

2. Дозирование компонентов комбикормов, его виды.
Цель дозирования — производить подачу компонентов в количестве, установленном рецептом. Сущность процесса заключается в том, что подготовленные к смешиванию компоненты поступают в бункеры, из которых дозирующие машины подают компоненты в определенном процентном соотношении. При неправильном дозировании нарушается установленное рецептом процентное соотношение компонентов в комбикормах и качество их понижается. Таким образом, процесс дозирования является главной технологической oneрацией производства комбикормов.
Машины, дозирующие по объему, подают продукт равными объемами в определенные промежутки времени, а машины, дозирующие по массе, отвешивают продукт равными количествами.
Операция
дозирования сухих, сыпучих и жидких
компонентов при надлежащем качестве
исходного сырья во многом определяет
качество комбикормов, БВД, премиксов и
другой продукции. Дозирование различают
объемное и весовое, непрерывное и
дискретное. Для выполнения объемного
непрерывного дозирования применяют
тарельчатые, барабанные, шнековые,
вибрационные, ленточные, а также
комбинированные. При относительной
простоте их конструкции точность
дозирования с помощью этих устройств
не превышает
 3%
и подвержена колебаниям в еще больших
пределах при изменении физико-механич
св-в дозируемых продуктов.
3%
и подвержена колебаниям в еще больших
пределах при изменении физико-механич
св-в дозируемых продуктов.
Для
дискретного дозирования используют
механические и электр весовые дозаторы,
которые могут быть одно- и многокомпонентными.
Точность дозирования с помощью
распространенных в нашей стране весовых,
многокомпонентных дозаторов типа ДК
составляет
 5%.
5%.
При организации процессов дозирования основными вопросами считают точность и время дозирования, возможность оперативной перестройки процесса, надежность работы дозирующих систем в автоматическом режиме.
В
случаях, когда необходимо обеспечить
мах возможную точность дозирования,
прибегают к приготовлению предварительных
смесей компонентов с наполнителем в
различных соотношениях от 1 1 до 1
1 до 1 10,
а затем дозируют эту предварительную
смесь в основных весах большей
грузоподъемности.
10,
а затем дозируют эту предварительную
смесь в основных весах большей
грузоподъемности.
На точность дозирования влияют следующие факторы:
1.самосортирование продуктов при поступлении в закрома над дозаторами, вызывающее изменение объемной массы;
2.различная степень уплотнения продуктов в закромах над дозаторами, зависящая от высоты заполнения их и времени нахождения продуктов в закромах;
3.повышенная
влажность продуктов, способствующая
слеживанию и 
комкованию в закромах плохо сыпучих продуктов (измельченный овес, мучка, мел, соль);
4.наличие в днищах и стенках наддозаторных бункеров, выступов и других
препятствий, тормозящих свободный выход продуктов;
5.неисправность дозаторов.
Смешивание компонентов комбикормов. Его типы.
Смешивание-это завершающий этап технологич. процесса производства комбикормов. Он обязателен для всех линий пр-ва, где есть дозирование. Основная задача смешивания – получение гомогенной (однородной) смеси.
Смешивание может быть непрерывным и периодическим.
При непрерывном смешив. предлагаются смесители марки СМ, при периодическом- СГК, ДСГ, БСГ,
Эффективность смешивания зависит от физ-хим св-в компонентов смеси, времени смешивания и конструкции смесителя.
При периодическом смешивании в смеситель поступает весь набор компанентов согласно рецепта. В процессе смешивания происходит:
-перемещение группы смежных частиц из одного места смеси в др путем внедрения или скольжения слоев
-постепенное перераспред. Частиц различных компонентов через вновь образованные границы их раздела
-сосредотачение частиц, имеющих близкие размеры, форму, массу в разных местах смесителя под действием сил тяжести.
В процессе смесеобразования участвуют все перечисленные 3 механизма, которые сопр-ся противополож. пр-сом(сегрегации)-расслоение готовой смеси.
Процесс смесеобразования контролируется рядом показателей:
-коэффициент однородности
-коэффициент неоднородности (вариации)
Область сегрегации
V,%
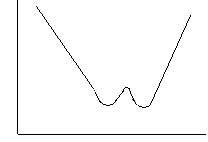
1
2
τ,мин
1-участок конвективного смешивания
2- участок диффузионного смешивания
Рекомендуется смешивание производить таким образом, что V меньше 3% качество смеси отличное, при V 3-7-хорошее, 7-15-удовлетворительное, свыше 15-неудовлетвор.
Оптимальное время смешиван. 4 мин при смешиван сухих компонентов. При добавлении жидких компанентов время увеличив 5-6 мин или 8-10 мин.
Смесители классифицируют по виду силового воздействия на смешиваемый материал и конструктивным признакам:
1. смесители механические
а) транспортирующие : одновальные(лопастные), двухвальные(ленточные, шнековые горизонтального и вертикального типа)
б) центробежные: конусные, дисковые, турболопастные
в) контактно-фрикционные: молотковые, валково-цилиндрические
2. смесители гравитационные
а)горизонтальные
б)наклонные (в-образные,кубические, цилиндрич, ромбические, конические, пирамидальные)
в) горизонт. со встроенными органами
3. пневматические
а) с псевдоожжижением: равномерное, неравномерное
б) с псевдоожжижен слоем и боковыми силами
в) с контурами циркуляции
4.вибрациооные
а) с колебаниями в одной плоскости
б) с объемными колебаниями
в)с комбиниров. колебаниями
5.комбинированные смесители
а) гравитационно-механич.
б) пневмомеханич.
в) вибромеханич.
6.электронно-ионные смесители
Смесители могут устанавливаться параллельно или последоват. При последоват. Установке смесителей обычно время смешивания на каждой из них уменьшается в 2 раза.