

Допуски на изготовление вытяжных пуансонов и матриц для вытяжки .
|
Толщина материала ,мм
|
Значения допусков в зависимости от номинального диаметра вытяжки, мм |
|||
|
10….50 |
50….200 |
|||
|
|
|
|
|
|
|
0,25 |
0,02 |
0,01 |
0,03 |
0,015 |
|
0,35 |
0,03 |
0,02 |
0,04 |
0,02 |
|
0,50 |
0,04 |
0,03 |
0,05 |
0,03 |
|
0,60 |
0,05 |
0,035 |
0,06 |
0,04 |
|
0,80 |
0,07 |
0,040 |
0,08 |
0,05 |
|
1,0 |
0,08 |
0,050 |
0,09 |
0,06 |
|
1,2 |
0,09 |
0,060 |
0,10 |
0,07 |
|
1,5 |
0,11 |
0,070 |
0,12 |
0,08 |
|
2,0 |
0,13 |
0,085 |
0,15 |
0,10 |
|
2,5 |
0,15 |
0,100 |
0,18 |
0,12 |
Таблица 4.6
Значения одностороннего зазора при вытяжке цилиндрических деталей
|
Операции вытяжки
|
Квалитеты точности |
|
|
11,12,13 |
14,15,16 |
|
|
Первая вытяжка |
|
|
|
Промежуточные вытяжки |
|
|
|
Последняя вытяжка |
|
|
Таблица 4.7
Прибавка для определения величины зазора при вытяжке
|
Толщина материала S ,мм |
0,2 |
0,5 |
0,8 |
1,0 |
1,2 |
1,5 |
1,8 |
2,0 |
2,5 |
3,0 |
4,0 |
|
Прибавка, a ,мм |
0,03 |
0,1 |
0,12 |
0,15 |
0,17 |
0,19 |
0,21 |
0,22 |
0,25 |
0,30 |
0,35 |
Пример расчета.
Рассчитать исполнительные размеры матрицы и пуансона для вытяжки детали типа стакан (Рис.4.22)
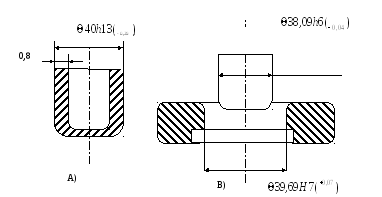
Рис. 4.22. Чертеж детали (А) и исполнительные размеры инструмента (В).
На чертеже детали задан наружный диаметр . Поэтому расчет размеров матрицы и пуансона производится по первому варианту .
Величина зазора между матрицей и пуансоном определяется для 13 квалитета точности штампуемой детали :
![]() мм.
мм.
Диаметр матрицы :
![]() мм.
мм.
Диаметр пуансона :
![]() и по таблице 4.4
и по таблице 4.4
![]() мм
;
мм
;
![]() мм.
мм.
Таким образом :
![]() мм
и
мм
и
![]()
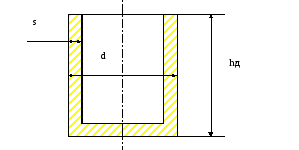
Индивидуальные задания
|
№п/п |
Диаметр изделия d,мм |
Высота изделия hд, мм |
Толщина стенки s, мм |
Габариты листа АхВ (ммхмм) |
|
1 |
23 |
12 |
0,5 |
3000х6000 |
|
2 |
14 |
8 |
0,4 |
2500х5000 |
|
3 |
12 |
12 |
0,2 |
1500х6000 |
|
4 |
25 |
10 |
0,8 |
2000х4000 |
|
5 |
17 |
12 |
1,0 |
2500х6000 |
|
6 |
18 |
10 |
0,6 |
1800х3000 |
|
7 |
35 |
15 |
1,2 |
2300х4500 |
|
8 |
40 |
21 |
0,3 |
3200х5500 |
|
9 |
36 |
8 |
0,9 |
1800х3000 |
|
10 |
48 |
24 |
1,5 |
3000х5000 |