

Дата
"ИТЦ АВТО"
2 РАЗБОРКА
|
ГОСТ 3.1105-84 |
3100.25100.40175 |
Лист 4 |
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись
Работы выполнять в соответствии с требованиями "Правил по охране труда на автомобильном транспорте", Минавтотранс, 1979 г. и инструкции по охране труда
И37.101.7072 – 99 для слесарей.
2.1Разобрать водяной насос.
Для водяных насосов задне- и полноприводных автомобилей:
-отвернуть четыре гайки М8 и снять крышку корпуса (тиски, ключ торцовый 13).
-установить съемник 1, рис.9, и спрессовать крыльчатку 2 (ключи кольцевые 19,24, съемник А.40026).
-спрессовать ступицу шкива вентилятора
(съемник А.40005/1).
-вывернуть стопорный винт, выпрессовать валик с подшипником, удалить сальник из крышки
(отвертка плоская, молоток, оправка технологическая).
Для водяных насосов переднеприводных автомобилей:
-спрессовать с валика 3, рис.2, водяного насоса шкив 1 (тиски, съемник А. 40005/1/5).
-вывернуть стопорный винт 2 подшипника (отвертка плоская).
-выпрессовать из корпуса 1, рис.10, валик с подшипником и крыльчаткой 2 (тиски,
съемник А 40005/1/5).
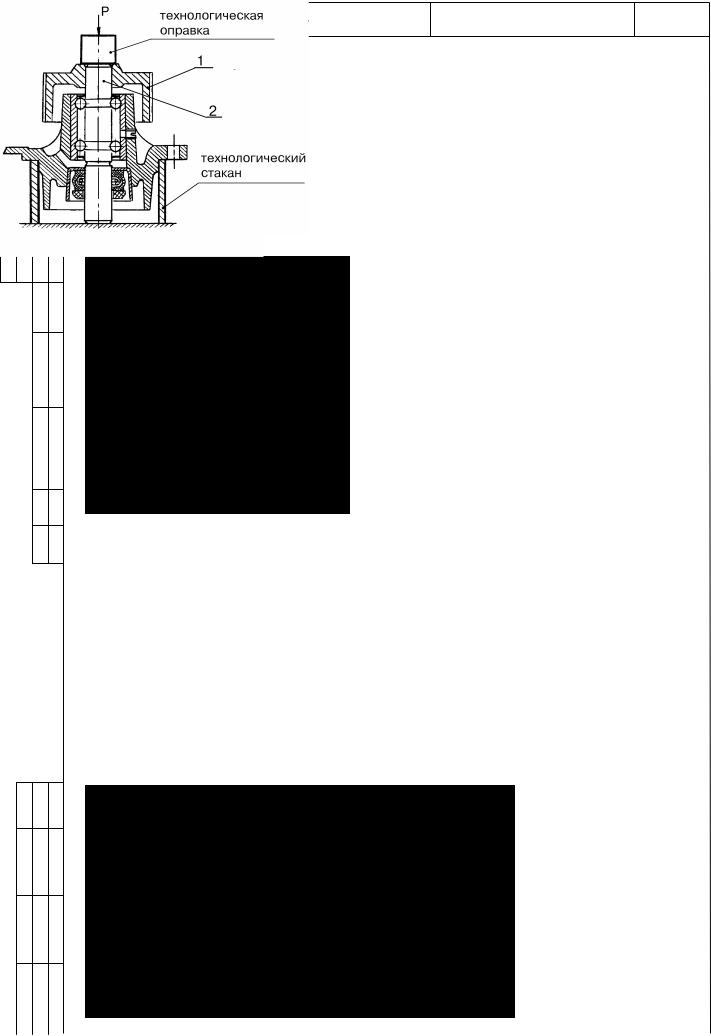
-выпрессовать валик 1, рис.11, из крыльчатки 3 и снять сальник 2 водяного насоса, (технологический стальной стакан с наружным диаметром 50 мм, внутренним – 44 мм и высотой 115 мм, технологическая оправка диаметром 14 мм и длиной 120 мм, пресс типа
2135 ГАРО).
2.2Промыть детали и продуть сжатым воздухом (моечная установка типа
"Тайфун", пистолет типа С 417 ГАРО для обдува сжатым воздухом).
Дубликат Взам. Подп.
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.10. Выпрессовка валика насоса |
Рис. 11. Выпрессовка валика |
|||
|
из корпуса |
из крыльчатки |
|||
|
|
|
|
|
|
ТИ |
Технологическая инструкция |
|
|
||
|
|
|
|
|
|
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
|
|
|
ГОСТ 3.1105-84 |
"ИТЦ АВТО" |
|
3100.25100.40175 |
Лист 5 |
|
3 КОНТРОЛЬ И СОРТИРОВКА ДЕТАЛЕЙ
3.1 Произвести осмотр деталей:
Детали, техническое состояние которых не удовлетворяет требованиям настоящей инструкции, а также прокладка и сальник выбраковываются.
Не допускаются: трещины, сколы, задиры, раковины, срыв резьбы более чем на два витка, заедание при вращении подшипника.
3.2 Произвести замер осевого зазора подшипника в сборе
(прибор ПБ-1400, индикатор ИЧ-10, штатив ШМ-ПВ-8). Не допускается:
-осевой зазор в подшипнике более 0,15 мм (для насосов задне- и полноприводных автомобилей).
-осевой зазор в подшипнике более 0,13 мм (для насосов переднеприводных автомобилей)
4 СБОРКА Для водяных насосов задне- и полноприводных автомобилей:
-установить сальник в крышку корпуса (молоток, тиски, оправка 67.7853-9568).
-запрессовать подшипник с валиком в крышку, совместив гнездо стопорного винта с отверстием в крышке корпуса, застопорить подшипник и зачеканить отверстие стопорного винта (приспособление А.60430, пресс типа 2135 ГАРО, отвертка плоская, бородок, молоток).
-напрессовать на валик 1, рис.12, ступицу 2 шкива вентилятора, размер 84,4 + 0,1 мм обеспечивается технологически приспособлением (приспособление А.60430, пресс типа 2135 ГАРО, штангенциркуль).
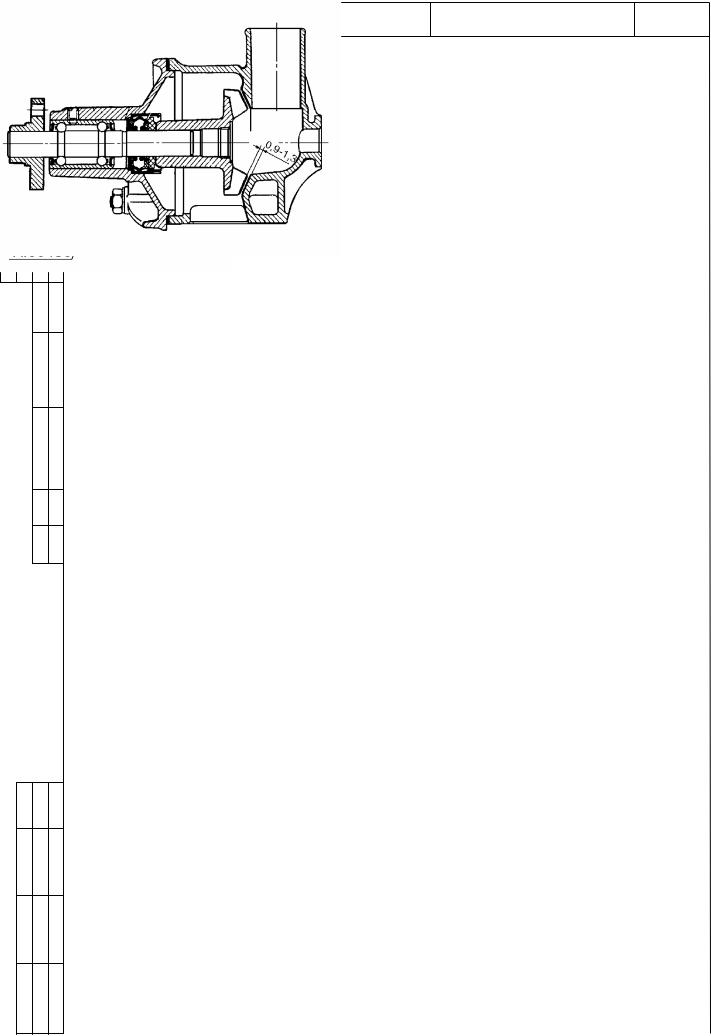
-напрессовать на валик 1 крыльчатку 3. При запрессовке крыльчатки размер
0,9-1,3 мм (для насоса в собранном виде, рис.13) обеспечивается технологически приспособлением А. 60430 (приспособление А.60430, пресс типа 2135 ГАРО).
- установить прокладку и соединить крышку с корпусом (ключ торцовый 13).
Дубликат Взам. Подп.
|
|
|
|
|
|
|
|
|
|
|
|
Рис.12. Напрессовка ступицы |
|
Рис.13. Насос в собранном виде |
|||
|
|
на валик |
|
|
|
|
|
|
|
|
|
ТИ |
Технологическая инструкция |
||||
|
|
|
|
|
|
Изм Лист № документа Подпись Дата Изм. Лист № документа Подпись Дата
|
|
|
|
|
|
|
|
|
|
ГОСТ 3.1105-84 |
|
"ИТЦ АВТО" |
|
|
3100.25100.40175 |
|
|
Лист 6 |
|||||
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Для водяных насосов переднеприводных автомобилей: |
|
|
|
|
|
||||||
|
|
|
|
|
- установить корпус 1, рис.14, |
||||||
|
|
|
|
|
|||||||
|
|
|
|
|
водяного насоса в тиски и запрессовать |
||||||
|
|
|
|
|
сальник 2 (тиски, оправка 67.7853- |
||||||
|
|
|
|
|
9568, молоток). |
|
|
|
|
||
|
|
|
|
|
- запрессовать валик 1, рис.15, с |
||||||
|
|
|
|
|
подшипником в корпус 2 водяного |
||||||
|
|
|
|
|
насоса |
до |
совмещения |
гнезда и |
|||
|
Рис.14. |
|
отверстия |
под |
стопорный |
винт |
|||||
|
|
|
|
|
(технологический стакан, оправка |
||||||
|
|
|
|
|
67.7853-9569, молоток). |
|
|
|
|||
|
|
|
|
- |
завернуть |
стопорный |
винт |
||||
|
|
|
|
|
подшипника |
и |
зачеканить |
отверстие |
|||
|
|
|
|
|
стопорного винта (отвертка плоская, |
||||||
|
|
|
|
|
бородок, молоток). |
|
|
|
|||
|
|
|
|
|
- напрессовать шкив 1, рис.16, на |
||||||
|
|
|
|
|
валик |
заподлицо |
с |
|
торцем |
||
|
|
|
|
|
(технологический |
|
|
стакан, |
|||
|
|
|
|
|
технологическая оправка диаметром 24 |
||||||
Рис.15. |
мм, пресс типа 2135 ГАРО). |
|
- напрессовать крыльчатку 1, рис.17, |
||
|
||
|
на валик 2 насоса. Размер 49,8-0,2 мм |
|
|
обеспечивается технологически |
|
|
приспособлением (приспособление |
|
|
67.7820-9527, пресс типа 2135 ГАРО). |
|
|
Предъявить водяной насос ОТК. |
|
|
ОТК проверить выборочно качество |
|
|
проведенного ремонта пооперационно |
|
|
в процессе выполнения работ. |
|
|
|
Рис.16.
Рис.17.
Дубликат Взам. Подп.
|
ТИ |
Технологическая инструкция |
|
|
|