

3.6. Технология пленочных микросхем
В зависимости от метода нанесения пленочных элементов на подложку различают тонкопленочные и толстопленочные микросхемы.
Тонкопленочная ИС - интегральная микросхема с толщиной пленок до 1 мкм, элементы которой изготавливаются - методом вакуумного распыления и осаждения.
В производстве тонкопленочных ИС широко используется фотолитография, позволяющая формировать элементы миниатюрных размеров.
Толстопленочная микросхема изготавливается - методом трафаретной печати с толщиной пленок в десятки мкм.
Требования к разрешающей способности процесса, к точности размеров элементов, их совмещению ниже, т.к. размеры элементов относительно больше по сравнению с полупроводниковыми ИС. А значит снижены требования к фотошаблонам, возможно применение масок-трафаретов.
Используются техпроцессы, в которых слои получаются напылением через трафареты или нанесением сплошного слоя с последующей фотолитографической обработкой.
Получение рисунка элемента напылением через трафарет называется методом свободной маски и заключается в экранировании с помощью маски нужных участков подложки от потока частиц напыляемой пленки. Маски изготавливаются во вспомогательном технологическом процессе и применяются многократно.
Структура конденсатора
проводящие пленки верхней и нижней
 обкладок конденсатора
обкладок конденсатора
диэлектрическая пленка
Методы получения пленок различны: термовакуумное напыление (поток пара вещества и его конденсация на поверхности подложки, температура которой - ниже температуры пара); распыление ионной бомбардировкой (распыление материала в плазме газового разряда, обычно пленки тугоплавких материалов, сплавов и пр.) ; химическое осаждение из парогазовой фазы (пары исходных соединений реагируют с веществом подложки, в результате образуется пленка в твердой фазе, побочные продукты удаляются ) и т.д.
Типовой технологический процесс производства тонкопленочных гибридных МС (рис.3.6).
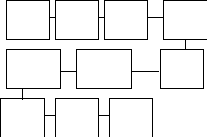 очистка
и напыление фотолито- контроль и
очистка
и напыление фотолито- контроль и
контроль пленочных графия подгонка
подложек структур элементов
функциональ- монтаж ком- монтаж
ный контроль понентов на подложки
герметизация подложке в корпус
резка испытания контроль,
подложек маркировка
и защита
Рис.3.6. Технологический процесс
изготовления пленочных микросхем
Качество тонких пленок зависит от качества подготовки поверхности подложки, качества источника частиц пленки, точности соблюдения технологических режимов и условий и т.д.
Основные дефекты тонких пленок: отклонение значений электрических параметров от заданных; несоответствие заданной толщине пленки, неравномерность толщины по площади подложки и в партии, пористость, визуально наблюдаемые вздутия, отслаивания, трещины и пр.
Поэтому контроль выполняется еще до поступления в сборку, ведется контроль отдельных операций (напыления, фотолитографии т.д.).
Толстопленочные ИС изготавливаются методом трафаретной печати. Сущность метода заключается в механическом продавливании специальных паст через отверстия в маске и последующей термообработке для обеспечения необходимых свойств.
Преимущества технологического процесса таких микросхем:
1. Низкая трудоемкость (по сравнению с тонкопленочными меньше в 3 раза);
2. Менее дорогостоющее, простое оборудование, материалы, высокий процент выхода годных ИС ( 80-100% ) ;
3. Толстопленочная технология позволяет проводить контроль и исправление брака после каждой операции;
4. Толстопленочные элементы могут работать в жестких условиях (от -180 до + 3000 С ) при резком перепаде температур;
5. Большая толщина пленки (до 250 мкм) позволяет уменьшить вредные наводки, паразитные емкости, что особенно важно для создания многоуровневой металлизации.
Пасты - исходный материал для формирования элементов, содержат три компонента:
1. Функциональный;
2. Конструктивный;
3. Технологический.
Функциональная составляющая придает свойства пастам: проводниковые, резистивные, диэлектрические. В зависимости от этого используются различные вещества: серебро, золото и их сплавы, медь, никель для проводниковых паст; палладий, оксиды кадмия, индий для резистивных паст; порошки сегнетоэлектриков - для электрических паст (титанат бария, оксид иттрия Y2O3 - и т.д.).
Конструктивная составляющая обеспечивает равномерное распределение частиц, адгезию пленки к подложке, которая в процессе изготовления не удаляется.
Технологическая составляющая - временные связующие и растворители, которые вводятся для обеспечения равномерного распределения компонентов в процессе изготовления пасты, придания вязкости. После нанесения пасты на подложку они удаляются в процессе термообработки. Адгезия (лат. прилипание) - сцепление поверхностей разнородных тел.
Типовой процесс изготовления толстопленочной микросхемы приведен на рис. 3.7.
подготовка
подложек
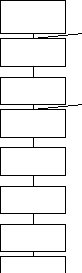
трафаретная повторение для формирования
печать необходимого количества
технологических слоев
термообработка
подгонка
элементов
монтаж навес-
ных элементов
подсоединение
выводов
герметация
контроль
Рис.3.7. Техпроцесс изготовления толстопленочной микросхемы
Термообработка нужна для сушки и удаления летучих веществ из пасты, вжигания, для удаления органических связок и спекания пасты для лучшего качества контакта. При этом часто используется подгонка - удаление части материала, которая изменяет структуру элементов.
Требование выполнить разработку сложных функциональных устройств в миниатюрном исполнении решается с помощью микросборок - объединения ряда кристаллов ИС средней степени интеграции с помощью пленочных межсоединений на общей диэлектрической подложке и в общем корпусе (рис.3.8).
В общем случае микросборка - микроэлектронное изделие, выполняющее определенную функцию и состоящее из элементов, компонентов, и/или интегральных микросхем, других электрорадиоэлементов.
Технологические особенности микросборок.
1. Повышенная мощность рассеяния, поэтому в качестве подложки используются керамические материалы с высокой теплопроводностью.
2. Многоуровневые соединения. Используют различные варианты получения многоуровневых межсоединений, которые могут быть классифицированы по признаку метода, используемого для получения межслойной изоляции:
а) локальная изоляция (слой изолирующий только в местах пересечений );
б) сплошной слой изоляции (с последующем вскрытием окон для контактных переходов);
в) изоляция полимидным лаком (ПАК-1);
г) изоляция полимидной пленкой (все соединения - на гибкой пленке толщиной 40 мкм);
д) изоляция анодированным алюминием.
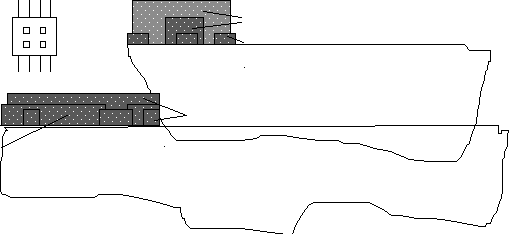 2
уровень
2
уровень
диэлектрик
1 уровень
металлизация
диэлектрик (лак)
Рис.3.8. Микросборка и способы межуровневых соединений
3.7. СБОРКА МИКРОСХЕМ
Сборке всегда предшествуют две операции: электрический контроль и разделение пластины на кристаллы.
Электрический контроль микросхем выполняется еще на пластине (до разделения на кристаллы), т.к. проще автоматизировать процесс контроля. Чаще всего используется зондовый контроль, суть которого заключается в контактировании настроенных зондов с контактными микросхемами, проверке контрольной аппаратурой результатов контроля, маркировке бракованных микросхем.
После автоматического зондового контроля электрических параметров пластины разделяют на отдельные структуры. Разделение очень сложный процесс, сложность обусловлена твердостью и хрупкостью материала, из которого сформированы элементы и их соединения. Поэтому предъявляют очень высокие требования к процессу разделения, который выполняют методами абразивной обработки, обработки лазерным лучом, химическим травлением.
Процесс сборки микросхем включает следующие сборочные операции: монтаж кристаллов, присоединение выводов, герметизация.
Коротко рассмотрим сборку ИС.
Методы монтажа микросхем: пайка, сварка, склеивание.
Выбор метода и технологического режима сборки определяется типом корпуса и его материалом.
В настоящее время создана и используется большая гамма корпусов.
Корпус необходим для защиты кристалла от воздействий. Он состоит из крышки и основания. Кристалл устанавливается на основание, присоединяются выводы, затем крышка и герметизация.
В настоящее время используется большая гамма корпусов. Основные характеристики – герметичность, теплопроводность, электрическая и механическая прочность, габаритные и присоединительные размеры.
По внешнему конструктивному исполнению они подразделяются на прямоугольные, квадратные, круглые с различным расположением выводов. Габаритные и присоединительные размеры каждого типа корпуса строго стандартизованы.
Конструкция корпусов
По внешнему конструкторскому оформлению (исполнению) корпуса разделяют на 5 типов корпусов:
-
прямоугольный с выводами в пределах проекции корпуса с перпендикулярным расположением выводов.
-
прямоугольный с выводами за пределами проекции корпуса с перпендикулярным расположением выводов.
-
круглый
-
прямоугольный с выводами за пределами проекции корпуса с параллельным расположением выводов.
-
прямоугольный без выводов.
1 тип включает 4 подтипа:
-
подтип 11 - плоская форма высотой 20мм, расположение выводов однорядное, число выводов однорядное, число выводов n=7,9 с шагом 2,5мм.
-
подтипы 12,13,14 отличаются расположением выводов вдоль длинных сторон, по контуру, линейно-многорядное.
2 тип включает 2 подтипа, отличаются расположением выводов вдоль длинной стороны:
21 - отгибка выводов одинаковая
22 - отгибка разная.


















21 22
Условное обозначение корпусов
Тип, типоразмер, число выводов, порядковый регистрационный номер:
201.14-10
2 - прямоугольный с расположением выводов вне проекции корпуса
01 - типоразмер
14 - число выводов
10 - рег.№.
По ГОСТ 17467-79
1202.14-1
1 - тип
2 - подтип
02 - типоразмер
В зависимости от материала корпуса подразделяются на:
- керамические;
- металлокерамические;
- стеклянные;
- металлостеклянные;
- металлополимерные;
- пластмассовые;
- полимерные.
В керамических корпусах основание и крышка изготовлены из керамики, герметизация выводов стеклоприпоем.
В металлокерамических корпусах керамическое основание и металлическая крышка, герметизация выводов припоем.
В стеклянных корпусах основание и крышка стеклянные, стеклянное основание армируется рамкой и выводами.
В металлостеклянных корпусах металлическое основание и крышка, изоляция выводов от основания производится пайкой стеклом.
Наиболее надежны металлополимерные корпусы, в которых большая часть защищена металлическим кожухом.
Детали корпусов изготавливаются различными методами, металлические детали - методом горячего литья керамической массы и т.д.
Крепление кристалла к корпусу зависит от выбора материала присоединительного слоя: клея, стекла, припоя и т.д.
Клеевые соединения не требуют сложного оборудования, легко выполняются, но не всегда обеспечивают хорошее качество контакта.
Используются клеевые соединения различных марок ( ВК-2, ВК-4, ВК-8 и т.д.). Для получения соединения клей дозировано наносят на поверхности, приводят их в контакт. Прочность соединения зависит от качества подготовки склеиваемых поверхностей.
Соединение стеклом включает нанесение стеклянного порошка или пасты, сжатие соединяемых поверхностей в кассете, сушку, оплавление в печи.
Пайка припоями наиболее механически прочная, имеет хорошее согласование и высокую тепло- и электропроводность.
Например, в металлокерамических корпусах пайка осуществляется стеклом, в керамических корпусах монтаж внешних выводов также выполняется стеклом.
При выборе крепления учитывают следующие требования: простота процесса, отсутствие значительных механических и термических воздействий, возможность автоматизации и механизации процесса, воспроизводимость геометрических параметров соединения.
Процесс крепления состоит из:
1. Подготовки поверхности основания и нанесение присоединительного материала (клей, стекло, припой).
2. Ориентированной установки кристалла (подложки) на основание.
3. Присоединения, которое обычно выполняется под давлением и с нагревом.
Присоединение выводов выполняется после установки кристаллов. Эта операция завершает выполнение всех электрических соединений.
Для присоединения выводов используются различные способы: пайка, сварка.
Герметизация микросхем проводится для полной изоляции элементов МС и электрических соединений от контакта с окружающей средой. Выбор способа герметизации зависит от конструкции корпуса МС.
По конструктивно-технологическим признакам герметизацию различают:
- корпусную (изготовление элементов крышки, оснований с выводами, вспомогательных деталей; после контакта кристалла с основанием и присоединения выводов присоединяют крышку, организуется полный и замкнутый объем);
- бескорпусную (предварительно изготавливают систему выводов; процесс герметизации совмещают с изготовлением корпуса; кристалл с выводами заливается компаундом; герметизирующие компаунды выполняют на основе эпоксидных, полиэфирных смол);
- комбинированную (изготавливается капсула в виде металлического колпачка, в ней устанавливают сборку подложки с выводами, которую заливают компаундом).
Наиболее качественная герметизация обеспечивается металлическими, стеклянными и керамическими корпусами.
После герметизации выполняют электрические, климатические, механические испытания с целью устранения скрытых дефектов, причины которых в несовершенстве конструкции используемого материала, режима, технологической документации и т.д.
В процессе испытания отбраковываются микросхемы со скрытыми дефектами, следовательно, повышается надежность ИС в условиях эксплуатации.
Заключительные технологические операции: внешнее оформление, обеспечивающее защиту от внешних воздействий, окраска корпуса, маркировка, покрытие лаком, облуживание выводов.
Затем микросхемы помещают в специальную тару; каждую ИС - в свое гнездо, затем прокладки; коробки оклеивают бандеролью с указанием типа и количества микросхем.
Условное обозначение микросхем
К155 ИЛ-1П
К - условия приемки
1 - конструктивно-технологический признак
55 - номер серии
ИЛ - функциональный признак (подгруппа)
1 - порядковый №
П - отличие параметров в подгруппе(м.б.замечена цветной точкой)
КР155
Р - особенности конструктивного исполнения
Р - пластмассовый корпус 2 типа
М - керамика 2 типа
Л - керамика 4 типа
Н - металлостеклянный или металлополимерный корпус 4 типа
У - металлостеклянный корпус 3 типа
1,5,7 - полупроводниковые МС
2,4,8 - гибридные МС
3 - пленочные МС
4. КОНСТРУКТИВНЫЕ МОДУЛИ ПЕРВОГО УРОВНЯ
Типовая конструкция первого уровня предназначена для механического крепления и электрической коммутации входящих в нее элементов нулевого уровня. В типовых конструкциях можно выделить следующие составные части: несущие детали (служат для размещения и защиты от внешних воздействий деталей, входящих в сборочную единицу), элементы крепления и стыковки типовой конструкции с модулем высшего уровня, детали крепления и фиксации конструктивных элементов, входящих в данную типовую конструкцию, элементы электрической коммутации, лицевая панель, элементы индикации и контроля.
В зависимости от назначения типовой конструкции, некоторые из составных частей могут отсутствовать.