

Эксплуатация и ремонт напорных трубопроводов
Расчетный срок службы напорных пластмассовых труб в системах холодного водоснабжения составляет 50 лет, в системах горячего водоснабжения и отопления - 30 лет.
Опыт проведения монтажа пластмассовых трубопроводов в разные годы показывает, что этот срок службы вполне реален при соблюдении ряда условий, в том числе при:
проведении испытаний на стойкость к внутреннему гидростатическому давлению при повышенной температуре не менее контрольного времени;
изготовлении труб и соединительных деталей в точном соответствии с действующей НТД, особенно по марочному составу сырья;
осуществлении соединения труб между собой и с арматурой, а также монтажа системы в соответствии с разработанным технологическим регламентом и условиями.
При приемке смонтированных из пластмассовых труб систем в эксплуатацию следует в первую очередь осуществить внешний осмотр труб и соединительных деталей, позволяющий обнаружить на поверхности труб и деталей глубокие надрезы, перегибы или переломы труб, определить качество сварных соединений. Особое внимание следует обратить на расположение пластмассовых труб в крепежных скобах, гильзах, пересекающих перекрытия и стены, чтобы острые кромки этих изделий не имели непосредственного контакта с поверхностью труб, а также обратить внимание на расстояния между средствами крепления, на качество соединения пластмассовых труб с металлическими, прикрепление арматуры к санитарным приборам или строительным конструкциям.
Сети пластмассовых водопроводов не могут быть использованы для заземления, например, металлических ванн.
В процессе эксплуатации трубопровода возможен выход из строя различных его элементов. На пластмассовых трубах возникают, как правило, продольные трещины (или микротрещины), на пластмассовых соединительных деталях, накидных гайках, в сварных соединениях - поперечные трещины. В соединениях труб возможны протечки воды.
Наибольшее число отказов следует ожидать в первый год эксплуатации, когда проявляются дефекты монтажа или смонтированных деталей. При прокладке пластмассовых труб в системах горячего водоснабжения или отопления возможно появление отказов зимой при минимальных температурах наружного воздуха, когда в эти системы подается горячая вода с повышенными температурами. Второй пик отказов можно ожидать спустя 5 - 10 лет после ввода систем в эксплуатацию, если для изготовления отдельных элементов системы были применены материалы низкого качества (растрескивание резиновых прокладок, накидных гаек и т.п.). Если отказы носят массовый характер, то это свидетельствует о необходимости срочной замены всей системы или отдельных ее элементов (табл. 1).
Виды дефектов пластмассовых водопроводных подводок
Таблица 1
|
#G0Конструкция гибкой подводки |
Виды отказов
|
|
С пластмассовыми накидными гайками |
Трещины в трубах, накидных гайках, срыв резьбы гайки, срез бурта подводки, износ резиновой прокладки
|
|
С пластмассовыми футорками |
Трещины в трубах, срыв футорки; срез бурта подводки, износ прокладки
|
|
С металлическими накидными гайками и ниппельными соединениями |
Трещины в трубах, износ прокладок, протечка в ниппельном соединении
|
Применение для ремонта липких лент и аналогичных материалов не допускается. Замена гибкой подводки с металлическими гайками на подводку с пластмассовыми гайками или футорками запрещается, как и замена гибкой подводки для горячей воды на гибкую подводку для холодной воды.
При появлении отказов в гибких подводках, за исключением износа прокладки или срыва резьбы футорки, эти подводки следует менять на новые той же длины. При этом целесообразно гибкие подводки с формованными буртами заменять на новую гибкую подводку с отлитыми буртами, а гибкую подводку с пластмассовыми накидными гайками заменять на новую гибкую подводку с металлическими гайками, которые более надежны в эксплуатации.
При возникновении течи в соединениях отвинчивают накидную гайку или вывертывают футорку из муфты и вставляют новую резиновую прокладку тех же размеров. При повреждении наружной резьбы на футорке допускается замена поврежденной футорки новой. В этом случае поврежденная футорка отодвигается от бурта и на ее место устанавливают новую футорку, предварительно выполнив продольный разрез острым ножом. Затем футорку раскрывают и защелкивают на гибкой подводке (рис..41).
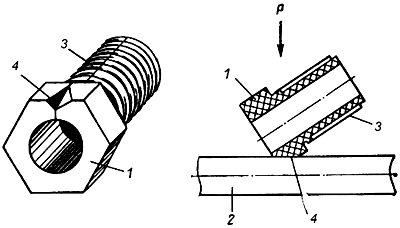
Рис.41. Схема прощелкивания футорки с продольным разрезом через трубку гибкой подводки
1 - футорка;
2 - трубка гибкой подводки;
3 - продольный разрез;
4 - вырезка треугольного углубления (Р - направление приложения усилия).
Подводки, изготовленные из вторичных полимерных материалов (полиэтилена, пластиката и т.п.), а также имеющие переломы или перегибы трубы, подлежат немедленной замене с целью исключения аварийной ситуации.
Персонал, обслуживающий пластмассовые трубопроводы, должен хорошо знать особенности пластмасс, правила их эксплуатации и ремонта. Для обеспечения длительной эксплуатации пластмассовых труб следует соблюдать следующие правила:
не допускать повреждения поверхности труб острыми предметами, проколов или надрезов;
не обстукивать трубы молотком, не наносить удары другими предметами, не оттягивать трубы от стен и не прижимать к стенам;
не прислонять к трубам металлические предметы с острыми кромками и заусенцами (банки, крышки, ящики), лестницы или стремянки;
не прислонять к трубам горячие предметы, например электроутюги, паяльники;
не красить трубы, не применять для их очистки средства, содержащие абразивные вещества;
не замоноличивать трубы непосредственно под плитку.
Монтажные организации должны обеспечивать эксплуатационников запасными гибкими подводками различной длины в объеме до 5% общего количества смонтированных подводок.
Удлиненную подводку можно изготовить из двух коротких, соединяя их отрезком стальной трубы с резьбой па обоих концах. При монтаже отрезок стальной трубы должен располагаться в гильзе перегородок или быть закрепленным к строительной конструкции. Соединение двух концов укороченных подводок может быть выполнено с помощью двойного ниппеля и двух латунных или медных обжимных колец.
При использовании стояков из пластмассовых труб возможны отказы из-за трещин труб или соединительных деталей, износа прокладки, течи в сварных соединениях. Поврежденные трубы и соединительные детали из ПВД, имеющие трещины, заменяют новыми.
Новый участок трубопровода, в том числе вместе с поврежденной соединительной деталью, вырезают, используя муфты, которые сваривают с концами труб при помощи нагревательного инструмента. Последовательность операций при замене поврежденного участка следующая: трубопровод опорожняют от воды и частично освобождают примыкающие к месту повреждения средства крепления, затягивают отрезок новой трубы или соединительной детали с тем, чтобы на концы труб можно было приварить муфты; заготовленный участок трубопровода приваривают нагретым инструментом сначала с одним, а затем со вторым концом трубопровода. Ввести свободный конец трубы в раструб муфты довольно легко благодаря гибкости полиэтиленового трубопровода, освобожденного от средств креплений.
Если обнаружена течь в раструбном сварном соединении, ремонт трубопровода можно выполнить, не вырезая соединительную деталь. В этом случае требуется одна муфта из ПВД. При ремонте необходимо обращать внимание на следующее (рис.42, 43): расстояние от торца раструба соединительной детали, имеющего течь, до участка, на котором перерезается труба, должно быть равно глубине раструба муфты минус 2 - 3 мм; при сварке второго раструба муфты, предварительно приваренной с одной стороны к свободному концу трубы, нагревательным инструментом оплавляют как торец раструба соединительной детали, имеющего течь, так и торец муфты. После оплавления торцы соединительных деталей необходимо плотно прижать один к другому, чтобы по всему периметру соединения образовался валик из оплавленного материала. Герметичность соединению обеспечивает сварка торцов муфты и соединительной детали в месте обнаружения течи.
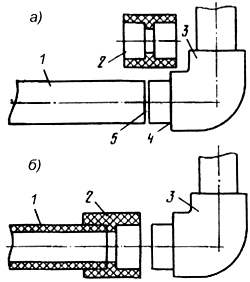
Рис.42. Последовательность операций по устранению течи в раструбном соединении
а - подготовка трубопровода к ремонту;
б - приварка муфты к свободному концу трубопровода;
1 - труба;
2 - муфта;
3 - соединительная деталь (угольник);
4 - место течи;
5 - место перереза трубопровода
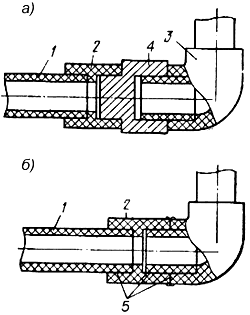
Рис.43. Последовательность операций по устранению течи в раструбном соединении
а - сварка на трубопроводе;
б - отремонтированный трубопровод;
1 - труба;
2 - муфта;
3 - соединительная деталь (угольник);
4 - нагретый инструмент;
5 - сварное соединение.
Если обнаружена течь в разъемных соединениях, пластмассовые трубопроводы ремонтируют известными методами: подтягивают болты, подвертывают накидные гайки, заменяют уплотнительные прокладки и т.п.
При изготовлении магистральных трубопроводов из полиэтиленовых труб возможны отказы из-за трещин труб или соединительных деталей, течи в сварных и разъемных соединениях, из-за износа прокладок. При повреждении труб вырезают поврежденный участок, а при повреждении соединительной детали - саму деталь вместе с отрезками труб такой длины, чтобы было удобно зажать отрезки труб в хомутах сварочного приспособления. Отрезки труб сваривают с соединительными деталями на трубозаготовительном участке, а концы труб нового участка трубопровода - с концами труб ремонтируемого трубопровода непосредственно на трассе, для чего трубопровод освобождают от опор.
Если нет возможности переместить концы труб ремонтируемого полиэтиленового трубопровода, к ним приваривают нагретым инструментом полиэтиленовые втулки под фланцы с предварительно установленными на них свободными металлическими фланцами. Новый участок трубопровода также снабжается втулками со свободными фланцами, и затем на трассе трубопровода между втулками устанавливают прокладки и производят сборку фланцевых соединений. В отдельных случаях в качестве нового участка трубопровода можно применить отрезок стальной трубы соответствующих диаметра и длины с приваренными к нему стальными фланцами, размеры которых соответствуют размерам свободных фланцев, устанавливаемых на привариваемых втулках. При этом отрезок стальной трубы с фланцами должен иметь самостоятельное крепление к строительной конструкции. При отсутствии сварочного приспособления ремонт трубопровода может быть выполнен с помощью стального патрубка с двумя фланцами, длина которого превышает на 1 - 2 диаметра длину ремонтируемого участка, а внутренний диаметр патрубка на 1 - 3 мм больше наружного диаметра пластмассовых труб. Уплотнение торцов концевых участков стального патрубка по наружным поверхностям концов пластмассовых труб осуществляется резиновыми кольцами, которые устанавливаются у торцов патрубка и сжимаются свободными фланцами с внутренней фаской (рис.44).
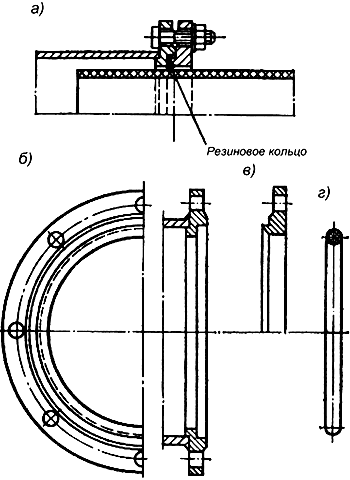
Рис.44. Соединение пластмассовой трубы со стальным патрубком на фланцах
а - узел соединения;
б - приварной фланец;
в - свободный фланец;
г - резиновое кольцо