

Технологические процессы сушки
1. Конвекционный способ сушки
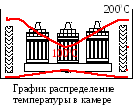
Сушка якорей и остовов осуществляется в сушильной камере при атмосферном давлении под действием высоких температур воздуха (100 2000С в зависимости от класса изоляции).
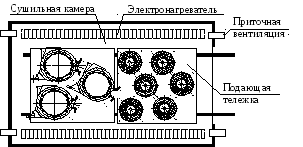
Максимальный объем сушильной камеры 6,4 м2;
Мощность электронагревателей 40 кВт;
Время предварительной сушки 1214 ч;
Время сушки после пропитки 1618 ч.
Достоинства:простота конструкции и обслуживания.
Недостатки: требуются значительные энергозатраты (~ 500 600 кВтч), большая продолжительность сушки, неравномерность сушки.
2. Терморадиационный метод сушки
Сушка якорей и остовов осуществляется в сушильной циркуляционной камере при атмосферном давлении под действием инфракрасного излучения (100 2000С в зависимости от класса изоляции).

Максимальный объем сушильной камеры в зависимости от программы ремонта;
Мощность электропотребителей 20 кВт (для 8 якорей);
Время предварительной сушки 67 ч;
Время сушки после пропитки 79 ч.
Достоинства:минимальныеэнергозатраты (~ 150 кВтч)ипродолжительность сушки.
Недостатки: сложность конструкции и обслуживания, большая вероятность поджога поверхностного слоя изоляции.
3. Вакуумный способ сушки
Сушка якорей и полюсов осуществляется в вакуумной камере при давлении – 80 90 Па под действием инфракрасного излучения или электронагревателей при температуре 60 800С.
Максимальный объем сушильной камеры на 6 якорей;
Мощность электронагревателей 20 кВт;
Время предварительной сушки 67 ч;
Время сушки после пропитки 79 ч.
Достоинства:минимальныеэнергозатраты (~ 150 кВтч)ипродолжительность сушки, удаление из изоляции влаги, воздуха и попутных газов.
Недостатки: сложность конструкции и обслуживания.
4. Токовая сушка
Сушка якорей и полюсов осуществляется в сушильной камере при атмосферном давлении под действием токовой нагрузки, приложенной к коллектору или выводам полюсов, при температуре 100 1400С (в зависимости от класса изоляции).
Максимальный объем сушильной камеры на 6 якорей;
Мощность электроустановки 20 кВт;
Время предварительной сушки 1214 ч;
Время сушки после пропитки 1618 ч.
Достоинства:минимальныеэнергозатраты (~ 300 кВтч), удаление из изоляции влаги, равномерная объемная сушка изоляции.
Недостатки: возможность поджога коллектора, большая продолжительность нагрева.
5. Комбинированный способ сушки
Данный способ сушки представляет собой комбинацию токовой сушки с одним из вышеприведенных способов.
Достоинства:минимальныеэнергозатраты (~ 300 кВтч), равномерная объемная сушка изоляции + достоинства 1 – 3 способа.
Н едостатки:возможность поджога
коллектора, сложность оборудования (в
частности комбинация со вторым способом).
едостатки:возможность поджога
коллектора, сложность оборудования (в
частности комбинация со вторым способом).
Технологические процессы пропитки
1. Капиллярный метод (пропитка погружением)
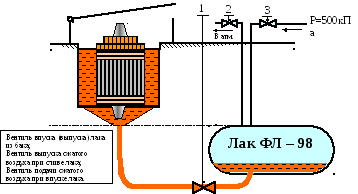
Технологический процесс
Предварительная сушка T=1301400C,t=810 ч
Остывание до T=800C
Загрузка якоря в бак
Впуск лака
Выдержка в лаке, t=1520 мин
Выпуск лака
Сток излишков лака, t=1520 мин
Установка якоря на центробежный станок n= 300500 об/мин,t=35 мин
Загрузка якоря в циркуляционную печь 1) T=1101200C,t=23 ч
2) T=130 1400C, t=12 14 ч
10. Покрытие покровной эмалью ЭП-91
11. Сушка эмали в печи T=1301400C,t=45 ч