

-при гибке полок деталей типа коробок угловой стык можно выполнять,
как показано на рис. 17, е с удалением полок от угла на расстояние е2 ³ r + S. При этом в заготовке вводится вырубка прямого угла (рис. 17, ж);
-В случае необходимости обеспечения стыка (см. рис. 17, з), в заготовке
должен быть предусмотрен угол с пазом (см. рис. 17, и), с размерами е3 ³ S и е4
=r + 1.5 S;
-Нежелательно наличие в деталях выступов (рис. 17, в), т.к. гибка деталей с подобными элементами вызывает определенные трудности.
-При надрезке и отгибке полок (см. рис. 16, и), а также следует вводить технологические пазы (см. рис. 16, з);
-При гибке низких или ступенчатых полок с низкой частью (см. рис. 16, ж) высота наименьшей части может быть любой, однако наиболее приемлемой
является lo ³ r + S;
- Отверстия, могут располагаться на сгибе детали (см. рис. 17, г). При этом, если после пробивки отверстия предусматривается гибка, то необходимо
выполнять следующие условия: е5 > 1.5 S; е6 ³ r + S. Если же после гибки следует пробивка, то ориентацию отверстия следует показать на чертеже детали (см. рис. 17, д);
3.3. Простановка размеров на чертежах изгибаемых деталей. Допуски.
Способ простановки размеров на чертеже изгибаемых деталей оказывает существенное влияние на технологию штамповки.
Например, если на изгибаемой скобе координаты центров отверстий на лапках задать от края (рис. 18, а) то пробивку отверстий можно совместить с вырубкой плоской заготовки (развертки);
Рис. 18. Простановка размеров на чертеже гнутой детали.
если же они будут заданы от осевой линии (рис. 18, б) или от стенок, то отверстия в детали необходимо пробивать после гибки.
Рекомендации по применению экономически целесообразных допускаемых отклонений размеров деталей после гибки (рис. 16 и 17) приведены в табл. 34.
61
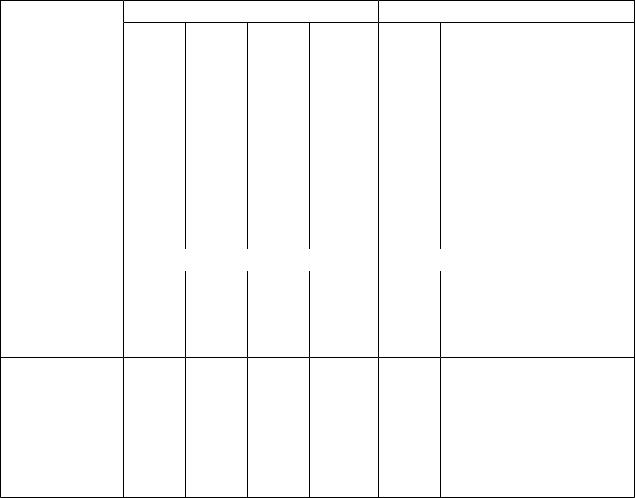
Таблица 34 Ориентировочные значения допустимых отклонений размеров
деталей после гибки (см. рис 2 и 3)
Толщина |
l1; l2 |
|
|
|
l3 |
|
|
|
штампуемого |
До 10 |
Св. |
Св. |
Св. |
До 25 |
Св. |
Св. |
Св.200 |
материала s |
|
10 до |
80 до |
180 |
|
25 до |
100 |
|
|
|
80 |
180 |
|
|
100 |
до |
|
До 1,0 |
|
|
|
|
|
|
200 |
|
± 0,5 |
± 0,7 |
± 1,0 |
± 1,2 |
± 0,2 |
± 0,3 |
± 0,4 |
± 0,6 |
|
Св. 1,0 до 2,0 |
± 0,7 |
± 1,0 |
± 1,2 |
± 1,5 |
± 0,3 |
± 0,4 |
± 0,6 |
± 0,8 |
»2,0 » 3,0 |
± 1,0 |
± 1,2 |
± 1,5 |
± 2,0 |
± 0,4 |
± 0,6 |
± 0,8 |
± 1,0 |
»3,0 » 4,0 |
- |
± 1,5 |
± 2,0 |
± 2,5 |
± 0,6 |
± 0,8 |
± 1,0 |
± 1,2 |
»4,0 » 5,0 |
- |
± 2,0 |
± 2,5 |
± 2,8 |
± 0,8 |
± 1,0 |
± 1,2 |
± 1,5 |
»6,0 |
- |
± 2,5 |
± 2,8 |
± 3,0 |
± 1,0 |
± 1,2 |
± 1,5 |
± 2,0 |
Толщина |
l4; l5; l9 |
|
|
l7; l8 |
|
l6 |
|
|
штампуемого |
До 25 |
Св. |
Св. |
Св.200 |
До |
Св. |
|
|
материала s |
|
25 до |
100 |
|
100 |
100 |
|
|
|
|
100 |
до |
|
|
|
|
|
До 1,0 |
|
|
200 |
|
|
|
|
|
± 0,3 |
± 0,5 |
± 0,7 |
± 1,0 |
± 0,5 |
± 0,6 |
± 0,2 |
|
|
Св. 1,0 до 2,0 |
± 0,5 |
± 0,7 |
± 1,0 |
± 1,2 |
± 0,6 |
± 0,8 |
± 0,3 |
|
»2,0 » 3,0 |
± 0,7 |
± 1,0 |
± 1,2 |
± 1,5 |
± 0,8 |
± 1,0 |
± 0,4 |
|
»3,0 » 4,0 |
± 1,0 |
± 1,2 |
± 1,5 |
± 2,0 |
± 1,0 |
± 1,2 |
± 0,5 |
|
»4,0 » 5,0 |
|
|||||||
± 1,2 |
± 1,5 |
± 2,0 |
± 2,5 |
± 1,2 |
± 1,5 |
± 0,6 |
|
|
»6,0 |
|
|||||||
± 1,5 |
± 2,0 |
± 2,5 |
± 3,0 |
± 1,5 |
± 2,0 |
± 0,7 |
|
|
|
|
|||||||
3.4. Расчет усилия гибки.
Усилие гибки Р (в Н) без калибровки рассчитывают по формуле
Р = Кг * В * δв (33)
где В – ширина детали в мм;
δв – предел точности штампуемого материала, МПа; Кг – коэффициент, зависящий от схемы гибки и принимаемый для
одноугловой гибки равным 0,2, а для двухугловой 0,6.
В случае гибки с прижимом (рис. 19) для определения общего усилия к усилию гибки прибавляют усилие прижима Рпр (в Н), вычисляемое по формуле
Рпр = (0,25 – 0,3)*Р (34)
где Р – усилие гибки по формуле (33)
62
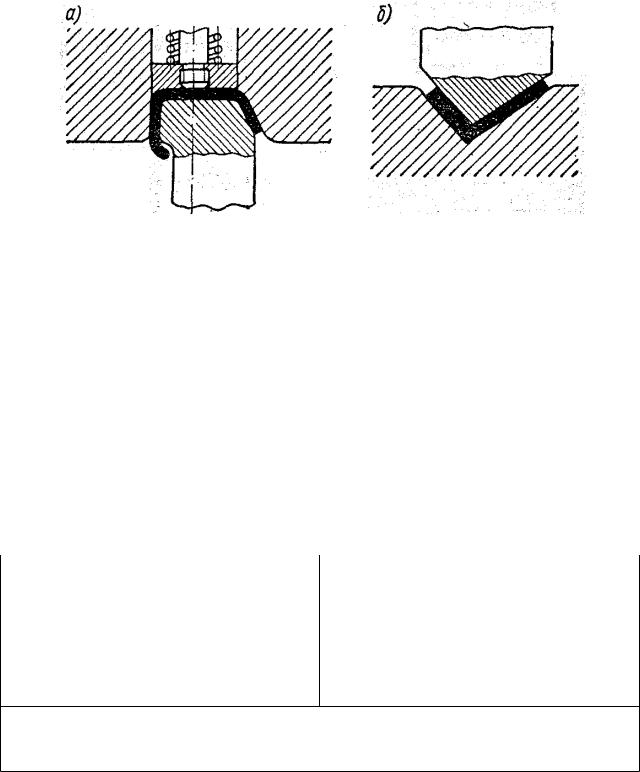
Рис. 19. Схемы для подсчета усилий: а – при гибке с прижимом; б – при гибке с калибровкой.
Гибка без калибровки (свободная гибка) не обеспечивает правильной геометрической формы детали точных размеров. Поэтому такая гибка всегда сопровождается приложением дополнительного усилия, необходимого для калибровки. Это усилие значительно превышает усилие свободной гибки и рассчитывается по формуле
Рк = F * q (35)
где F – проекция площади соприкосновения калибруемого изделия и пуансона в мм;
q – удельное усилие, зависящее от материала (табл. 35)
Таблица 35 Рекомендуемые значения удельного усилия калибровки.
Наименование материала |
Удельное усилие q МПа |
||
Алюминий |
30 |
– 60 |
|
Латунь |
60 |
– 100 |
|
Стали 10; 20 |
80 |
– 120 |
|
Стали 25; 35 |
100 |
– 150 |
|
Титановый сплав ВТ1 |
150 |
– 210 |
|
Титановый сплав ВТ5 |
160 |
- 250 |
|
Примечание: меньшие значения относятся к материалам толщиной 2 – 3 мм, большие – к материалам толщиной 6 - 8 мм. Для толщины 1 мм и менее удельные усилия, приведенные для толщин 2 – 3 мм, уменьшают в два раза.
При расчете усилия калибровки крупногабаритных деталей необходимо учитывать, что калибровке подвергается только площадь непосредственно в районе гибки шириной не более 10 S (10 толщин заготовок).
3.5. Определение размеров заготовки при гибке.
Длину заготовки определяют, полагая, что длины прямолинейных участков детали при гибке остаются неизменными, а у изогнутых участков находят длину нейтрального слоя.
63

Радиус нейтрального слоя (рис. 20, а)
R = r + S * x, (36)
где r – внутренний радиус гибки в мм; S – толщина материала в мм;
х – величена зависящая от отношения r/S (табл. 36)
Рис. 20. Схема расчета длины развертки: а – расположение нейтральной линии гибки; б – разделение развертки на участке для расчета
|
|
Значения величины х. |
Таблица 36 |
|
|
|
|
r/S |
х |
r/S |
х |
0,1 |
0,323 |
1,5 |
0,441 |
0,2 |
0,340 |
2,0 |
0,455 |
0,3 |
0,356 |
3,0 |
0,463 |
0,4 |
0,367 |
4,0 |
0,469 |
0,5 |
0,379 |
5,0 |
0,477 |
0,6 |
0,389 |
6,0 |
0,480 |
0,7 |
0,400 |
7,0 |
0,485 |
0,8 |
0,418 |
8,0 |
0,490 |
1,0 |
0,421 |
9,0 |
0,495 |
1,2 |
0,426 |
10,0 и более |
0,500 |
|
Длина развертки (в мм) изгибаемой детали (рис. 20, б) равна |
||
|
lзаг= Σl + Σ (παR/180°), |
(37) |
|
|
где Σl – сумма прямых участков в мм; |
|
|
|
α - угол гибки в град; |
|
|
R – расчетный радиус нейтрального слоя, определяемый по формуле
(36)
Если в чертеже гнутой детали задано одностороннее расположение поля допуска (рис. 21, а) то для определения длины развертки расчет ведут по серединам полей допусков (рис. 21, б)
64
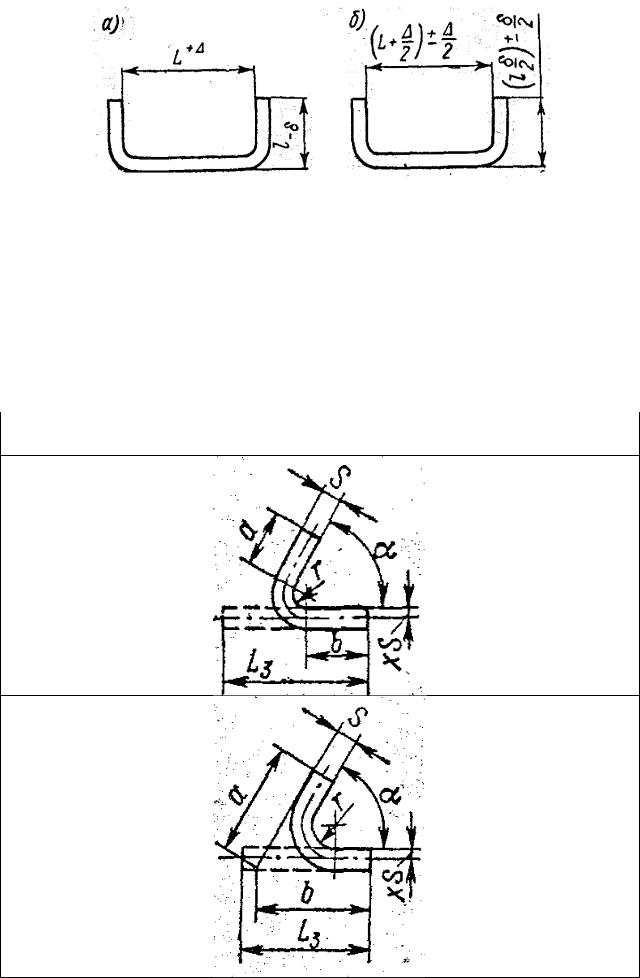
Рис. 21. Схема назначения технологических размеров и допусков на изгибаемые детали
В табл. 37 приведены вспомогательные формулы для расчета длины развертки гнутых деталей при различных способах задания размеров на чертеже гнутой детали и различных формах сопряжений.
Вспомогательные формулы для расчета развертки. |
Таблица 37 |
|
|
||
Исходные данные |
Эскиз |
Формулы для расчета |
Размеры от центра |
|
длины развертки в мм |
|
ls = a + b + πd/180°*(r + |
|
закругления изогнутого |
|
xS) |
профиля |
|
|
Размеры от |
точки |
ls = a + b + πα/180°*(r + |
пересечения |
линий |
xS) - 2(r + S)/tg α/2 |
продолжения |
|
наружного контура
65