

1.Основная часть
1.1 Классификация сталей
Сталь - деформируемый (ковкий) сплав железа с углеродом (до 2,14%) и другими элементами. Получают, главным образом, из смеси чугуна со стальным ломом в кислородных конвертерах, мартеновских печах и электропечах. Сплав железа с углеродом, содержащий более 2,14% углерода, называют чугуном.
Классификация сталей и сплавов производится:
по химическому составу
по структурному составу
по качеству (по способу производства и содержанию вредных примесей
по степени раскисления и характеру затвердевания металла в изложнице
по назначению
По химическому составу углеродистые стали делят в зависимости от содержания углерода на следующие группы:
малоуглеродистые - менее 0,3% С;
среднеуглеродистые - 0,3-0,7% С;
высокоуглеродистые - более 0,7 %С.
Для улучшения технологических свойств стали легируют. Легированной называется сталь, в которой, кроме обычных примесей, содержатся специально вводимые в определенных сочетаниях легирующие элементы (Cr, Ni, Mo, Wo, V, Al, B, Ti и др.), а также Мn и Si в количествах, превышающих их обычное содержание как технологических примесей (1% и выше). Как правило, лучшие свойства обеспечивает комплексное легирование.
В легированных сталях их классификация по химическому составу определяется суммарным процентом содержания легирующих элементов:
низколегированные - менее 2,5%;
среднелегированные - 2,5-10%;
высоколегированные - более 10%.
По качеству, то есть по способу производства и содержанию вредных примесей, стали и сплавы делятся на четыре группы:
|
Группа |
S, % |
P,% |
|
Обыкновенного качества (рядовые) |
менее 0,06% |
менее 0,07 |
|
Качественные |
менее 0,04% |
менее 0,035 |
|
Высококачественные |
менее 0,025% |
менее 0,025 |
|
Особовысококачественные |
менее 0,015% |
менее 0,025 |
Стали обыкновенного качества
Стали обыкновенного качества (рядовые) по химическому составу-углеродистые стали, содержащие до 0,6% С. Эти стали выплавляются в конвертерах с применением кислорода или в больших мартеновских печах. Примером данных сталей могут служить стали СтО, СтЗсп, Стбкп.
Стали обыкновенного качества, являясь наиболее дешевыми, уступают по механическим свойствам сталям других классов.
Стали качественные
Углеродистые стали обыкновенного качества и качественные по степени раскисления и характеру затвердевания металла в изложнице делятся на спокойные, полуспокойные и кипящие. Каждый из этих сортов отличается содержанием кислорода, азота и водорода. Так в кипящих сталях содержится наибольшее количество этих элементов.
Стали высококачественные
Стали высококачественные выплавляются преимущественно в электропечах, а особо высококачественные - в электропечах с электрошлаковым переплавом (ЭШП) или другими совершенными методами, что гарантирует повышенную чистоту по неметаллическим включениям (содержание серы и фосфора менее 0,03%) и содержанию газов, а следовательно, улучшение механических свойств. Это такие стали как 20А, 15Х2МА.
Стали особовысококачественные
Особовысококачественные стали подвергаются электрошлаковому переплаву, обеспечивающему эффективную очистку от сульфидов и оксидов. Данные стали выплавляются только легированными. Их производят в электропечах и методами специальной электрометаллургии. Содержат не более 0,01% серы и 0,025% фосфора. Например: 18ХГ-Ш, 20ХГНТР-Ш.
По назначению стали и сплавы классифицируются на конструкционные, инструментальные и стали с особыми физическими и химическими свойствами.
Конструкционные стали
Конструкционные
стали принято делить на строительные,
для холодной штамповки, цементируемые,
улучшаемые, высокопрочные, рессорно-пружинные,
шарикоподшипниковые, автоматные,
коррозионно-стойкие, жаростойкие,
жаропрочные, износостойкие стали.
Инструментальные стали
Инструментальные стали по назначению делят на стали для режущих, измерительных инструментов, штамповые стали.
1.2
Свариваемость сталей
Большое влияние на качество сталей оказывает так называемая их раскисляемость, которая характеризуется содержанием марганца, кремния и некоторых других элементов и равномерностью их распределения. По этому параметру различают три вида стал ей: кипящая - «кп», полуспокойная - «пс» и спокойная - «сп».
Кипящая сталь отличается большой неравномерностью распределения вредных примесей (особенно серы и фосфора) по толщине проката и получается при неполном раскислении металла марганцем. Характерной особенностью этого вида сталей является склонность к старению и образование кристаллизационных трещин в шве и околошовной зоне, что приводит к переходу в хрупкое состояние при отрицательных температурах.
Спокойная сталь получается при равномерном распределении примесей, поэтому она менее склонна к старению и меньше реагирует на сварочный нагрев. Полуспокойная сталь занимает промежуточное значение между кипящей и спокойной.
Все эти свойства учитывают при выборе технологических приемов сварки, способов формирования сварочного шва, параметров теплового воздействия и т.д.
В качестве примера приведем свариваемость сталей, как наиболее распространенных конструктивных материалов.
Для сварных конструкций лучше всего использовать низкоуглеродистые и низколегированные стали, обладающие высокой степенью свариваемости. Наибольшее влияние на качество сварного соединения оказывает углерод. Увеличение содержания углерода и ряда других легирующих элементов снижает свариваемость сталей, ухудшая качество шва. Сварные соединения высокоуглеродистых и высоколегированных сталей отличаются повышенным содержанием трещин и выполняются по специальной технологии.
Классификация
сталей по свариваемости
|
Группа по свариваемости |
Марка стали | |
|
Углеродистая |
Конструкционная легированная | |
|
1 .Хорошая |
Ст.1;Ст.2;Ст.З; Ст. 4;0, 8; сталь 10,15,20,25; 12кп, 15кп, 1бкп, 20кп |
15Г,- 20Г; 15Х;1 5ХА; 20Х; 15ХМ; 14ХГС; 10ХСМД; 10ХГСМД ,15ХСМД |
|
2. удовлетворительная |
Ст5,- стальЗ0, 35 |
12ХМ2; 12ХНЗА;14Х2Ж; 10Г2МП; 20ХНЗА; 20ХН; 20ХГСА; 25ХГСА; З0Х, 30ХМ |
|
3.Ограниченная |
Стб; сталь40, 45, 50 |
35Г; 40Г; 45Г; 40Г2,- 35Х,- 40Х; 45Х; 40ХН; 40; 40ХМФЙ," ЗОХГС; ЗОХГСА; зохгсм,- 35ХМ; 20Х2Н4А; 4ХС; 12Х2Н4МА |
|
4 .Плохая |
сталь65, 70, 75, 80, 85, У7, У8, У9, У10, У11, У12 |
50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; 6Хс; 7X3,- 9ХС; 8X3; 5ХНТ; 5ХНВ |
Стали, относящиеся к хорошим, имеют содержание углерода менее 0,25%. Они хорошо свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Стали, относящиеся к удовлетворительным, имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильно подобранных режимах сварки дают качественный шов. Для улучшения качества сварки часто применяют подогрев.
Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. Плохо свариваемые стали содержат углерод в количестве более 0,45%. При их сварке требуются специальные технологические процессы.
Легирование стали одним или несколькими легирующими элементами придает ей определенные физико-механические свойства. Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости и первостепенная роль в этом принадлежит углероду.
Низколегированные стали хорошо свариваются всеми способами плавления. Получение же при сварке равнопрочного сварного соединения, особенно у термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих швов эти зоны становятся участками деформационного старения. Это в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин. В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали имеют высокую чувствительность к термическому циклу сварки.
Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
1.3
Подбор источника
Дуговая сварка может производиться на постоянном или переменном токе. Питание сварочной дуги осуществляется при сварке на постоянном токе от сварочных генераторов и выпрямительных установок, при сварке на переменном токе - от сварочных трансформаторов, а также от генераторов повышенной частоты. Различные по назначению источники питания дуги обычно имеют различные внешние характеристики. Поэтому существуют определенные требования, предъявляемые к ним при разных способах электрической дуговой сварки. Например, преобразователь ПС-100 предназначен для дуговой сварки однофазным переменным током повышенной частоты.
Сварочные
генераторы бывают однопостовыми и
многопостовыми, в зависимости от
предназначения: для одновременного
питания одной или нескольких сварочных
дуг.
Сварочные провода должны быть гибкими, с легкой и прочной изоляцией. Жесткие провода с тяжелой изоляцией утомляют рабочего и затрудняют выполнение сварки.
Сварочные трансформаторы выбираются в соответствии со способом сварки и родом тока.
В настоящее время более широкое распространение имеет сварка на переменном токе. Это объясняется главным образом эксплуатационными и экономическими преимуществами этого вида сварки.
В настоящее время более широкое распространение имеет сварка на переменном токе. Это объясняется главным образом эксплуатационными и экономическими преимуществами этого вида сварки, состоящими в следующем.
Оборудование для сварки на переменном токе (трансформаторы и регуляторы) значительно дешевле, чем для сварки на постоянном токе, имеет меньший вес и габариты, проще в отношении обслуживания, ухода и эксплуатации.
2. Коэффициент полезного действия (к. п. д.) сварочных трансформаторов с регуляторами составляет 0,8—0,85, а агрегатов для однопостовой сварки на постоянном токе 0,3—0,6. При многопостовой сварке на постоянном токе значительная часть энергии теряется в балластном реостате, поэтому средний к. п. д. поста составляет только 0,24—0,43.
Различные к. п. д. оборудования обусловливают различный расход энергии на 1 кг наплавленного металла: 3—4 квт-час/кг при сварке на переменном токе, 6—8 квт-час/кг при однопостовой и 8—10 квт-час/кг при многопостовой сварке на постоянном токе. Кроме того, при сварке на переменном токе магнитное отдувание дуги значительно меньше, чем при сварке на постоянном токе.
К недостаткам сварки на переменном токе относятся:
низкий коэффициент мощности сварочного поста, равный обычно 0,3—0,4; cos ф электрического двигателя у преобразователя для сварки на постоянном токе равен 0,6—0,7;
2) меньшая устойчивость сварочной дуги переменного тока при сварке электродами малых диаметров;
3) в практике иногда применяют электроды, которыми можно работать только при обратной полярности постоянного тока (например, УОНИ-13 и др.), а также электроды, предназначенные для сварки на переменном и постоянном токе, но дающие лучшее качество швов при сварке на постоянном токе (например, К-5 и др.). Применение таких электродов ограничивает сварку на переменном токе.
1.4 Подготовка металла под сварку
В
подготовку металла под сварку входит
правка, разметка и наметка, резка и
обработка кромок, холодная и горячая
гибка. Правка производится преимущественно
на станках, а иногда вручную. Листовой,
полосовой и профильный прокат правят
на вальцах, которые чаще всего имеют
семь или девять валков.
Вальцы оборудуются двумя роликовыми столами для загрузки и выхода металла в процессе правки. При правке листы пропускают через вальцы от 3 до 5 раз.
Наряду с машинной правкой иногда применяют ручную правку. Последнюю производят на чугунных или стальных правильных плитах ударами молота, кувалды и при помощи винтового пресса.
Правку
угловой стали производят на углоправильных
вальцах или на ручных винтовых прессах,
а двутавров и швеллеров — на приводных
или ручных правильных прессах.
Разметка и наметка. При индивидуальном производстве выправленный металл поступает на разметку, а при массовом и серийном производстве поступает для наметки. Перед разметкой и наметкой поверхность металла грунтуется меловой краской на клею.
При разметке однотипных деталей для массового и серийного производства пользуются металлическими или фанерными шаблонами. Разметка при помощи шаблонов называется наметкой. Инструментами для выполнения разметки и наметки служат чертилка из закаленной стали, кернеры, стальные линейки и угольники, стальные циркули и рейсмусы, молотки, клямеры, струбцины, стальные рулетки и др.
Резка. Резка металла на заготовки производится механическим способом на ножницах и пилах или газокислородным пламенем. Механическая резка производится в основном на ножницах и применяется преимущественно для прямолинейного реза листов толщиной до 20 мм. Наибольшее применение имеют гильотинные ножницы с ножами длиной от 1 до 3 м и пресс-ножницы с длиной ножей до 700 мм
Для криволинейного реза толщин до 6 мм применяются роликовые ножницы с дисковыми ножами. Для прямолинейного реза больших толщин и дла криволинейного реза толщин свыше 6 мм применяется преимущественно газокислородная резка ручная, полуавтоматическая и автоматическая. Для холодной резки стержней круглого и других сечений применяются круглые (циркульные) зубчатые и фрикционные пилы.
Обработка кромок под сварку. Обработка и скос кромок под сварку производятся механическим путем на кромкострогальных и продольно-строгальных станках или газокислородным пламенем. При небольшом объеме работ иногда применяют рубку пневматическим зубилом. Гибка. Гибка листового, полосового и широкополосового металла производится на листогибочных трехвалковых и четырехвалковых вальцах.
На холодную гибку поступают листы с подготовленными кромками и вырезанными отверстиями малых диаметров. Гибка профильного металла производится на правильно-гибочных прессах и роликовых гибочных станах. Наименьший допустимый радиус гибки стали в холодном состоянии рекомендуют брать равным 25-кратной толщине листа или высоте симметричного профиля. Если радиус холодной гибки меньше 25 толщин деформируемой стали, то возможны надрывы наружных волокон.
Гибка больших толщин и гибка обечаек малого диаметра, при средней толщине листа, производится горячим способом в кузнечно-прессовых цехах. Нагрев деталей производится до температуры 1000—1100°С, при которой металл легко поддается деформированию. Подготовку кромок под сварку и вырезку больших отверстий производят после горячей гибки.
1.5 Технология сварки тонкостенных стальных деталей
Основная
трудность дуговой сварки стальных
листов и деталей толщиной 3-6 мм, не
позволяющих разделку кромок, - правильное
формирование обратной стороны шва. При
недостаточном подводе тепла дуги к
месту сварки получается непровар
сечения, а чрезмерный подвод тепла
вызывает полное проплавление, и
расплавленный металл вытекает из объема
шва, образуя с обратной стороны отверстия
(прожоги) или натеки. Получать полное
проплавление толщины сечения без натеков
или прожогов очень трудно. В процессе
сварки обратная сторона шва не видна,
и сварщик, как правило, работает в режиме,
вызывающем непровар. Оставшийся в
результате непровара зазор становится
центром концентрации напряжений, и
сварной шов быстро разрушается, особенно
при переменных или ударных нагрузках.
Лучший способ устранения непровара - подварка шва с обратной стороны. Но часто подварку трудно выполнить, так как обратная сторона шва бывает малодоступна (потолочное положение) или совсем недоступна (сварка труб встык и т. п.), кроме того, подварка значительно увеличивает трудоемкость работ (на 30-40%).
Сварку таких деталей выполняют на постоянном токе 140-160 А прямой полярности электродами диаметром 3-4 мм. Чтобы избежать непроваров, прожогов или натеков, рекомендуется применять подкладки, плотно прикладываемые к обратной стороне шва. Съемные подкладки изготавливают из красной меди. Так как медь высокотеплопроводный металл, то при соприкосновении с расплавленным металлом подкладки не оплавляются и после окончания сварки легко удаляются. Там, где возможно, применяют несъемные подкладки из стальной полосы толщиной 3-4 мм и шириной 30-50 мм. Они остаются приваренными к обратной стороне шва. Применение подкладок значительно повышает производительность сварки, так как сварщик может не опасаться прожогов, работать на повышенных режимах.
Особую трудность для электродуговой сварки представляют стали толщиной менее 3 мм. Листы такой толщины сваривают без зазора в стыке или чаще всего с отбортовкой кромок.
Кромки листа отгибают на угол 90°. Получить хороший шов с такой отбортовкой затруднительно, так как возможен неравномерный провар кромок, поэтому кромки отгибают на 180°. Это дает возможность эффективнее применять электроды с качественным покрытием и получить хороший ровный шов.
Сварку массивных деталей ведут на переменном токе или на постоянном токе при прямой полярности, а тонкостенные детали - при обратной полярности.
1.6
Дефекты и способы их устранения
1. Отклонение по ширине и высоте швов, катету, перетяжки швов. Размеры швов не соответствуют требованиям ГОСТа.
Способ выявления и устранения: внешний осмотр швов и проверка размеров шаблонами. Устраняется срубанием излишков металла, зачисткой швов, подваркой узких мест шва.
2.
Подрезы
зоны сплавления —
дефекты
в виде углубления по линии сплавления
сварного шва с основным металлом.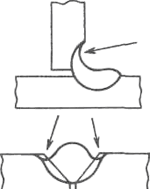
Способ выявления и устранения: внешний осмотр швов. Зачистка места подреза, подварка шва.
3. Пора в сварном шве — дефект сварного шва в виде полости округлой формы, заполненной газом. Цепочка пор — группа пор в сварном шве, расположенных в линию.
Способ выявления и устранения: внешний осмотр, осмотр излома шва; рентгено - и гаммаконтроль, контроль ультразвуком, магнитографический метод контроля и др. Выстрогать скопление пор, зачистить, подварить. Уплотнить проковкой в процессе сварки при температуре светло-красного цвета шва.
 4.
Свищи —
дефекты
в виде воронкообразного углубления.
4.
Свищи —
дефекты
в виде воронкообразного углубления.
Способ выявления и устранения: внешний осмотр, удалить рубкой или строжкой, зачистить, подварить.
5. Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных сваликов сварного шва.
Способ выявления и устранения: внешний осмотр излома. Внутренний контроль. Полностью удаляют (вырубают или выстрагивают, зачищают и подваривают).
6.
Наплыв
на сварном соединении —
дефект
в виде натекания металла шва на поверхность
основного металла или ранее выполненного
валика без сплавления с ним.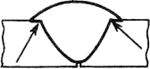
Способ выявления и устранения: внешний осмотр, наплыв подрубить, удалить, непровар подварить.
7. Шлаковые включения — дефекты в виде вкрапления шлака.
Способ выявления и устранения: внешний осмотр излома шва. Рентгено- и гаммаконтроль, контроль ультразвуком, магнитографический контроль. Удаляют, зачищают, подваривают.
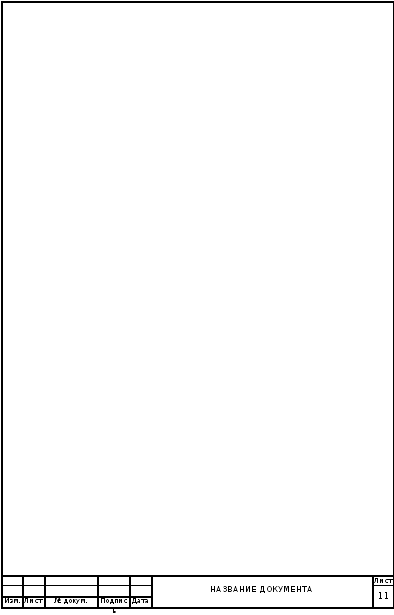
8.
Трещины —
дефекты
сварного соединения в виде разрыва в
сварном шве и (или) прилегающих к нему
зонах.
Способ выявления и устранения: внешний осмотр, осмотр излома, рентгено- и гаммаконтроль, контроль ультразвуком и магнитографический метод. Полностью удалить, зачистить, подварить.
9. Прожог — дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Способ выявления и устранения: внешний осмотр, удалить (вырубить или выстрогать), подварить.
10.
Кратер —
углубление,
образующееся под действием давления
пламени при внезапном окончании сварки.

Способ выявления и устранения: внешний осмотр, зачистить, подварить.
11. Брызги металла — дефекты в виде затвердевших капель на поверхности сварного соединения.
Способ выявления и устранения: Внешний осмотр. Зачистка поверхности. Применение защитного покрытия марки П1 или П2.
12. Перегрев металла - металл имеет крупнозернистую структуру, металл хрупкий, непрочный, неплотный. Исправляют термообработкой. Причина: сварка пламенем большой мощности.
13. Пережог металла - наличие в структуре металла окисленных зерен, обладающих малым сцеплением из-за наличия на них пленки оксидов. Возникает при избытке кислорода в пламени (если это не требуется техпроцессом, как при сварке латуни). Пережженный металл хрупок и не поддается исправлению. Определить его можно по цветам побежалости (на стали).
1.7 Контроль качества
Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям,
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
Неразрушающие методы:
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам - сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос - сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 - 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 - 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Вакуумному
контролю подвергают
сварные швы, которые невозможно испытать
керосином, воздухом или водой и доступ
к которым возможен только с одной
стороны. Его широко применяют при
проверке сварных швов днищ резервуаров,
газгольдеров и других листовых
конструкций. Сущность метода заключается
в создании вакуума на одной стороне
контролируемого участка сварного шва
и регистрации на этой же стороне шва
проникновения воздуха через имеющиеся
неплотности. Контроль ведется с помощью
переносной вакуум-камеры, которую
устанавливают на наиболее доступную
сторону сварного соединения , предварительно
смоченную мыльным раствором.
В зависимости от формы контролируемого изделия и типа соединения могут применяться плоские, угловые и сферические вакуум-камеры. Для создания вакуума в них применяют специальные вакуум-насосы.
Люминесцентный контрольи контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты - трещины, поры, непровары. Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением - в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий. Обладая высокой проникающей способностью, он способен проходить через мельчайшие несплошности в металле и регистрируется течеискателем. В процессе контроля сварной шов обдувают или внутренний объем изделия заполняют смесью газа-индикатора с воздухом. Проникающий через неплотности газ улавливается щупом и анализируется в течеискателе.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 - 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода - мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.
Для
облегчения подвижности порошка изделие
слегка обстукивают. С помощью магнитного
порошка выявляют трещины, невидимые
невооруженным глазом, внутренние трещины
на глубине не более 15 мм, расслоение
металла, а также крупные поры, раковины
и шлаковые включения на глубине не более
3 - 5 мм. При индукционном методе магнитный
поток в изделии наводят электромагнитом
переменного тока. Дефекты обнаруживают
с помощью искателя, в катушке которого
под воздействием поля рассеяния
индуцируется ЭДС, вызывающая оптический
или звуковой сигнал на индикаторе. При
магнитографическом методе поле рассеяния
фиксируется на эластичной магнитной
ленте, плотно прижатой к поверхности
соединения. Запись воспроизводится на
магнитографическом дефектоскопе. В
результате сравнения контролируемого
соединения с эталоном делается вывод
о качестве соединения.
Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал. Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 - 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 - 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Разрушающие методы:
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб - испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву.