

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Токарные станки / Обработка заготовок на токарном станке
.pdf
|
|
Таблица 2.1 |
|
Символы адресов, применяемые в УЧПУ 2Р22 |
|
|
|
|
Символ |
|
Значение символа |
A |
|
Припуск под чистовую обработку |
B |
|
Номер кадра, с которого повторяется участок программы |
C |
|
Фаска под углом 45O |
D |
|
Выдержка времени |
E |
|
Функция подачи (быстрый ход) |
F |
|
Функция подачи (рабочая подача) |
H |
|
Число повторений участка программы |
L |
|
Цикл |
M |
|
Вспомогательная функция |
N |
|
Номер кадра |
P |
|
Глубина резания, ширина резца |
Q |
|
Галтель |
R |
|
Дуга |
G |
|
Подготовительная функция |
S |
|
Скорость главного движения |
T |
|
Функция инструмента |
U |
|
Перемещение по оси X в приращениях |
W |
|
Перемещение по оси Z в приращениях |
X |
|
Перемещение по оси X в абсолютных значениях |
Z |
|
Перемещение по оси Z в абсолютных значениях |
|
|
Конец кадра (перевод строки) |
Технологическая информация может быть задана в одном кадре с произвольным порядком слов. Например, кадры
T1 S3 750 F0,1
или
F0,1 S3 750 T1
эквивалентны друг другу. При их отработке произойдет перемещение револьверной головки в ИП и ее поворот до установки инструмента с номером 1 в рабочее положение, запуск вращения шпинделя против часовой стрелки с частотой 750 об/мин в 3-м диапазоне, а также установка рабочей подачи 0,1 мм/об (т.е. все перемещения, заданные в последующих кадрах, будут происходить с рабочей подачей 0,1 мм/об).
11
2.3. Программирование перемещений
Перемещения инструмента (мм) могут задаваться как в абсолютных координатах, так и в приращениях. При работе в абсолютных координатах перемещения записываются по адресам X (поперечное перемещение) и Z (продольное перемещение). Например, перемещение вершины инструмента в точку с координатами Х=50 мм и Z=-20 мм записывается следующим кадром:
X50 Z-20.
При работе в приращениях перемещения инструмента задаются от его текущего положения по адресам U (по оси Х) и W (по оси Z). Например, перемещение вершины инструмента от его текущего положения на расстояние 20 мм по оси Х и -10 мм по оси Z задается кадром
U20 W-10
При этом значения перемещений по оси X задаются в диаметральном выражении. После кадра с технологической информацией программируют перемещение
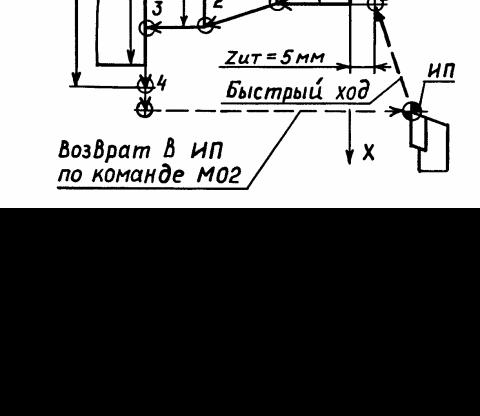
инструмента в исходную точку (ИТ), координаты которой определяются видом обработки. Перемещение в ИТ осуществляют на быстром ходу, что достигается записью после координат ИТ адреса Е (функция быстрого хода), который отменяет действие рабочей подачи в пределах заданного кадра. После выхода инструмента в ИТ программируют траекторию движения инструмента путем записи кадров с указанием координат опорных геометрических точек, где происходит смена закона движения инструмента. Например, для заготовки, изображенной на рис.2.1, программа обработки будет выглядеть следующим образом:
T1 S3 750 F0,2 |
- технологическая информация; |
X20 Z5 E |
- выход в ИТ на быстром ходу; |
Z-15 |
- точение 20; |
X30 Z-30 |
- точение конуса; |
Z-45 |
- точение 30; |
X50 |
- подрезание торца. |
12
Составленная программа предназначена для режима "Ручное управление", когда после набора каждого кадра выполняется его отработка с помощью клавиши “ Пуск”. Если программу необходимо отработать в режиме “ Автомат”, то перед каждым кадром следует указать его номер по адресу N, а в конце программы отдельным кадром записать команду M02 “ Конец программы”, например:
N001 T1 S3 750 F0,2
N002 X20 Z5 E
N003 Z-15
N004 X30 Z-30
N005 Z-45
N006 X50
N007 M02
Рис. 2.1. Схема движения инструмента
При отработке команды M02 выключается вращение шпинделя, а револьверная головка возвращается в ИП на ускоренном ходу: сначала по координате X, а затем - по координате Z (см.рис.2.1).
13
Ту же программу можно записать в приращениях:
N001 T1 S3 750 F0,2
N002 X20 Z-5 E
N003 W-15
N004 U10 W-15
N005 W-15
N006 U20
N007 M02
Кроме геометрических опорных точек, различает технологические опорные точки, где изменяются условия технологического процесса (частота вращения шпинделя и рабочая подача, работа системы охлаждения и т.д.). Например, если к цилиндрическому участку 30 заготовки (см. риc.2.1) предъявляются повышенные требования по шероховатости, то его обработку следует вести на меньшей подаче, чем остальные поверхности. Кроме того, желательно сохранить постоянной скорость резания, что приведет к уменьшению частоты вращения шпинделя в 1,5 раза. Эти условия можно обеспечить, если между кадрами N004 и N005 исходной программы задать кадр с измененными условиями обработки, т.е.
N001 T1 S3 750 F0,2
N002 X20 Z5 E
N003 Z-15
N004 X30 Z-30
N005 S3 500 F0,1
N006 Z-45
N007 X50
N008 M02
Точка 2 на рис. 2.1 будет являться как геометрической, так и технологической опорной точкой. При этом действие технологической информации, заданной в кадре
N005, будет распространяться не только на обработку 30 (кадр N006), но и на подрезание торца (кадр N007).
14
2.4. Программирование команд с использованием вспомогательной функции M
В УЧПУ 2Р22 предусмотрены технологические команды, которые задаются с помощью вспомогательной функции M (табл.2.2). Программируемый останов M00 используется в тех случаях, когда выполнение программы следует прервать в определенном месте (например, для смены инструмента при недостаточной емкости инструментального магазина, для наладочных работ, для контрольных замеров и т.д.). Останов с подтверждением M01 осуществляет те же функции, что и команда M00, но его действие может быть отменено или восстановлено оператором непосредственно с пульта УЧПУ перед обработкой очередной заготовки. Для назначения останова по команде M01 необходимо перед пуском программы набрать на пульте УЧПУ M01%. Для отмены этого режима нужно задать М%. Программируемый останов М00 применяют, если останов необходим при обработке каждой заготовки. Если останов станка используется периодически, то задается останов с подтверждением М01.
Таблица 2.2
|
Технологические команды, задаваемые с помощью |
|
|
|
вспомогательной функции M |
|
|
|
Команда |
|
Реализуемая функция |
|
|
|
M00 |
|
Программируемый останов |
M01 |
|
Останов с подтверждением |
M02 |
|
Конец программы |
M08 |
|
Включение охлаждения |
M09 |
|
Выключение охлаждения |
M17 |
|
Конец описания детали для циклов |
M18 |
|
Конец участка программы, повторяемого в цикле |
|
|
|
15
2.5.Использование подготовительной функции G
ВУЧПУ 2Р22 используются подготовительные функции с адресом G. Функция G05 применяется в тех кадрах программы, после отработки которых не следует выполнять торможение (при сопряжении контуров). Функция G10 задается перед кадром (или группой кадров), где необходимо поддерживать постоянство скорости резания, т.е. где по мере изменения диаметра обработки соответственно изменяется частота вращения шпинделя. Для отмены действия функции G10 используется функция G11. Подготовительные функции G10 и G11 программируются отдельными кадрами.
2.6.Программирование фасок, галтелей и дуг
УЧПУ 2Р22 предусматривает также возможность программирования фасок, галтелей и дуг.
Фаска под углом 45° задается по адресу С со знаком и конечным размером по той координате, по которой идет обработка контура перед фаской. Знак перед размером фаски по адресу С должен совпадать со знаком обработки по координате Х (знак опускается, если обработка идет в сторону увеличения диаметра, и указывается знак "-", если обработка идет в сторону уменьшения диаметра). Направление по координате Z задается только в отрицательную сторону (к шпинделю) со знаком "-". Примеры записи фасок в кадре представлены на рис.2.2.
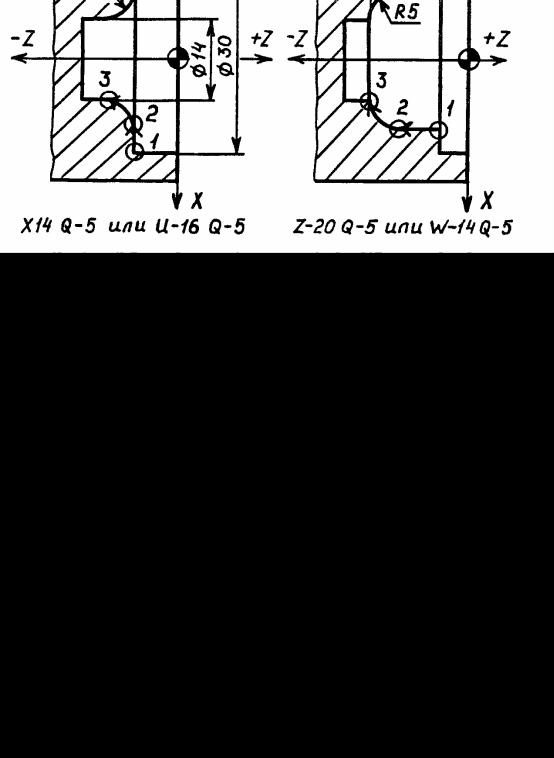
Галтель задается по адресу Q со знаком и конечным размером по той координате, по которой идет обработка контура перед галтелью. Знак перед размером галтели по адресу Q должен совпадать со знаком обработки по координате Х (аналогично программированию фасок). Направление по координате Z задается только в отрицательную сторону со знаком "-". Примеры записи галтелей в кадре приведены на рис.2.3.
16

Для задания дуги в кадре указываются координаты конечной точки дуги и ее радиус по адресу R со знаком. Знак перед значением радиуса опускается, если обработка выполняется по часовой стрелке; при обработке против часовой стрелки указывается знак "-". Примеры записи дуг в кадре представлены на рис.2.4.
а
б
Рис. 2.2. Примеры программирования фасок под углом 45O:
а – для наружных поверхностей; б – для внутренних поверхностей
17
а
б
Рис. 2.3. Примеры программирования галтелей:
а – для наружных поверхностей; б – для внутренних поверхностей
18

Рис. 2.4. Примеры программирования дуг
19
3. ПРОГРАММИРОВАНИЕ ПОСТОЯННЫХ ЦИКЛОВ
УЧПУ 2Р22 предусматривает возможность использования постоянных (стандартных) циклов, которые существенно упрощают процесс программирования и сокращают объем программы. Для программирования постоянного цикла по адресу L задают его номер (табл.3.1), а затем по соответствующим адресам указывают значения параметров цикла.
Таблица 3.1
|
Постоянные циклы, реализуемые в УЧПУ 2Р22 |
|
|
Номер цикла |
Содержание цикла |
|
|
L01 |
Нарезание резьбы резцом |
L02 |
Точение канавок |
L03 |
Наружная петля |
L04 |
Внутренняя петля |
L05 |
Торцовая петля |
L06 |
Глубокое сверление |
L07 |
Нарезание резьбы метчиком или плашкой |
L08 |
Черновая обработка цилиндрической заготовки |
L09 |
Черновая обработка поковок |
L10 |
Чистовая обработка |
L11 |
Повторение участка программы |
3.1. Программирование цикла L01 нарезания резьбы резцом
Перед программированием цикла L01 записывается кадр с технологической информацией: номером резьбового резца (по адресу T) и частотой вращения шпинделя (по адресу S). Далее программируется перемещение резца на быстром ходу (с помощью функции E) в ИТ цикла, координата которой по оси должна отстоять от координаты начала резьбы на величину, равную двойному шагу резьбы p. Коорди-
ната ИТ по оси X равна наружному диаметру резьбы XИТ=dН для наружной резь-
20