

4.Профілювання заготівки Паркетная линия griggi
Призначена для виготовлення паркетних планок штучного паркету, Лампаркет, пар-кетной дошки та статевої дошки з масиву деревини.
На лінії здійснюються наступні операції (автоматично):
подача заготовок однакової довжини з магазину в чотиристоронній поздовжньо-фрезерний верстат;
чотиристороння фрезерування для отримання паза і гребеня на поздовжніх бічних крайках заготовок з попередньою обробкою напрямних пазів на нижній пласті, обробка пазів на верхній пласті для зняття внутрішніх напружень (за замовленням) і остаточна обробкою поверхні пластей високої чистоти;
автоматична передача заготовок на двосторонній шипорізний верстат;
торцювання заготовок з підрізуванням для виключення сколів і нарізування паза і гребеня на торцях паркетних планок.
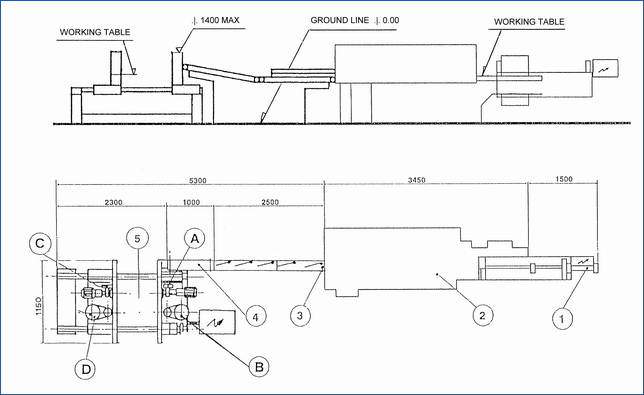
Лінія складається з автоматичної завантажувального пристрою (1), чотиристороннього 5-ти шпиндельного поздовжньо-фрезерного верстата (2), що з'єднує транспортера (3,4), двостороннього автоматичного шипорезного верстата (5).
ОБЛАСТЬ ЗАСТОСУВАННЯ:
Підприємства і цехи з виробництва паркету.
Отримувані вироби:
СХЕМА ЛІНІЇ:
|
ОБЛАСТЬ
ПРИМЕНЕНИЯ:
Предприятия
и цеха по производству паркета.
Получаемые
изделия:
|
||||||||||||||||||||||
|
||||||||||||||||||||||

 СХЕМА
ЛИНИИ:
СХЕМА
ЛИНИИ:
РОЗРАХУНОК ПРОДУКТИВНОСТІ РОБОТИ ЛІНІЇ ПО ВИРОБНИЦТВУ Лампаркет
Розміри паркету, мм Деталей / хв Подача поздовжньо-фрезерного верстата (м \ хв) Продуктивність
м2/мін м2/час
330 х 50 40
50
60 12
15
18 0,6
0,75
0,9 36
45
54
КОНСТРУКТИВНІ ОСОБЛИВОСТІ, що ЗАБЕЗПЕЧУЮТЬ ВИСОКУ ТОЧНІСТЬ І ЯКІСТЬ ОБРОБКИ, ЗРУЧНІСТЬ ОБСЛУГОВУВАННЯ ВЕРСТАТА І ПІДВИЩЕННЯ ПРОДУКТИВНОСТІ
АВТОМАТИЧНЕ завантажувальний пристрій
Встановлюється на подаючий стіл поздовжньо-фрезерного верстата і забезпечує автоматичну подачу заготовок однакової довжини з вертикального магазину на чотиристоронній поздовжньо-фрезерний верстат за допомогою спеціального штовхача з регульованим ходом, встановленого на штоку пневмоциліндра.
Є можливість регулювання зусилля подачі й регулювання швидкості подачі і повернення у вихідне положення штока пневмоциліндра.
Спеціальний пульт управління дозволяє за допомогою перемикача вибрати автоматичний або ручний режим роботи.
Автоматична робота забезпечується за рахунок мікровимикача, встановленого на виході з магазину і приводить у дію пневмосистему штовхача для подачі наступної заготовки.
Чотиристоронніх 5-ТИ шпіндельно поздовжньо-фрезерний верстат
Подаючий стіл завдовжки 2000 мм з хромованою поверхнею, що забезпечує довговічність роботи при збереженні точностних пареметров.
Площина столу з пазами після першої фрези шириною 220 мм для забезпечення фугування і надійного позиціонування коротких заготовок при обробці поздовжніх крайок. Дозволяє отримати паралельні бічні поверхні крайок з високою точністю.
Полірована хромована поверхня робочого столу верстата знижує коефіцієнт тертя заготівлі по столу і зменшує навантаження на механізм подачі, зберігає високі точнісні параметри верстата при підвищеної зносостійкості.
Система автоматичного змащення робочого столу значно знижує зусилля на механізм подачі за рахунок зменшення коефіцієнта тертя деревини по столу.
Верхній додатковий подаючий ролик на вході до фуговального шпинделя з можливістю пневматичної відключення. Забезпечується операція фугування нижній пласті заготовки.
Притиск подаючих роликів до заготівлі здійснюється за допомогою пневмоциліндрів, що забезпечують стабільне і рівномірне зусилля притиску для плавної і надійної подачі заготовок, що забезпечує високу точність і чистоту обробки. Подвійна незалежна система регулювання зусилля притиску роликів, що подають.
Верхній додатковий подаючий ролик поруч з правим фрезерним шпинделем необхідний для обробки короткі заготовок. Забезпечує високу точність обробки.
Додаткові притиски коротких заготовок для забезпечення точних геометричних параметрів обробки.
Редукторна система приводу подаючих роликів через карданні вали забезпечує надійну передачу крутного моменту на подають ролики. Посилений безлюфтовий редуктор забезпечує могутню і стабільну подачу заготовок.
Високоточні, динамічно збалансовані шпинделя, що пройшли прецизійну обробку та контроль дозволяють досягати бездоганної якості обробки з точністю до 0,1 мм. Шпинделя зібрані із застосуванням високоточних підшипників і не вимагають мастила в процесі експлуатації. Перед установкою на верстат, всі шпинделя проходять попередню обкатку. Стандартна частота обертання шпинделя 6000 об / хв.
Одночасна настройка по вертикалі траверси механізму подачі і верхнього горизонтального шпинделя за допомогою електродвигуна з відліком розміру на дисплеї пульта управління. Досягається висока точність установки роликів, що подають і верхньої фрези, що забезпечує надійну подачу, високу точність і чистоту обробки, зручність обслуговування і швидкість переналагодження.
З'ЄДНУЄ ТРАНСПОРТЕР
Можливість встановлення з'єднують транспортерів двох виконань (мод. fn / sgp і мод. Fn / tt-dc) між поздовжньо-фрезерних і двостороннім шипорезним верстатом з автоматичною системою подачі заготовок.
хто з'єднує транспортер виконання мод. fn / sgp складається з двох частин:
- Перша горизонтальна частина довжиною 1500 мм з робочою висотою столу на рівні столу поздовжньо-фрезерного верстата;
- Друга частина похила на 30 градусів довжиною 1500 мм, висота на виході заготовок складає 1160 мм і забезпечує завантаження магазину двостороннього шипорезного верстата в автоматичному режимі. Забезпечення безперервності подачі заготовок і підвищення продуктивність роботи лінії.
хто з'єднує транспортер виконання мод. fn / tt-dc передбачає установку поздовжньо-фрезерного верстата на фундаменті з висотою робочого столу 1200 мм від рівня двостороннього шипорезного верстата і полягає їх двох частин:
- Перша горизонтальна частина з приводним транспортером і регульованою швидкістю подачі;
- Друга горизонтальна частина складається з двох приводних транспортерних стрічок, розташованих одна над іншою, службовців для відділення заготовок один від одного за рахунок різниці швидкостей подачі;
- Друга частина транспортера оснащена фотоелементом, встановленому на магазинного завантажувальному Утройство шипорезного верстата, який при вході кожної деталі приводить в дію що подає візок і забезпечує подачу заготовки на шипорізний верстат. Забезпечується безперервність автоматичної подачі заготовок з магазину.
ДВОСТОРОННІЙ АВТОМАТИЧЕСКИЙ шипорізний станок
Вертикальний магазин для завантаження заготовок, регульований по ширині, оснащений пневмоциліндром для вирівнювання і точного позиціонування заготовок перед подачею на ділянку обробки. Забезпечується висока точність установки заготовок на каретці і висока точність обробки.
Система подачі заготовок за допомогою штовхачів, встановлених на візку, яка переміщається по цементувати і шліфованим круглим напрямних за допомогою поршневого кутового гідравлічного двигуна. Забезпечується висока точність переміщення заготовок при обробці і довговічність роботи напрямних без втрати точностних параметрів верстата.
Швидкість подачі і повернення кареток регулюється за допомогою дроселів на гідростанції незалежно, що дозволяє збільшити швидкість повернення каретки і, відповідно, продуктивність верстата.
Верхні НЕ приводні притискні пристрої з гумовими ременями здійснюють надійний затиск заготовок до площини каретки під час обробки. Забезпечується висока точність обробки торців при нарізуванні паза і гребеня.
Верхні притискні пристрої регулюються за допомогою рукояток з відліком розміру по цифрових індикаторах фірми SIKO, що забезпечує точність настройки.
Переміщення рухомої опори з встановленими на ній шпинделями здійснюється вручну за допомогою маховика і високоточної гвинтової передачі, що забезпечує високу точність при установці робочої довжини з відліком розмірів за цифровим індикатором.
Шпинделя зібрані з використанням високообертових і високоточних підшипників SKF, що забезпечують надійну роботу при частоті обертання вала 7500 об / хв. Забезпечується надійність роботи, висока точність і чистота обробки.
Відлік розміру при налаштуванні фрезерних шпинделів і торцювальних та підрізних пив по висоті і глибині обробки проводиться по цифрових індикаторах, що забезпечує високу точність встановлюваних розмірів, зручність обслуговування і швидкість переналагодження.
ОПЦИИ:
З'єднує транспортер виконання мод. fn / sgp комплектується додатково:
- З'єднує транспортер з колесами і рейками з можливістю висунення з робочої зони;
- Збільшення довжини першої горизонтальної частини з'єднує транспортера до 2500 мм;
- Збільшення ширини столу до 250 мм.
Двосторонній автоматичний шипорізний верстат:
- Збільшення довжини заготовки до 2000 мм, включаючи центральний супорт;
- Збільшення довжини заготовки до 2500 мм, включаючи центральний супорт;
- Шумоізоляційна кабіна.