

1. Исходное задание ;
2. Расчет размеров исходной заготовки с припуском на обрезку (стр. 188)
Диаметр исходной заготовки для вытяжки с учетом припуска на обрезку неровного края определяют как :
![]() ,
,
где
![]() -
высота изделия по чертежу ;
-
высота изделия по чертежу ;
![]() -
припуск на обрезку неровной кромки .
(Для отношения h/d 0т 0,5 до 2 и высоте от 20
до 80 мм , припуск
-
припуск на обрезку неровной кромки .
(Для отношения h/d 0т 0,5 до 2 и высоте от 20
до 80 мм , припуск
![]() составляет 2…5 мм.)
составляет 2…5 мм.)
3,4 Расчет зазора между матрицей и пуансоном , исполнительных размеров вырубных матрицы и пуансона и усилия вырубки (стр.157-167);
Для операций вырубки и пробивки зазор на обе стороны определяют как :
z = m S ,
где m = 0,05…0,2 ; S – толщина материала .
При вырубке диаметр Дм равен диаметру Дд получаемой детали , а диаметр пуансона
Dп = Dд – z .
При пробивке наоборот Dм = Dд + z .
Существует определенный диапазон размеров между его минимальным zmin и zmах значениями . В процессе эксплуатации штампа зазор постепенно увеличивается , поэтому расчетный зазор принимается минимальным .
Зазоры между матрицей и пуансоном
|
Толщина материала, мм |
Начальный зазор |
Толщина материала, мм |
Начальный зазор |
||
|
наименьший |
наибольший |
наименьший |
наибольший |
||
|
0,3 0,5 0,8 1.0 1,2 1,5 1,8 2,0 2,2 2,5 2,8 3,0 3,5 4,0 4,5 5 |
0,02 0,03 0,05 0,06 0,08 0,10 0,12 0,14 0,17 0,20 0,22 0,24 0,32 0,40 0,50 0,60 |
0,04 0,06 0,08 0,10 0,12 0,16 0,20 0,22 0,25 0,28 0,32 0,36 0,46 0,56 0,68 0,80 |
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
0,8 1,0 1,3 1,5 1,8 2,1 2,4 2,7 3,0 3,3 3,6 3,9 4,2 4,5 4,9 |
1,0 1,3 1,6 1,8 2,2 2,5 2,7 3,0 3,4 3,7 4,0 4,4 4,7 5,0 5,4 |
|
Примечания: 1. Наименьшие начальные зазоры являются номинальными. Наибольшие начальные зазоры учитывают увеличение их за счет допусков на изготовление пуансона и матрицы. 2. При пробивке отверстий с гладкими стенками в материале толщиной до 5 мм зазоры брать по нижнему пределу, указанному в данной таблице. 3. Для вырубки и пробивки мягкого алюминия толщиной до 5 мм зазоры брать по нижнему пределу, а для вырубки и пробивки твердых материалов (σв > > 50 кгс/мм2) — по верхнему пределу, указанному в таблице. |
|||||
Установление направления зазора зависит от того , какие размеры детали ( наружные или внутренние ) надо выдержать .При вырубке величина детали определяется размером матрицы , и зазор назначается за счет уменьшения размеров пуансона .При пробивке отверстия его размер определяется пуансоном , поэтому расчетным размером является размер пуансона , а зазор назначается за счет увеличения размера матрицы.
Таблица 4.2
Допуски на изготовление круглых вырубных и пробивных пуансонов и матриц
|
Толщина материала,мм |
Зазор, z ,мм |
Диаметральные допуски на изготовление , мм |
|
|
матриц |
пуансонов |
||
|
0,3 |
0,02 |
0,015 |
0,010 |
|
0,05 |
0,03 |
0,020 |
0,010 |
|
0,8 |
0,05 |
0,020 |
0,012 |
|
1,0 |
0,06 |
0,025 |
0,015 |
|
1,5 |
0,10 |
0,030 |
0,020 |
|
2,0 |
0,14 |
0,040 |
0,020 |
|
2,5 |
0,20 |
0,050 |
0,030 |
|
3,0 |
0,24 |
0,060 |
0,030 |
|
4,0 |
0,4 |
0,080 |
0,040 |
|
5,0 |
0,6 |
0,100 |
0,050 |
Размеры матриц и пуансонов определяются по следующим зависимостям :
- при вырубке наружного контура :
![]() ;
;
![]() .
.
- при пробивке отверстий :
![]() ;
;
![]() .
.
Здесь Dм
, Dп,dм
, dп
- диаметры матрицы и пуансона при вырубке
и пробивке соответственно ; zmin
– зазор между матрицей и пуансоном ;![]() -
припуск на износ инструмента ,
-
припуск на износ инструмента ,
![]() -
допуск на изготовление матрицы и
пуансона.
-
допуск на изготовление матрицы и
пуансона.
Припуск на износ
инструмента
![]() - определяется точностью штампуемой
детали :
- определяется точностью штампуемой
детали :
при
![]() 0,1
0,1
![]()
![]() =
=![]() ;
;
при
![]() 0,1
0,1
![]() , где
, где
![]() поле
допуска детали , указанное на чертеже.
поле
допуска детали , указанное на чертеже.
При вырубке
детали допуск на матрицу
![]() принимают по 7-му квалитету точности с
посадкой по Н7 ( при толщине листа s<4
мм) и допуск на пуансон
принимают по 7-му квалитету точности с
посадкой по Н7 ( при толщине листа s<4
мм) и допуск на пуансон
![]() соответственно
по h6 .
соответственно
по h6 .
При пробивке отверстия допуск на пуансон принимается по 7-му квалитету с посадкой по h6, а на матрицу – по Н7.
При раздельном
изготовлении матриц и пуансонов сумма
абсолютных значений
![]() и
и
![]() не должна превышать разности между
наименьшими и наибольшими зазорами :
не должна превышать разности между
наименьшими и наибольшими зазорами :
![]() +
+![]() <zmax-zmin
.
<zmax-zmin
.
Если при назначении
табличных допусков
![]() и
и
![]() это
неравенство не соблюдается то допуски
следует уменьшить.
это
неравенство не соблюдается то допуски
следует уменьшить.
При любой технологии изготовления вырубных штампов необходимо чтобы
![]() ,
,![]() <0,3
<0,3![]() .
.
Пример расчета .
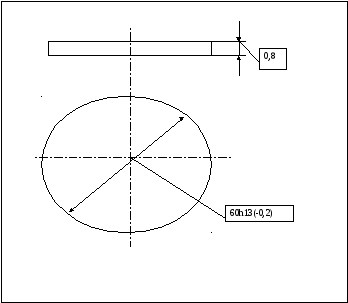
Рис. 4.8. Чертеж детали получаемой вырубкой
![]()
Рассчитаем исполнительные размеры матрицы и пуансона штампа.
В соответствии с чертежом допуск на наружный диаметр составляет
![]() ,
т.к.
,
т.к.
![]() ,
то припуск на износ инструмента
,
то припуск на износ инструмента
![]() мм.
мм.
Значения зазоров между матрицей и пуансоном по таб.4.1 :
Zmin=0,075 ; Zmах=0,140.
Размеры рабочих деталей штампа для вырубки деталей :
![]() =60-0,16=59,84мм
,
=60-0,16=59,84мм
,
![]() =60-0,16-0,075=59,765мм.
=60-0,16-0,075=59,765мм.
Допуски на изготовление матрицы и пуансона выбирают по таб.4.2 и 7-му квалитету точности :
т.к. s<мм , то
![]() =+0,030
мм и
=+0,030
мм и
![]() =
-0,020 мм.
=
-0,020 мм.
Выполняем проверку :
0,030+0,020<0,140-0,075.
Окончательные рабочие размеры матрицы и пуансона :
![]() 59,840Н7(+0,030)
,
59,840Н7(+0,030)
,
![]() 59,765(-0,020).
59,765(-0,020).
Расчетное усилие пробивки P= KLSτср ,
где К = 1,3…3 ( коэффициент затупления режущих кромок ) , L – периметр среза , τср = (0,6…0,7)σв .
При вырубке и пробивке пуансон плотно охватывается металлом . Для снятия металла с пуансона следует приложить усилие
Рсн= 0,1Р .
5. Карты раскроя по двум вариантам ( однорядный раскрой и двурядный ), расчет размеров полосы и коэффициенты использования материала полосы и листа для каждого из вариантов (стр.198-211).
Величина перемычек между вырубаемыми заготовками «в» - междетальная – и от края заготовки до края полосы (листа, рулона, ленты) «а» - боковая ( рис. 4.23)– зависят от формы и размеров заготовки, толщины и марки штампуемого материала, вида раскроя и способа подачи полосы в штамп.
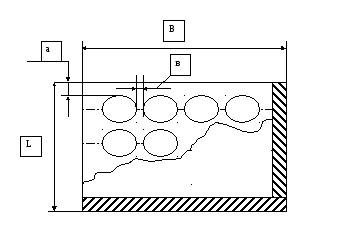
Рис.4.23. Карта раскроя материала.
В зависимости от перечисленных факторов ширина перемычки изменяется от 0,8 до 5,0 мм – при S < 4,0 мм и от 3,1 до 9,0 мм - при S = (4…10) мм.
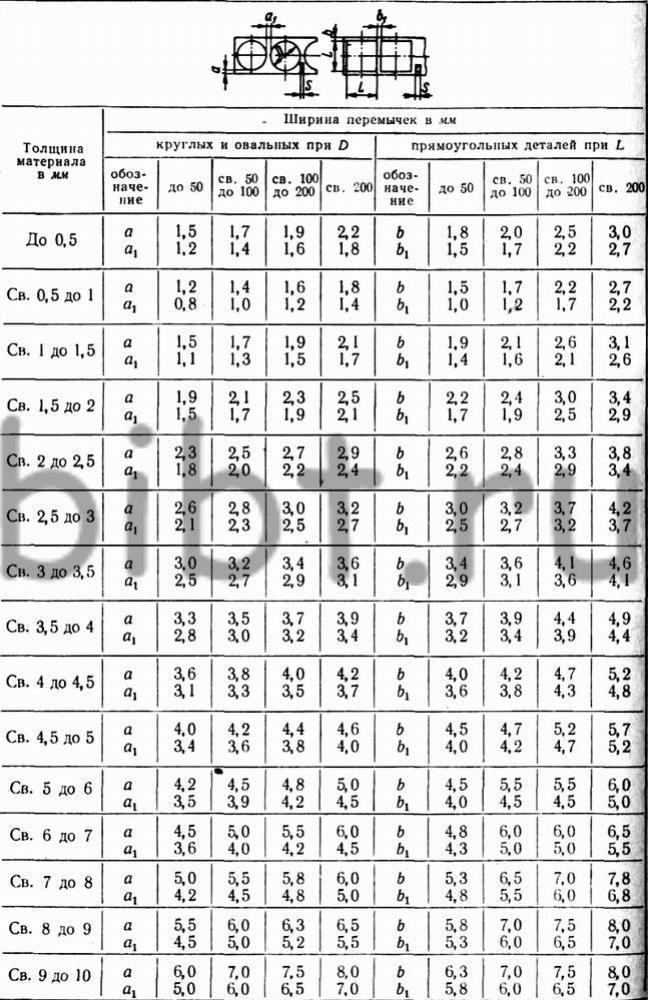
Перемычка «а», как правило, превышает по величине перемычку «в» .Определение перемычек производится по таблицам .4.8.
Таблица 4.8. Величины перемычек .
При штамповке деталей имеющих круглую форму КИМ1 полосы можно определить следующим образом:
КИМ1=![]() - при однорядном раскрое ;
- при однорядном раскрое ;
КИМ1=![]() -
при двухрядном раскрое,
-
при двухрядном раскрое,
где D- диаметр детали ; а и в – размер внешней и внутренней перемычек.
Если полоса
отрезается от листа , а лист раскраивается
на полосы , то в общем случае общий
![]() будет равен :
будет равен :
![]() =КИМ1*КИМ2
,
=КИМ1*КИМ2
,
где КИМ2 – коэффициент использования листа при раскрое на полосы.
КИМ2=
![]() ,
,
где
![]() -
суммарная площадь вырезанных из листа
полос ,
-
суммарная площадь вырезанных из листа
полос ,
![]() -
площадь листа.
-
площадь листа.