

материалы по метрологии / 100101.65 – Сервис 6. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ ЛАБОРАТОРНЫХ РАБОТ
.pdf2.Из набора образцовых концевых мер (на столе лаборанта) выбрать меру той же номинальной длины, что и проверяемая, и очистить ее от смазки.
3.Протереть салфеткой, смоченной бензином, и насухо протереть чистой салфеткой исходную (образцовую) меру и положить ее на чистый лист бумаги или салфетку.
Следить за тем, чтобы не перепутать меры.
4.Промыть бензином и протереть чистой салфеткой сферический наконечник 11 (см. рис.2.3) и ребристую поверхность стола 12.
5.Придерживая рукой трубку оптиметра 6, чтобы не допустить удара о стол ее наконечника, открепить винт 7. Осторожно опуская трубку оптиметра, подвести наконечник к столу и закрепить винт 7. Убедиться, что вершина наконечника расположена над серединой центрального ребра стола.
Впротивном случае исправить положение наконечника можно поворотом кронштейна 5, который должен лежать на кольце 3 при открепленном винте
4.В установленном положении винт 4 должен быть закреплен.
6.Поддерживая трубку оптиметра, открепить винт 7. Приподняв трубку оптиметра, положить исходную меру на стол так, чтобы длинное ребро меры расположилось перпендикулярно направлению ребер стола. Осторожно опустить трубку оптиметра, пока наконечник едва коснется поверхности меры (или между наконечником и мерой будет очень маленький просвет), и
закрепить винт 7.
Убедиться, что при нажиме на рычаг арретира 10 измерительный
наконечник поднимается вверх.
7.Открепить зажимной винт 14 стола. Наблюдая в окуляр 9 и, вращая накатную гайку 15 (по часовой стрелке), переместить стол до появления в поле зрения окуляра изображения шкалы.
8.Наблюдая в окуляр, поворотом осветительного зеркала 8 добиться равномерной и достаточно яркой освещенности изображения шкалы, а
поворотом диоптрийного кольца окуляра — четкого и резкого изображения штрихов шкалы.

9. Нажимая на арретир, установить под наконечник середину измерительной поверхности меры (точка О на рис. 2.5).
a b
О (А)
d c
Рис. 2.5. Исходная (точка О) и проверяемая (точки А, a, b, d, c) меры
10.Наблюдая в окуляр и вращая накатную гайку 15, совместить нулевое деление шкалы с указателем в пределах ± 0,5 деления шкалы и закрепить винт 14.
11.Нажимая несколько раз (3—5) на арретир, проверить стабильность нулевой установки прибора. При постоянстве показании отсчет по шкале с точностью до 0,1 деления на глаз и с учетом знака записать в бланк отчета как “нуль начальный”(0нач.).
Если при арретировании показания прибора меняются более чем на 0,5
деления шкалы, то установку прибора на нуль следует повторить, проверив надежность закрепления всех зажимных винтов: 4, 7, 13 и 14.
12. Нажав на арретир, снять исходную меру и установить под наконечник середину измерительной поверхности проверяемой меры (точка
А на рис. 2.5). После многократного арретирования показание прибора с
оценкой на глаз 0,1 деления шкалы и с учетом знака записать в бланк отчета.
13.Аналогично измерить меру в угловых точках (а, в, с, d), отступая от края меры 1—1,5 мм. Перемещать меру можно только при поднятом с помощью арретира наконечнике.
14.Повторить измерения по всем точкам проверяемой меры в обратной последовательности (d, с, b ,а, А); показания прибора с точностью до 0,1
деления шкалы записать в бланк отчета.
15. Нажав на арретир, заменить проверяемую меру исходной и проверить нулевую установку прибора (точка О), записав в бланк отчета показание прибора как “нуль конечный” (0кон).
Если 0кон отличается от 0нач. больше чем на 0,5 деления шкалы,
необходимо повторить все измерения (пункты 11 —15), проверив надежность закрепления всех зажимных винтов.
16.Записать в бланк отчета основные данные прибора.
17.Показать результаты измерения преподавателю.
18.Исходную и проверяемую меры протереть смоченной бензином и сухой чистой салфетками и уложить в соответствующие гнезда своих ящиков наборов (не перепутать меры!).
19.Записать в бланк отчета номинальный N и действительный L исх (по аттестату набора) размеры исходной концевой меры.
20.Убрать свое рабочее место и приступить к оформлению бланка
отчета.
2.6.Оформление отчета
По результатам проверки концевой меры на притираемость (по виду наблюдаемой на притертых поверхностях меры картины) на основе табл. 2.1
дать заключение о классе точности и разряде проверяемой меры или ее негодности.
Таблица 2.1. Классы точности и разряды концевых мер
Наблюдаемая картина |
|
|
Концевая мера |
||||
|
|
|
|
|
|
|
|
|
|
|
|
класса |
|
разряда |
|
|
|
|
|
|
|
|
|
Без интерференционных полос и оттенков |
|
00 и 0 |
|
1 и 2 |
|||
Без интерференционных полос; допускаются |
|
|
|
|
|||
оттенки виде: |
|
|
|
|
|
|
|
а) светлых (белых пятен) |
|
|
1 |
|
|
3 и 4 |
|
б) от желтых до коричневых пятен |
|
|
2 и3 |
|
5 |
||
в) пятен любого другого цвета |
|
|
4 и 5 |
|
- |
||
Наличие интерференционных полос |
|
|
не годна |
|
не годна |
||
|
|
|
|
|
|||
Таблица 2.2. Допустимые отклонения от плоскости концевых мер |
|||||||
|
|
|
|
|
|||
Номинальные размеры концевых |
|
|
Допустимые отклонения от |
||||
мер, мм |
|
плоскости (стрелка прогиба полосы) |
|||||
|
|
|
|
|
|
|
|
|
|
|
в полосах |
|
|
в |
|
|
|
|
|
|
|
микрометрах |
|
|
|
|
|
|
|
||
До 2 |
|
|
2 |
|
0,6 |
||
Свыше 2 до 3 |
|
|
1 |
|
0,3 |
||
Больше 3 |
|
|
0,5 |
|
0,15 |
||
|
|
|
|
|
|
|
|
Годная по притираемости концевая мера может быть отнесена к соответствующему классу и разряду только при условии, что плоскостность в свободном (непритертом) состоянии измерительных поверхностей мер,
находящихся в эксплуатации, не должна превышать допустимых отклонений, указанных в табл. 2.2.
2.Зарисовать схему трубки оптиметра (рис. 2.4).
3.Определить средние арифметические из двух отсчетов для средней точки исходной меры (Оср ) и для каждой из пяти точек проверяемой меры
(А, а, в, с, d ) с учетом знака.
4. Определить разность между средними арифметическими из отсчетов
по срединной длине проверяемой и исходной мер с учетом знака l = А —
Оср.
5.Определить действительную срединную длину проверяемой меры как сумму действительной срединной длины исходной меры по аттестату lисх
иполученной разности l : L пов = Lисх + l.
6.Определить отклонение срединной длины проверяемой меры от
номинального значения (со знаком): ∆N = Lпов — N.
7.Найти наибольшую по абсолютной величине положительную или отрицательную разность между средними арифметическими из отсчетов при измерении проверяемой меры по всем пяти точкам как отклонение от плоскопараллельности r.
8.Сопоставляя полученные значения отклонения срединной длины проверяемой меры от ее номинального значения ∆N и отклонения от плоскопараллельности r с допускаемыми предельными значениями этих отклонений, указанных в табл. 2.3, дать заключение о пригодности меры, ее классе и разряде.
Если мера не годна, то указать, по какому параметру.
Таблица 2.3. Классы концевых мер
|
Номинальная длина меры, |
|
Допускаемые отклонения, мкм |
|
|
||||
|
мм |
|
|
|
|
|
|
|
|
|
класса 3 |
класса 4 |
класса 5 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
∆N |
r |
∆N |
r |
∆ |
|
r |
|
|
|
|
|
|
|
N |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 10 |
± |
0, |
± |
0,4 |
± |
|
0, |
|
|
Свыше 10 до 25 |
0,8 |
3 |
2,0 |
0,4 |
4 |
|
4 |
|
|
Свыше 25 до 50 |
± |
0, |
± |
0,4 |
± |
|
0, |
|
|
|
1,2 |
3 |
2,5 |
|
5 |
|
4 |
|
|
|
± |
0, |
± |
|
± |
|
0, |
|
|
|
1,6 |
3 |
3,0 |
|
6 |
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лабораторная работа № 3
ИЗУЧЕНИЕ МЕТОДОВ ИЗМЕРЕНИЙ ШТАНГЕНИНСТРУМЕНТАМИ
3.1. Описание инструментов
К штангенинструментам относятся: штангенциркули,
предназначенные для измерения наружных и внутренних размеров, а также для разметки; штангенглубиномеры, служащие для измерения глубин, высот,
расстояний до буртиков или выступов; штангенрейсмасы, служащие для разметки и измерения высоты деталей на плите. Отличительным признаком штангениструментов является наличие у них двух штриховых шкал — основной и дополнительной. Основными частями штангенинструментов являются штанга (измерительная линейка) в качестве отсчетного устройства основной шкалы с делениями через 1 мм и перемещающаяся по ней дополнительная шкала — нониус, по которой отсчитывают дробные доли деления основной шкалы. Нониусы изготовляют с величиной отсчета 0,1 и 0,05 мм
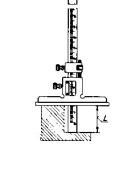
Штангенциркуль типа ШЦ-I (рис. 3.1) с ценой деления 0,1 мм или типа ШЦ-II (рис. 3.2) с ценой деления 0,05 мм состоит из штанги 1 с неподвижной измерительной губкой и рамки 3 с подвижной измерительной губкой 2,
нониусом 5 и зажимным винтом 4. На штанге нанесена основная миллиметровая шкала. Рамка перемещается по штанге 1 вручную (ШЦ-I) или с помощью устройства микроподачи (ШЦ-II), состоящего из хомутика 7,
винта 8, гайки 9 и зажимного винта 10. Линейка 6 (рис. 3.1) служит для измерения глубин.
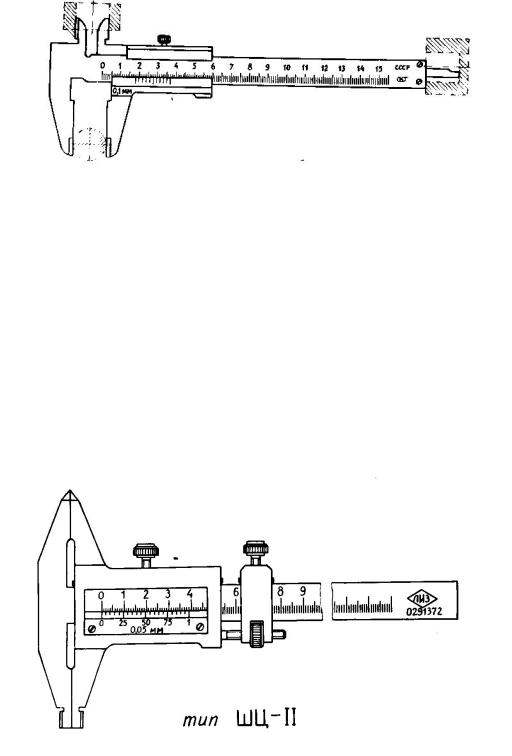
Рис. 3.1. Штангенциркуль типа ШЦ-I
Измерительные губки в нижней части имеют плоские внутренние поверхности для измерения наружных размеров и наружные цилиндрические поверхности (выступы) для измерения внутренних размеров, общая ширина которых при сдвинутых губках составляет в=10 мм. Верхние части губок заканчиваются острием и служат для разметки деталей.
Рис. 3.2. Штангенциркуль типа ШЦ-II
Штангенглубиномер (рис. 3.3) предназначен для измерения глубин глухих отверстий и пазов, высот уступов и выступов, т. е. для измерения открытых размеров. Он состоит из рамки 11 с основанием 12,
представляющим собой доведенную измерительную поверхность и являющимся базой при измерении, штанги 1 с основной миллиметровой шкалой и устройством (7—10) для микроподачи рамки. Винт 8 микроподачи соединен с рамкой 11, на боковой прорези которой крепится пластинка со шкалой нониуса 5. Измерительными поверхностями штангенглубиномера служат торцовая поверхность штанги 1 и нижняя поверхность основания 12.
В процессе измерения основание с силой прижимают к поверхности детали, а
штангу выдвигают до соприкосновения с другой поверхностью детали..
Рис. 3.3. Штангенглубиномер
Угломер (рис. 3.4) состоит из основания 3, на котором нанесена градусная шкала; неподвижной линейки 8 и подвижной линейки 5, которая вместе с сектором 9 и нониусом 1 поворачивается вокруг оси 4. Угломер снабжен устройством 10 для микрокодами линейки 5 и стопором 2. При измерении углов до 90° на подвижной линейке с помощью державки 6
крепится дополнительный угольник 7.
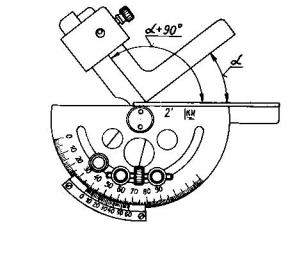
Рис. 3.4. Угломер
3.2.Принцип устройства нониуса
Вштангенинструментах и угломерах в качестве отсчетного устройства используется нониус — дополнительная шкала для отсчета дробных долей деления основной шкалы (рис. 3.5). Расчет нониуса производится по приведенным формулам:
I= |
c |
, c′= γc - i , l= c′ (γn-1) , |
γ= |
l c |
|
n |
|
cn |
|
где i — цена деления нониуса, т. е. наименьшая величина, которую можно отсчитать с помощью нониуса (0,1 или 0,05 мм у штангениструментов и 2′ или 5′ у угломеров);
с — длина деления (интервал) основной шкалы;
п — число делений нониуса;
с'— длина деления шкалы нониуса; l — длина нониуса;
γ — модуль нониуса (определяется как число делений основной шкалы,
перекрывающих одно деление нониуса).
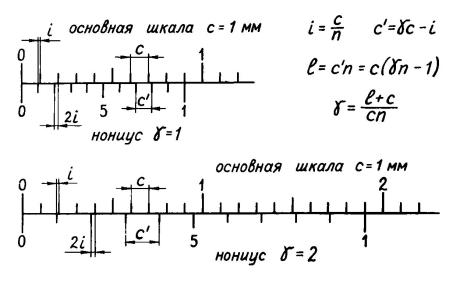
Рис. 3.5 Нониус
.
Отсчет показаний производится по основной шкале и нониусу. По числу делений основной шкалы, расположенных слева от нулевого штриха нониуса, определяют целое число делений (миллиметров или градусов). Если нулевой штриx нониуса окажется между двумя штрихами основной шкалы,
то к целому числу делений надо прибавить часть деления (десятые или сотые доли миллиметра или минуты). Для этого определяют, какой штрих нониуса совпадает с каким-либо штрихом основной шкалы и умножают порядковый номер этого штриха на цену деления нониуса.
3.3. Измерение размеров детали
При измерении штангенциркулем наружных размеров, открепив зажимные винты 4 и 10 рамки и движка (рис. 3.1 и 3.2) и перемещая рамку,
устанавливают между губками 1 и 2 деталь. Затем подводят рамку, сначала от руки, а затем при зажатом винте 10 хомутика вращением гайки 9, до плотного соприкосновения внутренних измерительных плоскостей губок с поверхностями детали и закрепляют винт 4 рамки. Штангенциркуль снимают с детали и производят отсчет по шкале и нониусу.