными характеристиками. И только если технические и эксплуатационные характеристики соответствуют поставленной задаче и предъявленным требованиям, проводится оценка потребительских свойств ПЛК.
Для этого используется аддитивный метод оценки, когда суммарная оценка каждого свойства вычисляется по формуле
n |
Ki |
m |
1 |
|
||
K |
αi |
|
α j |
|||
^ |
|
|
||||
i 1 |
Ki |
j 1 |
K j |
|
||
K ^j
где K i, Kj – прямая и обратная характеристики выбираемого изделия;
Ki^, Kj^ – соответствующие характеристики аналога; αi, αj – весовые коэффициенты характеристик; n, m – количество прямых и обратных характеристик.
Даже если не пользоваться рассмотренной методикой для формирования количественных оценок критериев выбора, она полезна предложенной структуризацией и классификацией параметров ПЛК, участвующих в их выборе.
173
11.2. Релейные универсальные контроллеры
Понятие «автоматизация производства» часто, и причём небезосновательно, ассоциируется с масштабными компьютеризированными системами.
Разработка и внедрение таких систем требует огромных материальных, финансовых и интеллектуальных затрат. Вместе с тем существует большое число задач автоматизации гораздо меньшего масштаба, которые, тем не менее, от этого не теряют своей актуальности.
Как уже отмечалось выше, существует класс универсальных контроллеров, который по вычислительной мощности и набору встроенных функциональных возможностей оптимально соответствует таким несложным задачам. При решении большинства простейших задач автоматизации необходимы устройства управления с дискретными управляющими сигналами, которые формировались бы также по дискретным входным воздействиям. До недавнего времени такие устройства управления реализовывались на основе релейных логических схем. Контроллеры, предназначенные для замены таких схем, исходя из всего этого часто называют релейными.
|
Y1 |
Y2 |
|
M |
|
|
|
|
1 — |
|
SL1 |
2 — |
|
SL2 |
3 — |
|
SL3 |
 Y3
Y3
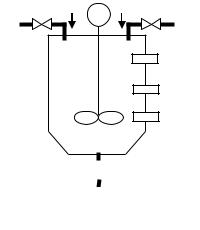
Рис. 11.2. Схема смесительной установки
Рассмотрим конкретный пример – сравнительно простую и вместе с тем достаточно типичную схему смесительной установки (рис. 11.2). Алгоритм работы установки очень прост. После её запуска в работу открывается клапан Y1, и ёмкость начинает заполняться компонентом № 1. При достижении уровня 2 срабатывает датчик SL2, закрывается клапан Y1 и
174
открывается клапан Y2. В ёмкость начинает поступать компонент № 2. После заполнения ёмкости до уровня 1 по сигналу от датчика SL1 закрывается клапан Y2 и включается привод мешалки М. Через 15 минут он выключается, смесь готова. Для её выгрузки открывается клапан Y3. Окончание процесса фиксируется датчиком SL3 (уровень 3). После закрытия клапана Y3 установка готова к новому циклу приготовления смеси.
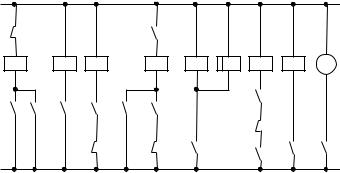
Как поступил бы разработчик системы управления, скажем, лет 10-15 назад? Он использовал бы схему, подобную той, что приведена на рис. 11.3. Вся система реализуется с помощью четырёх промежуточных реле и одного реле времени.
L |
|
|
|
|
|
К3.3 |
|
SL3 |
|
|
|
К1 |
К2 |
Y1 |
К3 |
К4 КT1 Y2 Y3 |
|
|
|
|
|
|
M1 |
|
К1.1 SL2 |
К1.2 |
|
К1.3 |
|
|
|
|
|
||
Пуск |
|
К3.1 |
К4.2 |
К2.1 |
|
|
|
|
|
К3.2 |
|
|
|
|
|
SL1 |
КТ1.1 |
|
|
К2.1 |
КТ1.2 |
К4.1 |
|
|
|
|
|||
|
|
|
|
||
N |
|
|
|
|
|
Рис. 11.3. Электрическая схема системы управления на реле
Все просто, но усложним немного задачу и добавим условие возможности приготовления на этой же установке смеси по другой рецептуре. Это означает, что в ёмкость должно загружаться иное число компонентов с индивидуальными для каждого из них дозой и порядком загрузки, а также изменено время работы мешалки. Нет необходимости говорить о том, что такое условие уже не может быть реализовано с помощью релейной схемы. Но такая задача по плечу контроллеру, в котором алгоритм управления реализуется программно, а аппаратных средств имеется ровно
175

столько, сколько необходимо для решения подобных по сложности задач.
Типизация и стандартизация постепенно охватывает все стороны организации универсальных контроллеров. Выше уже было показано, что программирование универсальных контроллеров осуществляется с помощью типовых языков. Это во многом предполагает использование в них и одинаковых типов переменных и способов адресации к ним и многого другого.
11.3. Контроллеры фирмы ADVANTACH
серии ADAM-5000
Изделия серий ADAM-5000 предназначены для создания тер- риториально-распределенных систем сбора данных и управления.
Конструктивное исполнение подобно традиционным ПЛК. Контроллер состоит из блока процессора и модулей ввода/вывода, устанавливаемых в локальную магистраль блока процессора
(рис. 11.4).
Рис. 11.4. Внешний вид контроллеров серии ADAM-5000
Каждый блок процессора может объединять на локальной магистрали до 64 каналов аналогового и/или дискретного ввода/вывода. В настоящее время блок процессора может комплектоваться различными коммуникационными модулями для рабо-
ты в сетях RS-485, CAN, Ethernet
и т.д.
Изделия серии ADAM-5000 имеют трехуровневую гальваническую изоляцию: по входным/выходным цепям, цепям пи-
176
тания и по линиям портов последовательной связи. Наличие гальванической развязки позволяет снизить влияние на систему электромагнитных помех, устранить гальваническую связь с электрооборудованием контролируемого объекта, а также предотвратить неисправности, которые могут быть вызваны случайными выбросами напряжения питания, а также переходными процессами при коммутации силового оборудования.
Сторожевой таймер предназначен для автоматического сброса процессора базового блока в случае непредвиденной остановки исполнения встроенного программного обеспечения. Данная функция реализована для сокращения общих временных и материальных затрат на техническое обслуживание системы.
Визделиях серий ADAM-5000 реализованы автоматическое аппаратное тестирование и программное выявление неисправностей. Существует возможность удаленной настройки системных параметров – каждый модуль аналогового ввода/вывода может быть сконфигурирован для работы с различными типами и диапазонами сигналов с помощью единой сервисной программы. Программным способом можно настраивать параметры обмена по последовательному каналу связи, за исключением сетевого идентификатора. Кроме того, имеется возможность настройки аварийных уставок и калибровочных параметров шкалы измерительных каналов. Такая гибкость исполнения модулей позволяет существенно уменьшить их номенклатуру, а также сократить затраты на их обслуживание в процессе эксплуатации.
Визделиях серии ADAM-5000 реализована возможность настройки каналов дискретного вывода в качестве выходов управления по достижении значениями измеряемых параметров предварительно заданных величин.
Каждому каналу модулей аналогового ввода могут быть программно поставлены в соответствие верхняя и нижняя уставки. После каждого очередного аналого-цифрового преобразования измеренное значение сравнивается с верхней и нижней уставками.
177
Изменение логического состояния назначенного канала дискретного вывода производится в зависимости от результата сравнения.
Таким образом, в системах на базе ADAM-5000 имеется возможность локального двухпозиционного управления, выполняемого независимо от центрального компьютера.
В комплект периферийных модулей входят следующие узлы: ADAM-5013 – 3-канальный модуль ввода сигналов термомет-
ров сопротивления;
АDАМ-5017 – 8-канальный модуль аналогового ввода; ADAM-5011Н – 8-канальный быстродействующий модуль
аналогового ввода;
ADAM-5018 – 7-канальный модуль ввода сигналов термопар; ADAM-5024 – 4-канальный модуль аналогового вывода; ADAM-5050 – 16-канальный универсальный модуль дискрет-
ного вводавывода;
ADAM-5051 – 16-канальный модуль дискретного ввода; ADAM-5051D – 16-канальный модуль дискретного ввода; ADAM-5052 – 8-канальный модуль дискретного ввода с галь-
ванической изоляцией;
ADAM-5055S – 16-канальный модуль дискретного ввода/ вывода с гальванической изоляцией и светодиодной индикацией;
ADAM-5056 – 16-канальный модуль дискретного вывода; ADAM-50560 – 16-канальный модуль дискретного вывода; АDАМ-50568 – 16-канальный модуль дискретного вывода с
гальванической изоляцией и светодиодной индикацией; ADAM-5060 – 6-канальный модуль релейной коммутации; ADAM-5068 – 8-канальный модуль релейной коммутации; ADAM-5080 – 4-канальный модуль ввода частотных/ импуль-
сных сигналов;
ADAM-5090 – 4-канальный коммуникационный модуль с интерфейсом RS-232.
На рис. 11.5 показан внешний вид периферийных модулей
ADAM-5000.
178

Компания Advantech начала поставки устройств серии ADAM-5550KW, представляющих собой программируемые контроллеры класса РАС (Programmable Automation Controller). Контроллеры пред-
назначены для решения задач управления, требующих сочетания возможностей промышленного компьютера с надёжностью ПЛК.
Контроллеры ADAM-5550KW, выполненные на базе процессора AMD Geode GX533, работают под управлением Windows СЕ 5.0. Они имеют два порта Ethernet, два порта USB, порт VGA и четыре СОМ-порта (RS-232/485). В составе подсистемы ввода/вывода могут быть использованы модули расширения серии ADAM-5000, а также специализированные модули управления перемещением и хранения данных.
Для программирования контроллеров используется пакет KW MULTI-PROG с поддержкой пяти языков стандарта МЭК 61131-3. Система исполнения базируется на ОС РВ ProConOs, что обеспечивает детерминированное время реакции контроллера не более 1 мс.
11.4. Контроллеры фирмы SIEMENS
SIMATIC является основной системой автоматизации всех отраслей промышленного производства, объединяющей в своем составе широкий спектр стандартных программных и аппаратных средств, поддерживающих множество открытых интерфейсов для выполнения специализированных задач.
В линейку Siemens simatic входят следующие семейства контроллеров:
S7-200 – популярная система автоматизации с широчайшим выбором дополнительных модулей;
179
S7-300 – семейство для автоматизации крупных объектов; S7-400 – флагман SIMATIC, обеспечивающий управление
крупными мощностями;
S7-1200 – новое поколение программируемых контроллеров
Siemens.
Рассмотрим подробнее систему SIMATIC S7-400, относящуюся к высшему классу программируемых контроллеров, которые справятся с системой автоматизации любого уровня. В основном это управление крупными промышленными объектами, где требуется недюжая многозадачность и высокая степень надежности.
Построенный по модульной архитектуре, как и программируемые контроллеры более низких линеек оборудования, ПЛК SIMATIC S7-400 дают возможность применять разнообразнейшие модификации модулей, в зависимости от стоящих целей.
Интегрированная структура локального и распределенного ввода-вывода, а также включение сетевой конфигурации, легкость и удобство использования, многообразие функций и коммуникационных возможностей, простота эксплуатации – все это делает контроллеры SIMATIC S7-400 весьма привлекательным решением.
Ко всем перечисленным плюсам стоит добавить несколько типов центральных процессоров (с разнообразной производительностью); большой выбор модулей ввода-вывода, сигнальных модулей коммуникационных процессоров; функциональные модули с интеллектуальным управлением; коммуникационные про-
цессоры с поддержкой PtP, PROFINET, PROFIBUS, Industrial
Ethernet.
Контроллеры SIMATIC S7-400 имеют модульную конструк-
цию и могут включать в свой состав:
модули блоков питания (PS), используемые для подключения
SIMATIC S7-400 к источникам питания =24/ 48/ 60/ 120/ 230 В или ~120/ 230 В;
модули центральных процессоров (CPU). В составе контроллера могут использоваться центральные процессоры различной
180