

1.5. Способы организации технологического процесса
По способу организации технологические процессы АПК подразделяют на:
периодические,
непрерывные,
комбинированные.
Периодический процесс характеризуется единством места протекания отдельных его стадий и неустановившимся состоянием во времени. При этом исходные вещества периодически загружаются в аппарат и обрабатываются, а готовый продукт выгружается, т.е. все стадии процесса обычно осуществляются в одном аппарате, но в разное время. Таким образом, все периодические процессы нестационарны.
Периодические процессы могут протекать как в замкнутых системах, не обменивающихся веществом с окружающей средой, так и в открытых системах.
Периодические процессы целесообразно применять в производствах небольшого масштаба, при часто меняющемся ассортименте выпускаемой продукции. Применение периодических процессов оправданно в малотоннажных производствах с часто меняющимся ассортиментом выпускаемой продукции.
Непрерывный процесс характеризуется единством времени протекания всех его стадий, установившимся состоянием, непрерывной загрузкой исходных материалов и выгрузкой конечного продукта. При этом все стадии процесса протекают одновременно, но в разных точках аппарата (или аппаратов), причем в каждой его точке параметры процесса во времени не изменяются.
Непрерывные процессы обязательно осуществляются в открытых системах, т. е. в системах, обменивающихся веществом с окружающей средой. Проведение процессов по непрерывному принципу позволяет:
значительно повысить производительность;
повысить качество получаемых продуктов;
полностью автоматизировать и механизировать производство;
снизить энергоемкость продукции;
повысить энергоэффективность производства.
Поэтому в АПК, особенно в многотоннажных производствах, периодические процессы повсеместно вытесняются непрерывными и имеют более высокую энергоэффективность.
Комбинированный процесс представляет собой либо непрерывный процесс, отдельные стадии которого проводятся периодически, либо такой периодический процесс, одна или несколько стадий которого проводятся непрерывно.
Большинство технологических процессов многостадийно и включает обычно несколько последовательных стадий. Часто одна из стадий осуществляется значительно медленнее остальных, лимитируя скорость протекания всего процесса. В этом случае для того, чтобы увеличить общую скорость процесса, целесообразно воздействовать прежде всего на лимитирующую стадию.
Знание того, какая стадия процесса является лимитирующей, позволяет упростить анализ, описание, интенсификацию процесса и повышение его энергоэффективности.
За последние годы выявлено существенное влияние на интенсивность типовых процессов воздействия различных факторов (электрических и магнитных полей, лазерного излучения, пульсаций участвующих в процессе потоков жидкости и т. п.).
1.6. Системный подход к проблеме повышения энергоэффективности производства сельскохозяйственной продукции
При рассмотрении производства АПК как сложной системы предварительно необходимо изучить связи между элементами, выявить совокупность управляемых и неуправляемых параметров, способных влиять на показатели энергоемкости процесса и качество продукции. К ним обычно относят:
составы потоков, их расходы и технологические параметры (температура, давление, концентрация и т.д.);
количество подводимой и отводимой энергии.
т.е. те параметры, от которых прежде всего зависит протекание технологического процесса, энергетические и капитальные затраты на производство продуктов.
При разработке и исследовании сложных систем, характеризующих любой технологический объект, выделяют, как правило, два класса основных задач:
задачи синтеза, сводящиеся к выбору структуры и значений параметров на основе заданных свойств системы;
задачи анализа, связанные с изучением свойств поведения системы в зависимости от её структуры и значений параметров.
Синтез ТС– это операция выбора типов элементов и структуры технологических связей между ними, определения параметров элементов и технологических потоков системы, которые, в конечном счёте, обеспечивают оптимальное значение критерия энергетической эффективности.
Системой называется множество находящихся в отношениях и связях между собой элементов, представляющих единое целое и предназначенное для достижения какой-либо цели.
Система технологических процессов в производствах АПК – это совокупность элементов, обладающая двумя основными особенностями:
технологический объект базируется на анализе комплекса явлений, характеризующих все процессы (энергетические, массообменные, механические и т. д.), поскольку производство нельзя рассматривать как сумму отдельных технологических операций и процессов. Каждый отдельный элемент производства непосредственно или косвенно влияет на другие элементы. Между элементами системы существует способ взаимодействия, выраженный в ее структуре (структурной схеме);
система функционирует при взаимодействии с окружающей средой.
Элемент системы – это самостоятельная и условно неделимая составляющая системы. Любой элемент системы рассматривается как система более низкого порядка, а сама система – как элемент системы более высокого уровня.
Структурная схема исследуемого объекта (СС) включает условно обозначенное на схеме электротехнологическое оборудование (элементы системы), имеет входы и выходы информационных потоков (материальных, энергетических и др.) с указанием направления переноса. СС дает информацию о характерах потоков и их преобразованиях в элементах системы.
Анализ и синтез систем основаны на понятиях иерархичности, т.е. отдельные уровни системы определяют аспекты ее функционирования. Результат взаимодействия всех уровней системы определяет ее работу.
Таким образом, системный анализ производств АПК, как технологической системы, осуществляют по следующим этапам:
согласование и распределение материальных и энергетических потоков, определение общей энергетической нагрузки на аппараты;
выбор и расчёт технологического оборудования с определением коэффициента энергоэффективности;
определение энергозатрат, затрат на всё производство и анализ различных вариантов технологических схем по критерию оптимизации - энергоэффективность;
окончательный выбор технологической схемы производства.

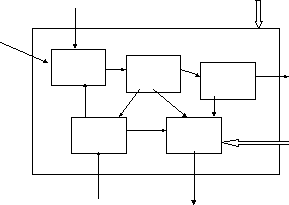 граница системы
граница системы
элементы
системы
Рис.1.1. Структурная схема
Согласно научной школе В.Н. Карпова [№] сельскохозяйственные производства можно представить в виде искусственной биоэнергетической системы (ИБЭС). Важнейшими объектами ИБЭС и соответствующими им ЭТП являются:
сельскохозяйственный биологический объект (СБО), являющийся объектом приложения основного технологического процесса производства продукции для реализации (ЭТП
 );
);технические средства создания микроклимата (ТСМ), обеспечивающие условия жизнедеятельности (
 );
);биологические и технические средства (БТС) подготовки обработки СБО, обеспечивающие процесс предварительной подготовки условий для осуществления основного производственного процесса (
 ).
).
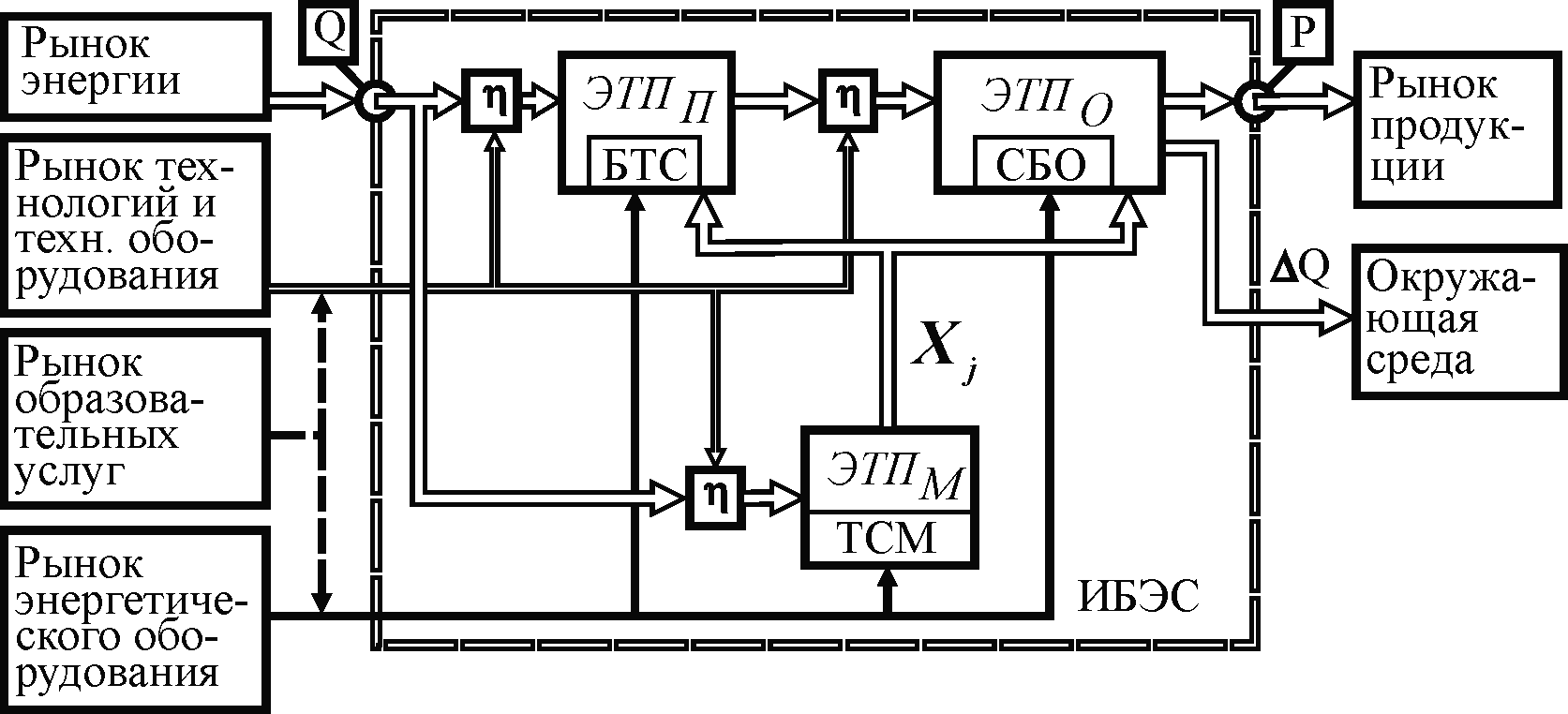
Рис. 1.2. Структурная схема производств АПК:
ЭТП -
энерготехнологический процесс
(технологический процесс), в ходе которого
производится энергетическое
воздействие на объекты;
СБО
- сельскохозяйственный биологический
объект являющийся объектом приложения
основного технологического процесса
производства продукции для реализации
![]() ;
ТСМ - технические средства создания
микроклимата, обеспечивающие условия
жизнедеятельности
;
ТСМ - технические средства создания
микроклимата, обеспечивающие условия
жизнедеятельности![]() .
.
Выполнение первого этапа системного анализа возможно только после изучения процессов в материальном объекте (продукции), образующейся на различных этапах, а также выявления всех ограничений при его производстве.
Каждую технологию производства продукции, представляющую систему, необходимо рассматривать как единство противоположных сторон: целостности и расчленённости.
Расчленённость отражает одну из общих сторон структуры системы и характеризуется тремя признаками:
качественная специфика частей системы;
число частей, на которые расчленяется рассматриваемая система;
взаимное расположение в пространстве и во времени.
Наличие отношений и связей между элементами, образующими систему, позволяет ей выступать в качестве единого целого во взаимоотношениях с внешней средой.
Параметрическая схема исследуемых объектов (ПСИО) дает представление о всех внешних параметрах, воздействующих на систему и определяющих характер и реакцию системы на эти воздействия. ПСИО применяют при составлении энергетических и материальных балансов.
Определение материальных и энергетических потоков, обладающих определёнными свойствами и параметрами, а также параметров работы отдельного ЭТО позволяет оценить как характеристику, так и структуру любой подсистемы технологического объекта. При этом имеется в виду, что рассматриваемый объект предназначен для выполнения определённой функции, т.е. осуществления каких-либо технологических операций, результатом которых является выход продукта или полупродукта.
Исходя из внешних признаков, для системы можно выделить следующие внешние связи (рис. 1.3):
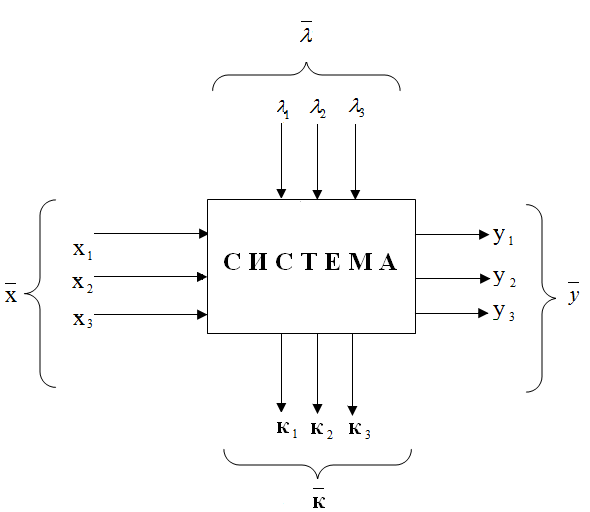
Рис. 1.3. Параметрическая схема:
![]() - входные параметры;х,
- входные параметры;х,
![]() ,
к– внешние силы;y– реакция системы;
,
к– внешние силы;y– реакция системы;![]() - воздействующие параметры;
- воздействующие параметры;![]() -
возмущающие параметры
-
возмущающие параметры
y=![]() .
.
Все переменные, определяющие состояние технологического объекта, независимо от его физикой сущности, можно разделить на четыре группы:
Группа Х. В эту группу входят факторы, которые характеризуют сырье, промежуточные продукты и не допускают целенаправленного изменения в ходе исследования. К входным и промежуточным продуктам можно отнести исходные вещества или продукты предыдущих звеньев технологической цепи. Информация о значениях переменных этой группы получается в результате лабораторных анализов, измерений и т. п. Часто эту группу факторов определяют как контролируемые, неуправляемые факторы процесса.
Группа К. Эту группу образуют управляемые факторы процесса. С их помощью реализуется заданный технологический режим. К ним относятся показания расходомеров, установок регуляторов и т. п. На значения управляемых факторов накладываются технологические ограничения.
Группу Y называют выходными контролируемыми параметрами. К их числу относятся величины, характеризующие экономическую эффективность процесса, технико-экономические параметры, технологические свойства и характеристики готовых продуктов. Переменные этой группы часто используются в качестве целевых величин при оптимизации процессов.
Группу
![]() образуют неконтролируемые, возмущающие
факторы, которые не могут быть измерены
(неконтролируемые примеси в сырье,
старение катализаторов и т. д.). Именно
наличие этих факторов в основном
обуславливает вероятностный характер
большинства конкретных технологических
процессов и приводит к необходимости
использования статистических методов
оценки их состояния.
образуют неконтролируемые, возмущающие
факторы, которые не могут быть измерены
(неконтролируемые примеси в сырье,
старение катализаторов и т. д.). Именно
наличие этих факторов в основном
обуславливает вероятностный характер
большинства конкретных технологических
процессов и приводит к необходимости
использования статистических методов
оценки их состояния.