

Пример 1. Технологический процесс вырубки шайб
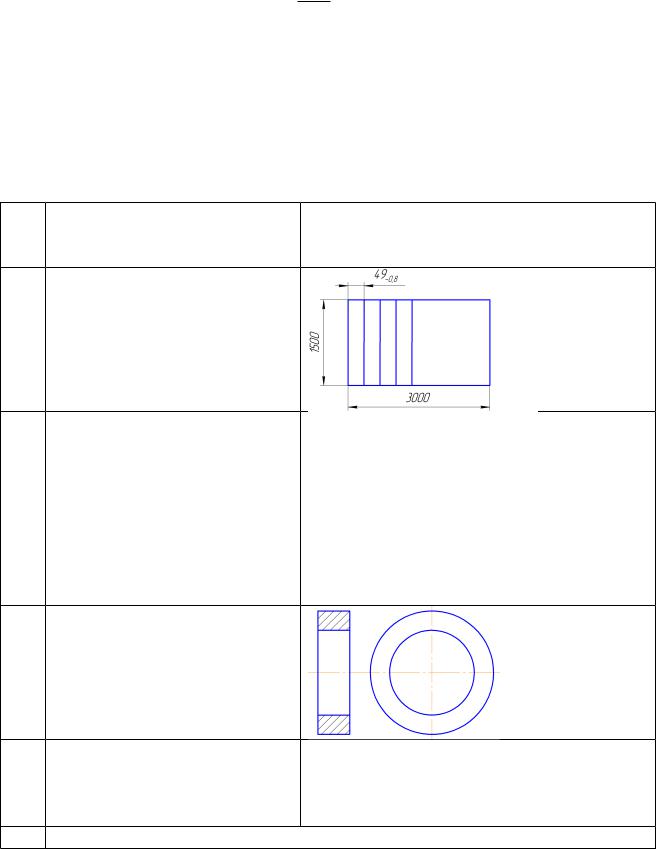
Разработка технологического процесса холодной листовой штамповки. Требуется разработать технологический процесс вырубки шайбы (рис.13,
а) из листа ГОСТ 19903-74, толщиной 3 мм, в условиях серийного производства.
Определяем необходимую ширину полосы С учётом серийного производства выбираем схему однорядного
расположения деталей в полосе. Для обеспечения точности вырубаемой детали, в соответствии с требованиями чертежа, вводим в штамп шаговый нож.
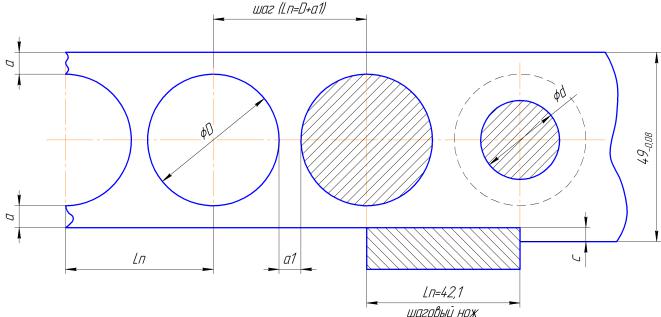
Рис. П.3. Раскрой
По таблице 25 находим величины перемычек а = 2,6 мм; а1 = 2,1 мм; с = в= = 3 мм.
По формуле (5) определяем ширину полосы, с учётом наличия шагового ножа и резки на гильотинных ножницах
В = D + 2a + в + ∆П
Допуск на ширину полосы ∆П=0,8 мм принимаем по таблице 26
В = 40 + 2,6 ∙ 2 + 3 + 0,8 = 49 мм
С учетом допуска, ширина полосы равна
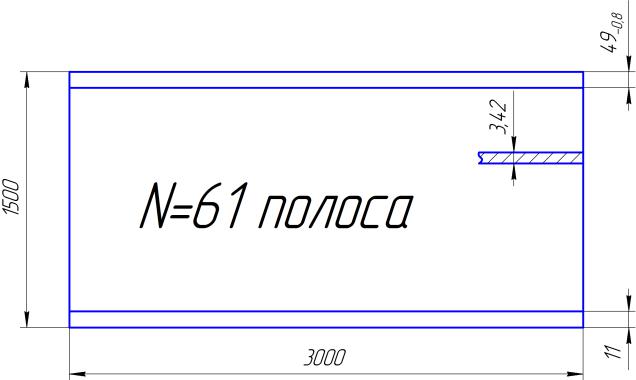
В = 49 – 0,8 мм По ГОСТ 19903-74 выбираем горячекатаный лист размером 3,0 х 1500 х
3000 с допуском по толщине по классу B, 3-й категории, III группы отделки поверхности:
83

ЛИСТ B 3,0x1500x3000 ГОСТ 19903-74 3-III-Cт3 ГОСТ 16523-70
Определяем шаг подачи
Lп = D + а1 = 40 + 2,1 = 42,1 мм
По формуле (1) определяем коэффициент использования материала
|
|
F |
|
|
|
π × |
(D2 |
- d 2) |
|
|
|
|
|
|
|
|
4 |
|
|||
КИМ = |
|
Д |
|
×100% = |
|
|
|
×100% = 46% |
||
F |
|
|
|
F |
|
|||||
|
|
ЗАГ |
|
|
ЗАГ |
|
||||
Если по формуле (2) FЗАГ=TxB, то |
||||||||||
|
π × |
(402 - 202) |
|
|
|
|
||||
|
|
4 |
|
|
|
|
|
|||
КИМ = |
|
|
|
×100% = 46% |
||||||
|
|
42,1× 49 |
|
|||||||
|
|
|
|
|
|
|
|
|
||
Определяем усилие вырубки по формуле (7):
Р = L ∙ S ∙ σср
L = πD + πd + D + a1 + с = 125,7 + 62,8 + 40 + 2,1 + 3 = 233,5 мм
σср = 320 МПа (см. таблицу 1)
S = 3 мм
Подставляя в формулу (7) значения периметра, толщины и напряжение среза получаем необходимое усилие деформирования
Р = 233,5х3х320=224160Н = 22874 КГс = 22.874 ТС
Необходимое усилие пресса определяется по формуле (8):
Pn = k ∙ P = 1,25 ∙ 22,874 = 28,59 ТС
По таблице П.1 находим ближайший больший однокривошипный открытый пресс простого действия P = 400 КН (40 ТС).
Размерные величины:
1 КГс = 9,8 Н
1 000 КГс = 9,8 кН
84
28031 КТс = 274703,8 кН
1ТС = 9,8 КН 28 ТС = 274 КН
Рис. П.4. Полоса, лист с расходом
При длине полосы 1500мм, из одной полосы можно вырубить 35 шайб, количество полом из одного листа равно 61.
Из листа получим 2135 шайб.
Величина расхода материала на деталь и масса детали.
D = 40, S = 3, d = 20
V |
= π × |
(D2 - d2) |
× S = π × |
(402 - 202) |
×3 = 2826мм3 |
дет |
|
4 |
|
4 |
|
Vзаг.полосы =В ×шаг ×3 =49 ×42,1×3 =6188,7мм3
Vлиста =1500 ×3000 ×3 =13500000мм3
Величина металла, необходимая для изготовления детали:
Нр = |
Vлиста ×ρ |
= |
13500см3 |
×7,85 |
гр. |
= 49,637гр. |
|
кол.дет. |
2135 |
см3 |
|||||
|
|
|
|
85
Масса детали:
Мдет =Vдет × ρ = 2,826см3 ×7,85 гр3. = 22,184гр.
см
Коэффициент весовой точности:
|
КВТ = |
Mдет |
×100% = |
22,184 |
×100% = 45% |
|
||
|
|
|
|
|||||
|
|
HP |
49,637 |
|
|
|
||
|
|
|
|
|
|
Технологическая карта |
|
|
№ |
Наименование |
Оборудовани |
Схематический |
эскиз Наименован |
||||
оп. |
операции |
е |
операции |
ие |
||||
|
|
|
|
|
|
|
|
инструмента |
1. |
РЕЗКА листа |
ножницы |
|
Ножи, |
||||
|
на полосы |
гильотинные |
|
линейки, |
||||
|
|
|
|
Мод. НГ474 |
|
шт.циркуль, |
||
|
|
|
|
|
|
|
|
микрометр. |
2. |
Штамповка |
|
пресс |
|
|
Штамп, |
2.1. |
Смазка |
|
кривошипны |
Эскиз (рис. П.3.) |
линейки, |
|
|
полосы |
|
й Р = 40 ТС |
|
|
штангенцир |
2.2. |
Пробивка |
|
Подача |
подать полосу до упора в |
куль, |
|
|
отверстия |
|
валковая. |
шаг ножа |
микрометр. |
|
|
Ø20, |
и |
Смазочное |
|
|
|
|
вырубка |
|
устройство |
|
|
|
|
контура Ø40 |
|
|
|
|
|
3. |
Галтовка |
|
Барабан |
|
|
Бой, наждак |
|
|
|
||||
|
шайб, |
|
галтовочный |
|
|
круговой, |
|
обработка |
|
|
|
|
опилки |
|
заусенцев |
|
|
|
|
древесные. |
4. |
Контроль |
|
|
|
|
Штангенцир |
|
|
|
|
|||
|
размеров |
и |
|
|
|
куль, |
|
качества |
|
|
|
|
микрометр |
|
деталей |
|
|
|
|
|
5. |
Последующая штамповка шайбы |
|
||||
86