

ГЛАВА 3. ФОРМООБРАЗУЮЩИЕ ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
Формоизменяющие операции предназначены для необратимого изменения формы и размеров заготовок, полученных из листа, полосы или пространственных тонкостенных полуфабрикатов (в том числе отрезков труб). В отличие от разделительных операций заготовки деформируют пластически, но до разрушения не доводят (рис.2).
Рассмотрим основные, наиболее часто применяемые в машиностроении, формоизменяющие операции листовой штамповки.
3.1. Гибка.
Гибка выполняется на кривошипных и гидравлических прессах, валковых листогибочных машинах, специальных профилегибочных машинах для гибки с растяжением, а также на универсально-гибочных автоматах.
Вмашиностроении наиболее широко выполняют гибку в штампах, установленных на кривошипных прессах (приложение1).
Гибку в штампах осуществляют одновременным действием на заготовку пуансона и матрицы.
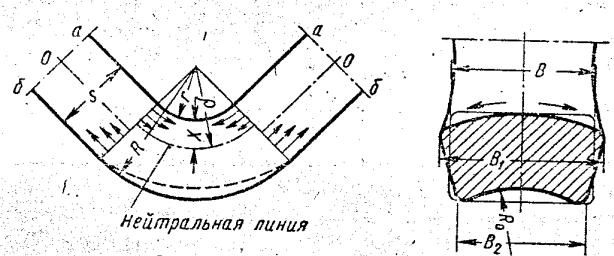
Гибка – это процесс упругопластической деформации, протекающий различно с обеих сторон изгибаемой заготовки.
Впроцессе гибки внутренние слои металла (со стороны пуансона) испытывают сжатие, внешние (со стороны матрицы) – растяжение.
Между сжатыми и растянутыми слоями находится нейтральный слой, не изменяющийся по длине (рис. 14).
Рис. 14. Схема процесса гибки.
На всем протяжении процесса гибки заготовка имеет внутреннее закругление по радиусу, большее чем у пуансона. По мере опускания пуансона происходит постепенное уменьшение радиуса кривизны (рис. 15).
56
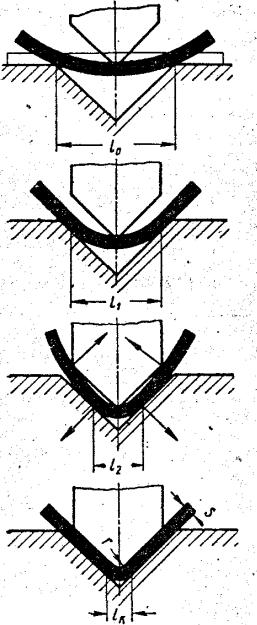
Рис. 15. Схема последовательности процесса гибки.
Окончательную форму деталь принимает в конце хода пуансона при жестком калибрующем ударе.
Гибку в штампах можно производить с прижимом заготовки и без прижима. Гибка с прижимом применяется для изделий повышенной точности.
3.2. Технологические требования к изгибаемым деталям
Минимальные радиусы гибки.
Минимально допустимый радиус гибки R (рис. 16, а) зависит от: механических свойств материала изгибаемой детали; угла гибки; направления линии гибки относительно направления прокатки (рис. 9, 10), наличия заусенцев на кромках изгибаемой заготовки. Минимально допустимый радиус гибки определяют по формуле
57
rmin = K * S (32)
где К – коэффициент, зависящий от механических свойств материала; S – толщина материала, мм.
Оптимальные радиусы гибки: |
|
|
|
||
r ³ S - для материалов с S до 1.5 мм |
|
|
|||
r ³ 2S - для материалов с S > 1.5 мм |
|
|
|||
В таблице 33 приведены значения коэффициента К. |
Таблица 33 |
||||
|
Значения коэффициента К |
||||
|
|
||||
|
Отожженный |
или |
Наклепанный металл |
||
|
нормализованный металл |
|
|
||
Металл |
Расположение линии гибки |
|
|
||
Поперек |
Вдоль |
Поперек |
Вдоль |
||
|
|||||
|
волокон |
волокон |
волокон |
волокон |
|
|
проката |
проката |
проката |
проката |
|
Алюминий |
- |
- |
0,3 |
0,8 |
|
Медь отожженная |
- |
- |
1,0 |
2,0 |
|
Латунь Л68 и Л62 |
- |
0,2 |
0,4 |
0,8 |
|
Стали 05; 08кп |
- |
- |
0,2 |
0,5 |
|
Стали 08; 10; Ст.1 |
- |
- |
- |
- |
|
Сталь Ст.2 |
- |
0,4 |
0,4 |
0,8 |
|
Стали 15; 20; Ст.3 |
0,1 |
0,5 |
0,4 |
0,8 |
|
Стали 25; 30; Ст.4 |
0,2 |
0,6 |
0,5 |
1,0 |
|
Стали 35; 40; Ст.5 |
0,3 |
0,8 |
0,6 |
1,2 |
|
Стали 45; 50; Ст.6 |
0,5 |
1,0 |
0,8 |
1,5 |
|
Стали 55; 60; Ст.У7 |
0,7 |
1,3 |
1,0 |
1,7 |
|
Сталь 30ХГСА |
- |
- |
1,5 |
4,0 |
|
Сталь нержавеющая |
- |
- |
2,5 |
6,5 |
|
Х15Н9Ю |
|
|
|
|
|
Дуральмин Д16М |
1,0 |
1,5 |
1,5 |
2,5 |
|
Дуралюмин Д16Т |
2,0 |
3,0 |
3,0 |
4,0 |
|
При гибке под углом к направлению прокатки надо брать промежуточные значения К, пропорциональные углу наклона линии гибки.
При наличии заусенцев на кромках заготовок, гибку следует производить заусенцем внутрь.
Конструктивные элементы изогнутых деталей.
При конструировании деталей, изготовляемых гибкой в штампах, необходимо учитывать, что в результате изгиба заготовки, имеющей прямоугольное сечение, последнее искажается (см. рис. 14). При этом искажение тем больше, чем меньше отношение S/B. При гибке широких полос
с B > 2S можно считать, что Вср/B = 1, и при этом значения В1 и В2 мало отличаются от В. Происходит лишь утонение заготовки.
58
Если по условиям эксплуатации штампуемая деталь не должна иметь искажения сечения, после операции штамповки вводят соответствующую механическую обработку, а деталь следует штамповать из полосы, взятой с припуском.
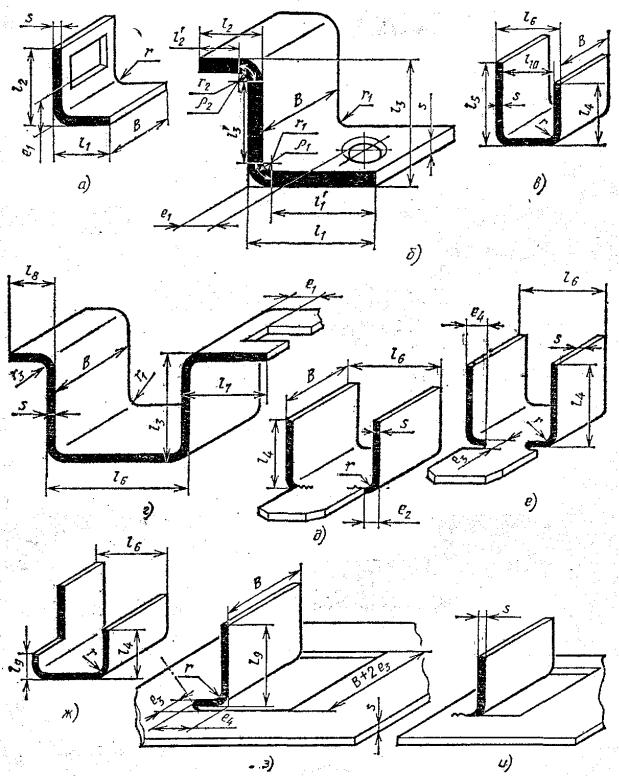
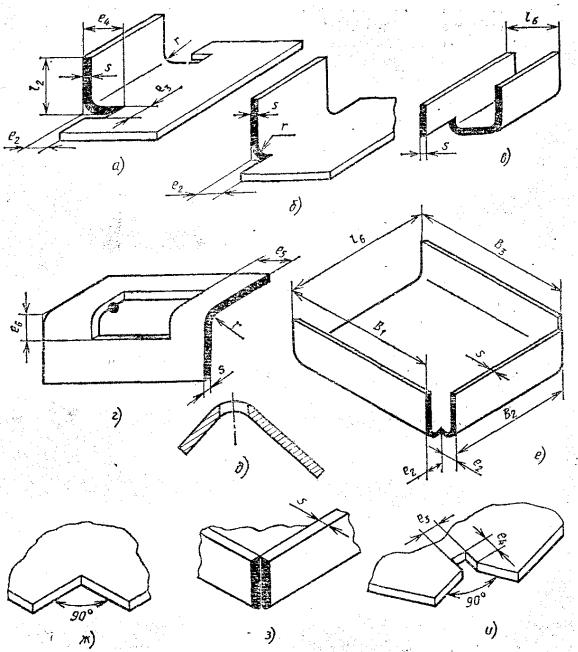
На рис. 16 и 17 показаны некоторые варианты гибки элементов деталей. При этом требования технологичности следующие:
Рис. 16. Варианты гибки:
а– V-образная; б – Z-образная; в, д - ж – П-образная; г – четырехугловая; з,
и– надрезка с гибкой
59
-Отклонения основных размеров, указанные в чертеже детали, не должны быть менее значений приведенных в табл. 34;
-Расстояние от наружной поверхности изогнутой детали до отверстия в полке (см рис. 16, а, б, г) должны быть таким, чтобы исключалось искажение
отверстия, т.е. е1 ³ S + 1.1 r. В противном случае отверстие следует пробивать после гибки;
- При гибки полок, ширина которых меньше ширины недеформируемой части заготовки, возможны два варианта: либо полка должна отстоять от
кромки недеформируемой части на расстояние е2 ³ r + S (см. рис. 16, д и рис. 17, б) либо, если е2 < r + S, следует вводить технологические пазы (см. рис. 16, е
и рис. 17,а) с размерами е3 ³ S, е4 = r + 1,5 S. Отсутствие пазов может привести к образованию трещин (см. рис. 16, д);
Рис. 17. Варианты гибки:
а, б, г, д – V-образная; в – П-образная; е, ж – гибка бортов коробки с зазором в углах; з, и – то же, без зазора в углах
60