Вибір і розрахунок обладнання лісопильного цеху
Для поздовжнього розкрою дошок вибираємо круглопильний обрізний верстат Ц2Д-7 зі швидкістю подачі 80 м/хв.
Ритм роботи головного обладнання визначається за формулою:
 ,
хв
,
хв
де:  – розрахункова посилка, мм;
– розрахункова посилка, мм;
n
– частота обертання пильного вала
лісопильної рами, хв. ;
;
L – довжина колоди, м.
 хв;
хв;
 хв;
хв;
 хв.
хв.
Об’єм робіт даної операції за поставом, у м³, шт., пог. м.:

де:  – довжина усіх дошок у поставі, які
необхідно обрізати, м.
– довжина усіх дошок у поставі, які
необхідно обрізати, м.
 пог. м;
пог. м;
 пог. м;
пог. м;
 пог. м.
пог. м.
Продуктивність верстату, пог. м/хв.:
 ,
пог. м/хв.
,
пог. м/хв.
де:  – швидкість подачі, м/хв.;
– швидкість подачі, м/хв.;
 –коефіцієнт
використання робочого часу ( 1,5 );
–коефіцієнт
використання робочого часу ( 1,5 );
 –коефіцієнт
використання машинного часу:
–коефіцієнт
використання машинного часу:
 ,с
,с
де: l – довжина дошки, м;
 –час виконання
допоміжних операцій на одну дошку (1,5
с);
–час виконання
допоміжних операцій на одну дошку (1,5
с);
U – швидкість подачі м/хв.

 пог. м/хв
пог. м/хв

 пог. м/хв
пог. м/хв

 пог. м/хв
пог. м/хв
Витрати часу одним верстатом для виконання робіт за поставом:
 пог. м;
пог. м;
 хв;
хв;
 хв;
хв;
 хв.
хв.
Кількість верстатів для виконання операції, шт.:
 шт
шт
Приймаємо 3 верстати з відсотком завантаження 85%.
Розрахунок потрібної кількості обрізних верстатів Ц2Д-7 приведено в табл. 2.1.
Таблиця 2.1
Розрахунок потрібної кількості обрізних верстатів ц2д-7
|
3Діаметр колоди d, см |
Ритм роботи головного обладнання r, хв. |
Обсяг
робіт по поставу
пог. м |
Продуктивність верстата А, пог. м/хв. |
Потрібний час для виконання робіт за поставом t, хв. |
Потрібна кількість верстатів шт. |
Прийнята кількість верстатів у потоковій лінії, шт. |
|
34 |
0,4 |
58 |
55,2 |
1,1 |
2,5 |
3 |
|
24 |
0,4 |
44 |
53,7 |
0,8 | ||
|
16 |
0,3 |
44 |
49,3 |
0,9 | ||
|
Разом: |
1,1 |
146 |
- |
2,8 |
 ,
,
Для поперечного розкрою дошок вибираємо кругло-пильний обрізний позиційний верстат ЦКБ-40.
Ритм роботи обладнання визначається:
 хв;
хв;
 хв;
хв;
 хв.
хв.
Об’єм робіт даної операції за поставом, у шт.:
 шт.;
шт.;
 шт.;
шт.;
 шт.
шт.
Продуктивність верстата позиційного типу:
 ,
шт/зм
,
шт/зм
де:  – час необхідний для торцювання однієї
дошки.
– час необхідний для торцювання однієї
дошки.
Зазвичай приймають, що на одну дошку потрібно, з врахуванням вирізання вад – 2,5 разів. Один різ в середньому триває 5…6 секунд.
Продуктивність домножаємо на два, тому що верстат одно пилковий.
 шт/зм;
шт/зм;
 шт/зм;
шт/зм;
 шт/зм;
шт/зм;
 шт/зм.
шт/зм.
Витрати часу одним верстатом для виконання робіт за поставом:
 хв;
хв;
 хв;
хв;
 хв.
хв.
Кількість верстатів для виконання операції, шт.:
 шт.
шт.
Розрахунок потрібної кількості обрізних верстатів ЦКБ-40 приведено в табл. 2.2.
Таблиця 2.2
Розрахунок потрібної кількості торцювальних верстатів ЦКБ-40
|
Діаметр колоди d, см |
Ритм роботи головного обладнання r, хв. |
Обсяг
робіт по поставу
пог. м |
Продуктивність верстата А, пог. м/хв. |
Потрібний час для виконання робіт за поставом t, хв. |
Потрібна кількість верстатів шт. |
Прийнята кількість верстатів у потоковій лінії, шт. |
|
34 |
0,4 |
10 |
9,6 |
1,04 |
2,7 |
3 |
|
24 |
0,4 |
10 |
9,6 |
1,04 | ||
|
16 |
0,3 |
9 |
9,6 |
0,93 | ||
|
Разом: |
1,1 |
29 |
- |
- |
 ,
,
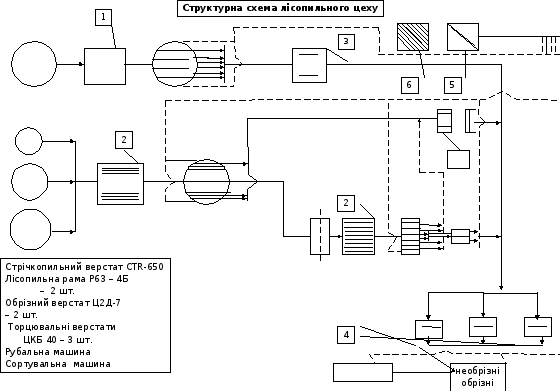
2.2. Опис технологічного процесу
Виробництво продукції з деревини включає в себе доставку деревини з прицехового складу сировини, випилювання заготовок , переробку заготовок на вироби та доставку готової продукції і відходів до місця складування.
Технологічний процес цього комплексу робіт повинен організовуватись та виконуватись у відповідності до режимів та регламентів ГОСТ 12.3 002 -75, ГОСТ 12.1.010.76, ГОС7 12.3.И42..88, ССБП Деревообробне виробництво. Загальні вимоги безпеки. Правил охорони праці для працівників лісового господарства та промисловості. Правил охорони праці в деревообробній промисловості.
Виробниче обладнання задіяне в технологічному процесі повинно відповідати вимогам ГОСТ 12.2.003-74, ГОСТ 12.2.022-080, ГОСТ 12.2.026-77, та правилам технологічної експлуатації із дотриманням вимог, що забезпечують захист працюючих від впливу небезпечних та шкідливих виробничих факторів. Перед початком роботи на деревообробному обладнанні необхідно перевірити надійність кріплення дереворізального інструменту, захисних кожухів , пускових та гальмівних пристроїв, кігтєвої завіси, наявність заземлення, роботу всіх його частин на холостих обертах, усунути виявлені недоліки , включити аспірацію. Експлуатація деревообробного обладнання при відсутніх або не відрегульованих захисних пристроях не допускається.
В процесі роботи повинно забезпечуватись завантаження технологічного устаткування у відповідності до його пропускної спроможності, що забезпечувало б ритмічну роботу обладнання та персоналу зайнятого в технологічному процесі. Пуск та зупинка технологічного обладнання в деревообробному процесі повинно проводитись у порядку, який виключав би перезавантаження попередніх верстатів та механізмів.
Лісопродукція, яка може бути використана в переробку при допомозі цепного лісотранспортера розсортовується в карманах по сортах та групах діаметрів. Ув'язується в пачки, складається в штабель, чи безпосередньо у залізничний вагон.
Отримана при розробці: хлистів та розсортована по групам діаметрів і породам , призначена для переробки, деревина подається краном ККС-12,5 на прицехову естакаду, чи складується в прицеховий штабель деревини. У випадку надходження на переробку деревини від рубок догляду за лісом в сортиментах вона вивантажується на прицехову естакаду 5-тонною кран - балкою або складається у штабель краном ККС -12.5. Висота штабеля лісоматеріалів при формуванні консольно-козловим краном повинна бути не більше, як 1/4 його довжини, але на вище, як півтора разова довжина колод складених у даний штабель.
Для забезпечення стійкості штабелів та безпеки при їх розробці деревина складається у штабель та зберігаються у відповідності з ГОСТ 9014 0-75 "Лісоматеріали круглі. Зберігання. Загальні вимоги".
Подана на прицехову естакаду деревина 5-ти тонною кран - балкою кладеться на похилу естакаду звідки по-штучно скочується на лісотранспортер БА-3 і подається у лісоцех. Виконання навантажувально - розвантажувальних робіт здійснюється згідно вимог ГОСТ 12.3.009-76. Подані лісотранспортером, призначені для переробки сортименти довжиною від півтора та більше метрів при допомозі спеціальних пристосувань скочуються на буферну площадку з якої поштучно подаються до стрічкопильного верстату для виробництва необрізних пиломатеріалів. Іншим лісотранспортером колоди подаються до других двох двоповерхових рам 2Р63. Коли колода подається на лісотранспортер до рам, при їх підході лісотранспортер зупиняється. З передрамних візків колода подається в лісопильну раму , де проводиться її розпилювання на пиломатеріали. При цьому колоди розпилюються в два проходи. При першому проході випилюється брус і декілька бічних дошок. При другому проході брус розпилюється в наступній лісопильній рамі на обрізні пиломатеріали.
Бокові дошки, крайні дошки, що отримали при розпилюванні бруса подаються до обрізного верстата Ц2Д-7, де необрізні дошки обрізаються по кромках. Всі дошки, які ми отримали при такому розпилюванні подаються до торцювальних верстатів ЦКБ-40, де вони торцюються на відрізки стандартної довжини.
Кускові відходи довжиною до одного метра, які виникають в процесі обробки на всіх дільницях цеху складаються у касети встановлені на робочих місцях, дрібні кускові відходи, отримані при торцівці заготовок на деталі видаляються з цеху системою стрічкових транспортерів у бункер-накопичувач відходів. Тирса, що отримується при розпилюванні колод по системі тирсопроводів за допомогою вентиляторів виноситься з цеху у бункери для тирси, де в подальшому використовується для спалювання в котлах сушарок пиломатеріалів і для опалювання приміщень.
В кінці робочої зміни все деревообробне обладнання виключається, робочий інструмент знімається та здається заточувальнику.
Технологічне обладнань та робочі місця очищаються від залишків відходів та пилу.