

2. Изнашивание деталей машин. Факторы, влияющие на величину износа. Методы определения износа.
Механический состав и состояние почвы влияют не только на интенсивность износа, но и на его характер. Особенно это видно на примере износа лемехов, лап культиваторов и дисковых борон. На тяжелых суглинистых и глинистых почвах лезвие и полевой обрез лемеха затупляются и принимают овальную форму. На песчаных и супесчаных почвах он изнашивается достаточно интенсивно как по толщине, так и по ширине. Лезвие при всём этом сохраняет свою остроту, но на тыльной стороне его создается резко выраженная затылочная фаска, на лицевой - глубокая лучевидная канавка; носок по профилю закругляется.
Методы определения износа – самый простой и доступный эта визуальный осмотр, или спомощью измерительных приборов. И втом и в другом случае смотрят фактические данные детали, и номинальные. И также смотрят сам износ, в допусках он или нет.
3. Методы организации ремонта машин в апк
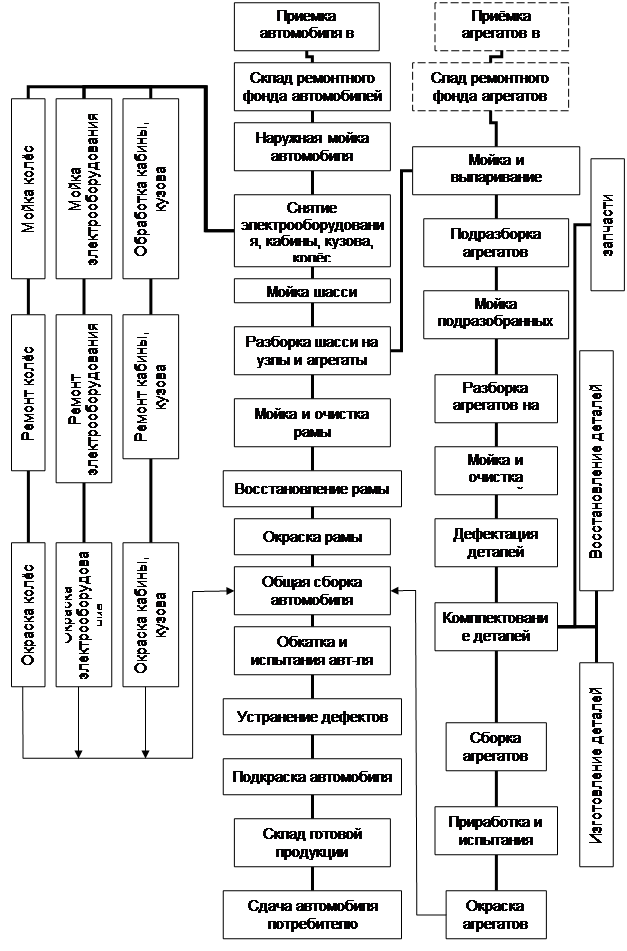
4. Общая схема технологического процесса капитального ремонта узлов и агрегатов
5. Мойка, оборудование для моечных работ, моющие материалы
Сущность процесса мойки и обезжиривания состоит в удалении загрязнений с поверхности детали и переводе их в моющий раствор в виде растворов или дисперсий. Для осуществления мойки и обезжиривания на АРП применяют моющие средства и специальное оборудование. В качестве моющих средств применяют синтетические моющие средства (СМС) типа лабомид и МС, а при их отсутствии— водные растворы каустика и кальцинированной соды.
Применение СМС является весьма перспективным, так как их моющая способность и сроки службы больше, чем у растворов каустической соды, и они более экономичны. Растворы СМС не вызывают коррозию черных металлов, не разрушают деталей из алюминиевых сплавов, не оказывают вредного воздействия на кожу и одежду рабочих. Детали, вымытые в этих растворах, не требуют последующего ополаскивания водой, что упрощает конструкцию моечного оборудования.
Большинство деталей объектов ремонта моется в водных растворах смеси электролитов (кальцинированной соды, фосфатов и силикатов) и синтетических поверхностно-активных веществ (ПАВ). ПАВ увеличивают смачивающую, эмульгирующую (отрыв жидкой фазы загрязнений), диспергирующую (измельчение загрязнений) и стабилизирующую способности растворов, а наличие щелочных добавок повышает их эффективность. Чаще всего моющий раствор приготовляют из трех-четырех различных щелочных добавок и одного-двух наименований ПАВ.
В качестве щелочных добавок обычно применяют едкий натр (каустик), кальцинированную соду, жидкое стекло, метасиликат натрия, а в качестве поверхностно-активных веществ сульфонат, сульфанолы НП-1 и НП-3.
Заключение
Моечно-очистные работы представляют собой ряд многостадийных операций мойки и очистки объектов ремонта, способствующих повышению качества ремонта, обеспечению необходимых санитарно-гигиенических условий работы разборщиков и повышению производительности их труда.
Моечно-очистные работы влияют на качество и ресурс отремонтированных автомобилей и их агрегатов, позволяет повысить производительность труда разборщиков.
Применение СМС является весьма перспективным, так как их моющая способность и сроки службы больше, чем у растворов каустической соды, и они более экономичны. Для улучшения моющих свойств в водный раствор добавляют поверхностно-активные вещества.