

Склеивание труб и деталей
Клеевые соединения являются наиболее прочными и надежными неразъемными соединениями труб из ПВХ. Склеивание труб между собой и с фасонными частями осуществляется враструб, и процесс этот заключается в образовании достаточно прочной связи между клеящим веществом (адгезивом) и склеиваемыми поверхностями (субстратом). Клей наносится, как правило, в виде раствора, при этом поверхности труб способны набухать, а при использовании некоторых растворителей - растворяться в этом растворе. В таких условиях может происходить взаимная диффузия (взаимопроникновение) молекул субстрата и адгезива. Процессы взаимодиффузии могут даже привести к исчезновению границы между фазами и образованию постепенного перехода от одного полимера к другому. Чтобы образовалось прочное клеевое соединение, адгезив и субстрат (материал труб и деталей) должны химически совмещаться и даже полностью или частично взаимно растворяться, кроме того, макромолекулы полимеров должны быть достаточно подвижны, чтобы диффундировать через поверхность раздела.
Склеивание труб встык и "в ус" не допускается. Для склеивания труб из ПВХ применяются, как правило, клеи, отверждающиеся без нагревания и представляющие собой растворы полярных линейных полимеров (поливинилхлорида или перхлорвинила) в органических растворителях. Для изготовления клеев, незаполняющих зазоры, применяется чаще всего перхлорвиниловая смола (дополнительно хлорированный ПВХ), формирование клеевого шва происходит при обычной температуре в результате удаления растворителя. В литературе наряду с термином "склеивание" встречается также адекватное ему выражение "сварка при помощи растворителя".
Практическое применение находят растворы поливинилхлоридной и перхлорвиниловой смол в метиленхлориде, дихлорэтане, ацетоне, циклогексаноне, тетрагидрофуране. В качестве растворителей можно также использовать смеси ацетона с бензолом или трихлорэтиленом.
О скорости удаления растворителей из клеевого шва можно судить по температуре их кипения.
Под влиянием тетрагидрофурана и циклогексанона ПВХ переходит в раствор, в метиленхлориде и ацетоне ПВХ почти не растворяется. При изготовлении зазорозаполняющих клеев на основе ПВХ используются только тетрагидрофуран и циклогексанон.
Для склеивания соединений без зазора применяют клеевые композиции на основе перхлорвиниловой смолы:
а) перхлорвиниловая смола - 14-16 (частей по массе), метиленхлорид - 86-84;
б) перхлорвиниловая смола - 14-16, метиленхлорид - 76-72, циклогексанон - 10-12.
При склеивании труб диаметром 90-160 мм, а также при склеивании труб различных диаметров при повышенной температуре (более 25 °С) и повышенных скоростях движения воздуха в зоне монтажа следует применять второй состав клея. При приготовлении клея, не заполняющего зазоры в монтажных условиях объемное соотношение метиленхлорида и неуплотненной перхлорвиниловой смолы принимается равным 1:1.
Зазорозаполняющие клеи имеют в своем составе приблизительно 30% твердых веществ. В основном это ПВХ и высокодисперсная кремнекислота. Последняя в значительной мере способствует повышению зазорозалолняющих свойств клея. В качестве растворителей используется тетрагидрофуран в смеси с небольшим количеством другого растворителя ПВХ - циклогексанона. Зазорозаполняющие клеи имеют высоковязкую структуру, которая лучше всего удовлетворяет требованиям заполнения зазоров.
Клеи, не заполняющие зазоры, можно использовать при натягах и зазорах до 0,2 мм, зазорозаполняющие клеи - при зазорах до 0,6-0,8 мм.
Методом склеивания можно соединять как напорные трубы и изготавливаемые литьем под давлением соединительные детали (угольники, тройники, муфты, втулки под фланец, переходы), так и канализационные трубы и фасонные части. При склеивании канализационных труб и фасонных частей с канавками (желобками) под резиновые кольца необходимо использовать только зазорозаполняющий клей. При этом резиновые кольца в канавки не укладывают, а клей на поверхность канавок не наносят.
Существует много вариантов использования клеевых соединений при прокладке трубопроводов из ПВХ.
До настоящего времени применяют клеевой стык, в котором раструб формуется непосредственно на одной из склеиваемых труб (рис.9, 10).
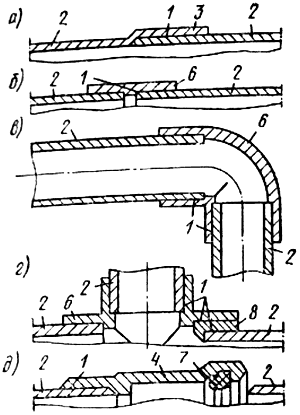
Рис. 9. Конструкции узлов трубопроводов из ПВХ с клеевыми соединениями
1 - клеевой шов;
2 - труба из ПВХ;
3 - прямой раструб;
4 - фигурный раструб;
6 - фасонная часть;
7 - резиновый уплотнитель;
8 - цилиндрическая втулка;
Взаимное положение труб фиксируется продольной чертой, поскольку трубы, как правило, эллипсные, и точная подгонка склеиваемых поверхностей возможна только в зафиксированном положении.
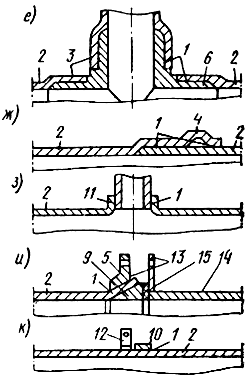
Рис. 10. Конструкции узлов трубопроводов из ПВХ с клеевыми соединениями
1 - клеевой шов;
2 - труба из ПВХ;
3 - прямой раструб;
4 - фигурный раструб;
5 - конический раструб;
6 - фасонная часть;
9 - коническая втулка;
10 - разрезанное кольцо;
11 - горловина;
12 - крепежный элемент;
13 - фланец;
14 - металлическая труба;
15 - резиновая прокладка.
При выполнении больших объемов монтажных работ формование раструбов непосредственно на трубах и строгая маркировка склеиваемых труб затруднительны. Поэтому раструбы заданного диаметра формуют на трубозаготовительных участках с использованием специальных дорнов. При использовании клеев, не заполняющих зазоры, гладкие концы труб в горячем состоянии калибруют в гильзах, обеспечивая тем самым плотное сопряжение склеиваемых поверхностей. При использовании клеев, заполняющих зазоры, необходимость в калибровке отпадает. Освоено изготовление фасонных деталей из литьевых композиций ПВХ для клеевых соединений (рис.9, б, в). При использовании фитингов с ответвлениями и переходами меньший диаметр в фитинг сначала вклеивается специальная переходная втулка, а затем уже труба (рис.9 г). Следует отметить, что наличие в этом стыковочном узле трехслойной склейки не уменьшает его надежности.
Клеевые соединения используются также при присоединении к трубам специальных фасонных элементов для получения разъемных компенсационных стыков с резиновыми уплотнителями (рис.9, д).
Заслуживают внимания предложенные фитинги новой конструкции, предназначенные для склеивания труб из ПВХ (рис.10, е). Склеивание происходит путем вклеивания гладких концов фитингов в формованные на трубах раструбы. Фитинги новой конструкции проще в изготовлении, их масса приблизительно на 40% меньше, внутренние поверхности не набухают и не коробятся под воздействием растворителей и клея, усадка раструба при охлаждении обеспечивает плотное сочленение с фитингом и, кроме того, они позволяют применять менее дефицитные и дешевые клеи, не заполняющие зазоры. Оценивая преимуществ этого стыкового узла, нельзя забывать об увеличении трудоемкости, связанном с необходимостью формования раструбов.
Представляют большой интерес комбинирования соединения, которые можно использовать либо как компенсационные (с резиновыми уплотнителями), либо как неразъемные клеевые (рис.10, ж). Внутренний диаметр раструба с желобком немного больше наружного диаметра трубы с допуском, поэтому для склеивания таких элементов могут использоваться только зазорозаполняющие клеи.
Наличие несклеенной зоны (в желобке) между двумя склеенными лишь незначительно снижает среднюю прочность соединения. Это связано с большой неравномерностью распределения напряжений сдвига по длине нахлестки, когда по концам ее возникают пики напряжений, а середина мало нагружена. С учетом этого при расчете соединений за длину нахлестки можно принимать всю длину раструба.
Распространено использование клеевых соединений при выполнении ответвлений на трубах в фасонных частях из ПВХ (рис.10, з). Этот способ применяется при изготовлении канализационных узлов трубопроводов со многими ответвлениями, например для изготовления двухплоскостных фасонных деталей. Такое соединение выполняется следующим образом. Участок трубы или фасонной детали, из которого должен быть вытянут раструб, разогревают до размягчения газовой горелкой. В центре этого участка тонким острым ножом вырезают небольшое круглое отверстие, в которое вручную или механически подается формующий элемент, заранее помещенный в трубу или деталь. Конфигурация формующего элемента соответствует вытягиваемой им горловине. Патрубок можно вклеивать в горячем состоянии. После того как температура горловины станет ниже температуры стеклования ПВХ (80 °С) и горловина будет сохранять относительную формоустойчивость, формующий элемент вынимают, и в горловину вводят патрубок с нанесенным на его конец клеем.
Иногда применяют разъемное фланцевое соединение с вклеенными коническими втулками (рис.10, и), предназначенное для монтажа труб из ПВХ большого диаметра. Это соединение можно использовать для соединений труб из ПВХ между собой, с металлическими и асбестоцементными трубами, а также с различной фланцевой арматурой.
Втулки представляют собой готовые литьевые элементы, они имеют конусность 15°. На внутреннем конце трубы снимают фаску, конец трубы длиной 10 см нагревают газовой горелкой или опускают в горячую жидкость. Когда конец трубы становится на ощупь мягким, на его внутреннюю поверхность и на наружную поверхность конической втулки наносят тонким слоем клей. Если конец трубы нагревают в горячей жидкости, то перед нанесением клея его обезжиривают. Затем втулку кладут на плоскую поверхность и надвигают на нее трубу в вертикальном положении. Соединенный таким образом конец трубы опускают в воду до полного охлаждения, а затем выдерживают на воздухе не менее 24 ч. Фланец на конец трубы надвигается свободно.
Иногда клеевые соединения применяют для создания упорных поверхностей для различных крепежных элементов (рис 10, к). В этом случае на трубу наклеивают кольцо, представляющее собой разрезанный вдоль оси короткий патрубок того же диаметра, что и сама труба.
Склеиваемые поверхности обычно имеют цилиндрическую форму. Однако склеивание труб между собой и с фитингами может осуществляться в том случае, если склеиваемые поверхности будут иметь коническую форму. Конусность обеих поверхностей обычно одинакова и составляет 15-20 угловых минут. Если фитинги имеют конические поверхности, то гладкие концы труб калибруют в специальных конических гильзах для того, чтобы обеспечить плотную посадку трубы в фитинг с натягом приблизительно 0,1 мм. Такие соединения используются при применении клеев, не заполняющих зазоры. Распространение получил также метод конусной запрессовки, когда цилиндрический конец трубы вводится в конический раструб.
При выполнении конусно-цилиндрического соединения не надо стремиться вдвинуть трубу в раструб до упора. Глубина запрессовки, получаемая при легком нажиме, достаточна для получения прочного и надежного стыка.
Склеивание труб и фасонных частей из ПВХ состоит из следующих операций:
- подготовка концов труб и раструбов под склеивание;
- подготовка клея и его нанесение;
- сборка;
- отверждение соединений.
Подготовка концов труб и раструбов должна предусматривать:
- очистку склеиваемых поверхностей от пыли и других загрязнений (чистой льняной ветошью, неворсистой бумагой);
- придание шероховатости склеиваемым поверхностям и обезжиривание их органическими растворителями - при склеивании без зазора;
- обезжиривание при склеивании с зазором.
Шероховатость внутренней поверхности раструба и наружной поверхности калиброванного конца трубы обеспечивается применением шлифовальной шкурки с крупностью абразивного зерна N 10-16. Придание шероховатости трубам диаметром 100 мм и более целесообразно выполнять с применением ручных приспособлений, в которых шкурка на тканевой основе натягивается на внутреннюю или наружную цилиндрическую поверхность (рис.11).
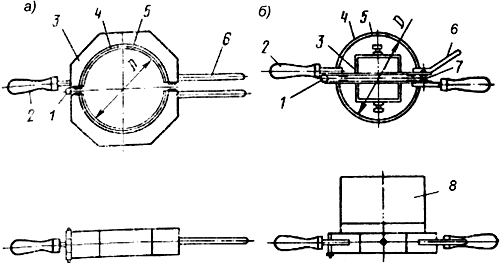
Рис.11. Приспособления для придания шероховатости склеиваемым поверхностям.
а - гладкому концу трубы4
б - внутренней поверхности раструба;
1 - шарнир;
2, 6 - рукоятки;
3 - каркас;
4 - упругая пористая основа;
5 - шлифовальная шкурка;
7 - пружина;
8 - барабан.
Для обезжиривания склеиваемых поверхностей труб и фасонных частей следует применяв метиленхлорид или ацетон. До нанесения клея на наружной поверхности трубы на расстоянии от торца, равном длине раструба, наносится метка.
Перед склеиванием без зазора должна быть проверена плотность сопряжения деталей, в зависимости от которой склеивание выполняют одним или двумя слоями клея. При склеивании без зазора клей следует наносить на две трети глубины раструба и на всю длину калиброванного конца равномерным слоем. При склеивании с зазором (одним слоем при зазоре до 0,4 мм, двумя слоями - при зазоре более 0,4 мм) клей следует наносить сначала тонким слоем на всю длину раструба и затем более толстым слоем на конец трубы в осевом направлении. При необходимости после нанесения первого слоя клея изделие выдерживают в течение 1-1,5 мин, затем наносят второй слой клея.
При склеивании вертикальных трубопроводов для удержания верхней трубы над раструбом нижней на расстоянии, позволяющем наносить клей па внутреннюю поверхность раструба, используют специальное приспособление (рис.12).
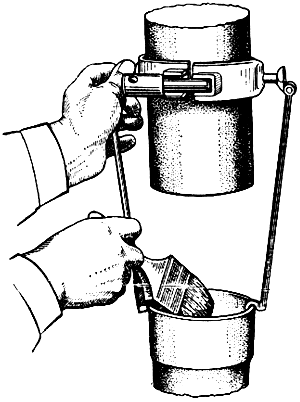
Рис.12. Склеивание вертикальных трубопроводов из ПВХ с помощью удерживающего приспособления
Клей перед употреблением необходимо тщательно перемешать. При нормальной вязкости клей медленно стекает с кисти или стержня для перемешивания с образованием "хвоста". Для зазорозаполняющих клеев время между началом нанесения второго слоя клея и соединением деталей должно составлять не более 3 мин при температуре окружающего воздуха до 25 °С и не более 2 мин - при температуре выше 25 °С. При склеивании деталей без зазора это время не должно превышать 15 - 20 с.
Трубу в раструб вдвигают без вращения на всю длину раструба. Соединение необходимо выдерживать под осевым усилием в течение 1 - 2 мин для исключения отжима торца трубы из раструба и фиксации соединения. Лишний клей, вытесняемый из пространства между склеиваемыми поверхностями, удаляют чистыми тряпками или бумагой. При склеивании не допускается попадание на подготовленные поверхности влаги, снега, пыли, строительной грязи. Банки с клеями и сосуды с растворителями должны иметь герметические крышки и пробки.
Склеенные стыки в течение 5 мин не должны подвергаться механическим воздействиям. При температуре склеивания ниже 10 СС это время увеличивается до 15 мин. Склеенные узлы перед транспортированием должны быть выдержаны не менее 2 ч. Гидравлическим испытаниям трубопровод следует подвергать не ранее чем через 24 ч после склеивания.
Для труб диаметром 160 мм и более работы по нанесению клея должны выполняться двумя рабочими.
Для сборки соединений труб этих диаметров используют устройства, обеспечивающие зажим и центровку заготовок и вдвигание трубы в раструб.
Для нанесения клея используют следующие кисти: для труб диаметром до 25 мм - круглые, диаметром 8 мм; диаметром от 32 до 50 мм - плоские, шириной 25 мм; 63 мм и более - плоские, шириной 50 мм.
Перед сдачей в эксплуатацию водопроводы из ПВХ труб с клеевыми узлами должны подвергаться десятикратной промывке.
При диаметре труб более 100 мм склеивать трубы из ПВХ, и особенно наносить клей и вдвигать гладкий конец в раструб, надо очень быстро вследствие большой летучести не заполняющих зазоры клеев на "слабых" органических растворителях.
При склеивании труб больших диаметров даже при быстрой работе растворитель успевает улетучиться за то время, пока клей наносят на склеиваемые поверхности, после чего трубы уже невозможно вдвинуть одну в другую. Вот почему важно увеличить минимально допустимый интервал между нанесением клея и сопряжением труб между собой.
Эксперименты показали, что при использовании циклогексанона могут быть получены клеевые композиции, которые позволяют увеличить время между нанесением клея и сопряжением труб. Эти клеи представляют собой раствор перхлорвиниловой смолы в смеси слабого и сильного растворителей. Циклогексанон менее летуч, чем метиленхлорид, поэтому клей на смеси растворителей сравнительно долго сохраняет свои свойства. Оптимально циклогексанона в клее должно быть 10 - 12% по массе. Дальнейшее увеличение количества циклогексанона снижает прочность соединений. Для клеев на слабых растворителях при выдержке 30 с между нанесением клея и сопряжением труб уже трудно получить качественное соединение. Для клея с 10%-ным содержанием циклогексанона эта выдержка может быть увеличена до 3 мин.
Прочность клеевых соединений в значительной степени зависит от условий окружающей среды (прежде всего, температуры и влажности). В летнее время при повышенной температуре воздуха из клеев, содержащих перхлорвинил, растворитель быстро испаряется. При пониженных температурах подсыхание клея значительно замедляется. Повышенная влажность воздуха затрудняет склеивание или даже делает его невозможным, так как клей поглощает из воздуха пары влаги. Если при склеивании на воздухе нанесенный слой клея приобретает молочный цвет (в условиях чрезмерной влажности, особенно при тумане), склеивание прекращают; соединение теряет прочность и герметичность.
Как показали исследования, возможно использование клеев на "слабых" растворителях при минимальных положительных температурах около 5°С. Через сутки выдержки при температуре 5°С прочность соединений достигает 70% прочности клеевых соединений, выполняемых и выдерживаемых при температуре 20±2 °С в течение 2 ч.
Гидравлические испытания трубопроводов, которые при обычных условиях рекомендуется проводить не менее чем через сутки после склеивания, при склеивании и выдержке при температуре 3 - 10°С должны проводиться не ранее чем через трое суток.
Сосуды для приготовления и хранения клея подбирают с учетом диаметров склеиваемых труб и технологии нанесения клея. Так, для склеивания труб небольшого диаметра (до 50 мм) предпочтение нужно отдать глубоким сосудам с небольшой свободной поверхностью (диаметром 3 - 4 см). Для склеивания труб больших диаметров нужно подбирать такие сосуды для клея, диаметр которых лишь ненамного превышает размер применяемых кистей.
Выполнение клеевых соединений при отрицательных температурах возможно только при соответствующем прогреве стыков после сопряжения труб. Выдержка клеевого стыка в течение 1 ч при температуре 40 - 50°С позволяет стыку набрать приблизительно 2/3 нормальной прочности. В дальнейшем даже при низких температурах прочность клеевых соединений пусть медленнее, чем при нормальной температуре, но все же увеличивается. Несмотря на это, склеивать трубы в зимних условиях следует только в случае крайней необходимости, так как работы не только значительно удорожаются, но может снизиться их качество, если не будут строго соблюдаться все технологические параметры склеивания.
Для склеивания труб без зазора и с небольшим натягом можно использовать клей ПЭД-Б. Этот клей представляет собой композицию на основе эпоксидной и перхлорвиниловой смол. Растворителями для него служат метиленхлорид и дихлорэтан. При склеивании в клей ПЭД-Б вводится 1 % отвердителя - полиэтиленполиамина. Наличие в клее эпоксидной и перхлорвиниловой смол свидетельствует о его хорошей адгезии как к ПВХ, так и к металлу. Клеем ПЭД-Б можно склеивать трубы из ПВХ как между собой, так и со стальными трубами. В последнем случае должны применяться переходные стальные патрубки, которые с одной стороны будут склеиваться с трубами из ПВХ, а с другой - привариваться к стальным трубам.
Конец переходного патрубка, вставляемый в раструб из ПВХ, должен быть обточен на токарном станке, во-первых, для получения ровной (без швов, местных выпуклостей и т.д.) шероховатой поверхности, во-вторых, для получения такого диаметра конца, при котором при сопряжении труб возникло бы некоторое давление запрессовки (натяг до 0,1 - 0,2 мм), что весьма желательно при применении клея ПЭД-Б.