

4 Расчет работы деформации
Работу деформации А, Дж, можно определить для всех штамповочных операций по формуле (48).
![]() ,
(48)
,
(48)
где Рср – среднее усилие деформации за время рабочего хода, Н;
h – величина рабочего хода, мм.
Работу можно
определить графическим способом, так
как работа деформации штамповочной
операции равна площади фигуры, ограниченно
зависимостью ![]() для соответствующей операции и осью
абсцисс.
для соответствующей операции и осью
абсцисс.
5 Ротационное выдавливание
В некоторых случаях холодноштамповочные операции сочетаются с давильными или накатными операциями, выполняемыми на специальных станках при вращательном движении заготовки (детали), а иногда и деформирующего инструмента,
К числу таких операций относятся:
1) давильные работы, выполняемые на давильных станках;
2) давильно-раскатные процессы, выполняемые на раскатных станках (ротационное выдавливание);
3) отбортовочиые, фланцезагибочные и кромкообрезные работы, выполняемые на специальных вертикальных двухшпиндельиых отборто-вочных станках или специальных автоматах.
Давильные работы применяются в мелкосерийном производстве, когда изготовление вытяжных штампов экономически невыгодно и длительно, а также при изготовлении пустотелых деталей выпукло-вогнутой конфигурации и т. п.
На давильных станках выполняют следующие операции: выдавливание пустотелых деталей, являющихся телами вращения; проглажи-вание поверхностей деталей после ступенчатой вытяжки конических деталей; выдавливание узких горловин на цилиндрических заготовках, обрезка и завивка кромок и т. д.
При выдавливании неглубоких деталей с небольшим отношением D/d процесс выдавливания может быть выполнен непрерывным поворотом давильника и движением его конца от прижима вдоль образующей патрона (оправки).
При изготовлении глубоких деталей с большим отношением D/d выдавливание производится возвратно-поступательным движением давильника на отдельных участках заготовки.
Выдавливание конических деталей возможно осуществить при предельном отношении
dmin/D = 0,2/0,3
где dmin — наименьший диаметр конуса.
Выдавливание цилиндрических деталей обычно производят при отношении dmin/D = 0,6/0,8 в зависимости от относительной толщины заготовки. Меньшие значения относятся к толщине заготовки (S/d)100=2,5, а большие — к толщине (S/d) 100=0,5 (где d — диаметр детали).
Если требуемая деталь не может быть выдавлена в одну операцию, выдавливание производят за несколько последовательных операций на разных оправках, но при одном и том же наименьшем диаметре оправки.
а)
б)

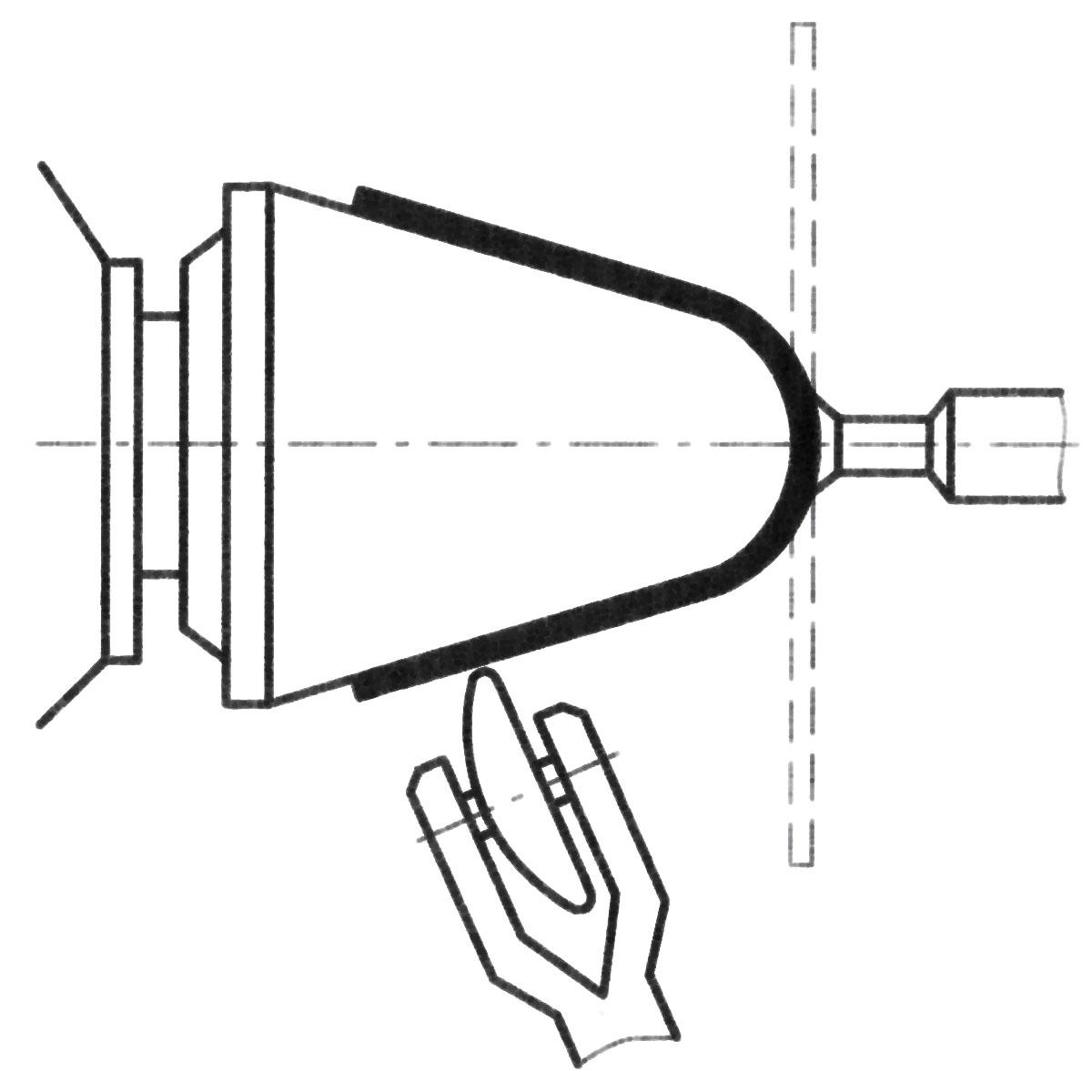
Рис.5.1 Схема ротационной вытяжки
а - первый переход, б – второй переход

Рис.5.2 Схема ротационной раздачи
Ротационное выдавливание – раскатка производится в холодном состоянии на специальных мощных раскатных станках с гидравлическим приводом перемещения роликов вдоль образующей. Сущность этого способа заключается в раскатке роликами толстой заготовки по вращающейся стальной оправке без деформации фланца заготовки при неизменной величине ее диаметра. Это возможно при условии раскатки и утонения металла до строго заданной толщины детали, зависящей от угла конуса S = S0 sin а. Так, для конических деталей с углом при вершине 2α — 30° толщина стенки должна составлять S = 0,26S0.
Ротационное выдавливание (раскатка) выполняется на специальных раскатных станках с гидравлическим перемещением роликов вдоль образующей. Для раскатки небольших деталей применяются станки с горизонтальным, а для крупных деталей – с вертикальным шпинделем.
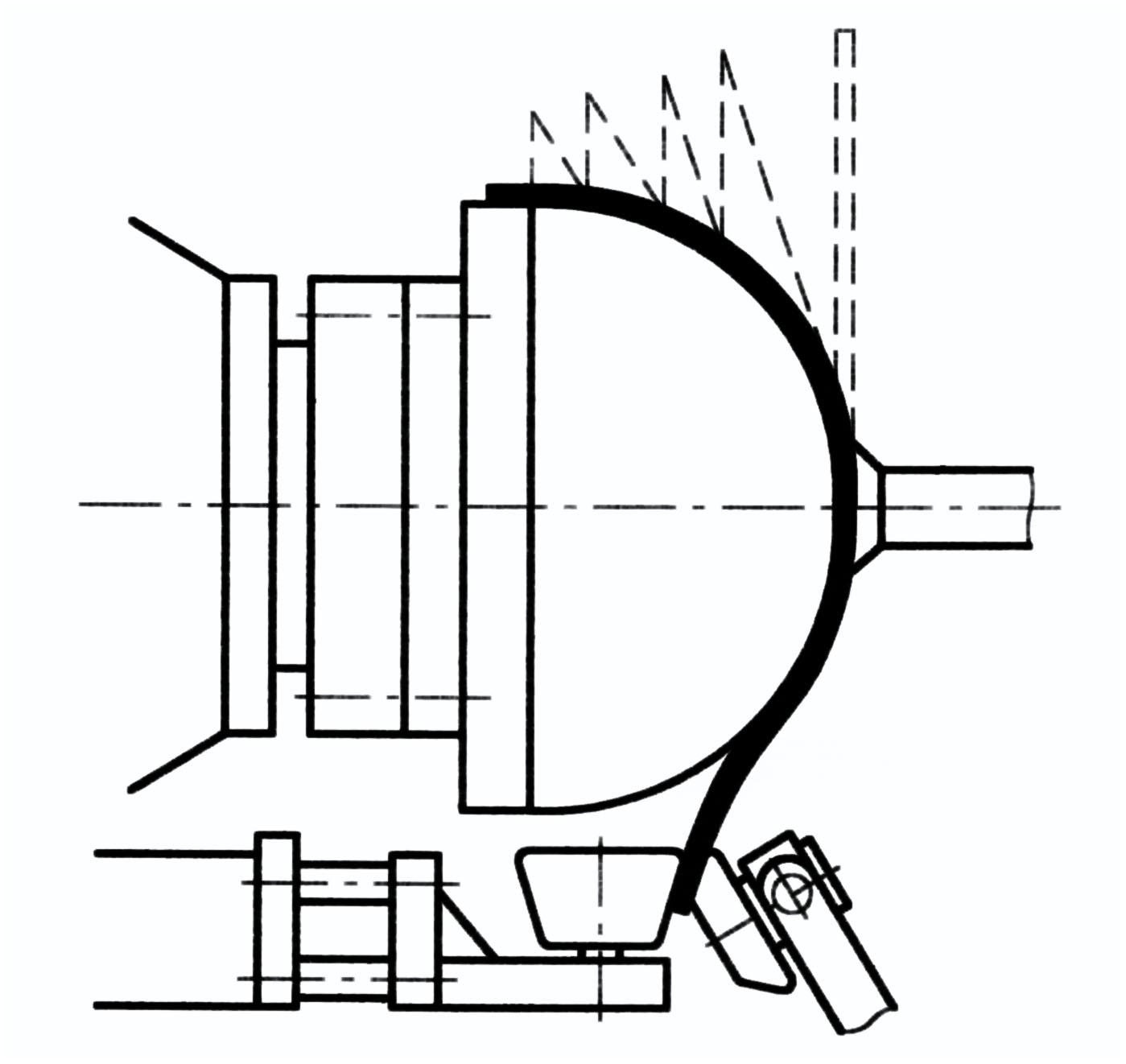
Рис.5.3 Схема ротационной вытяжки чаши
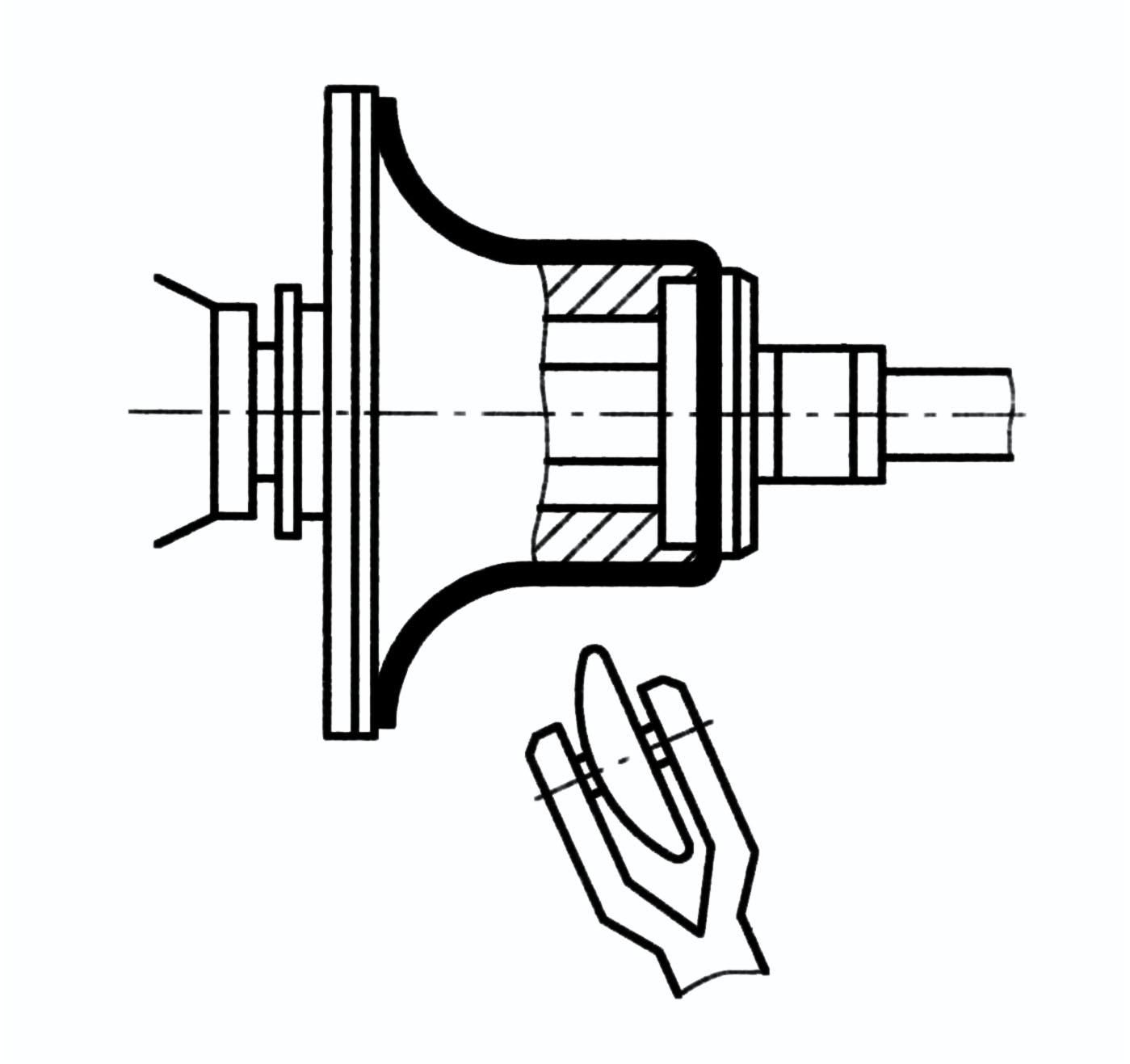
Рис.5.4 Схема ротационной вытяжки с фланцем
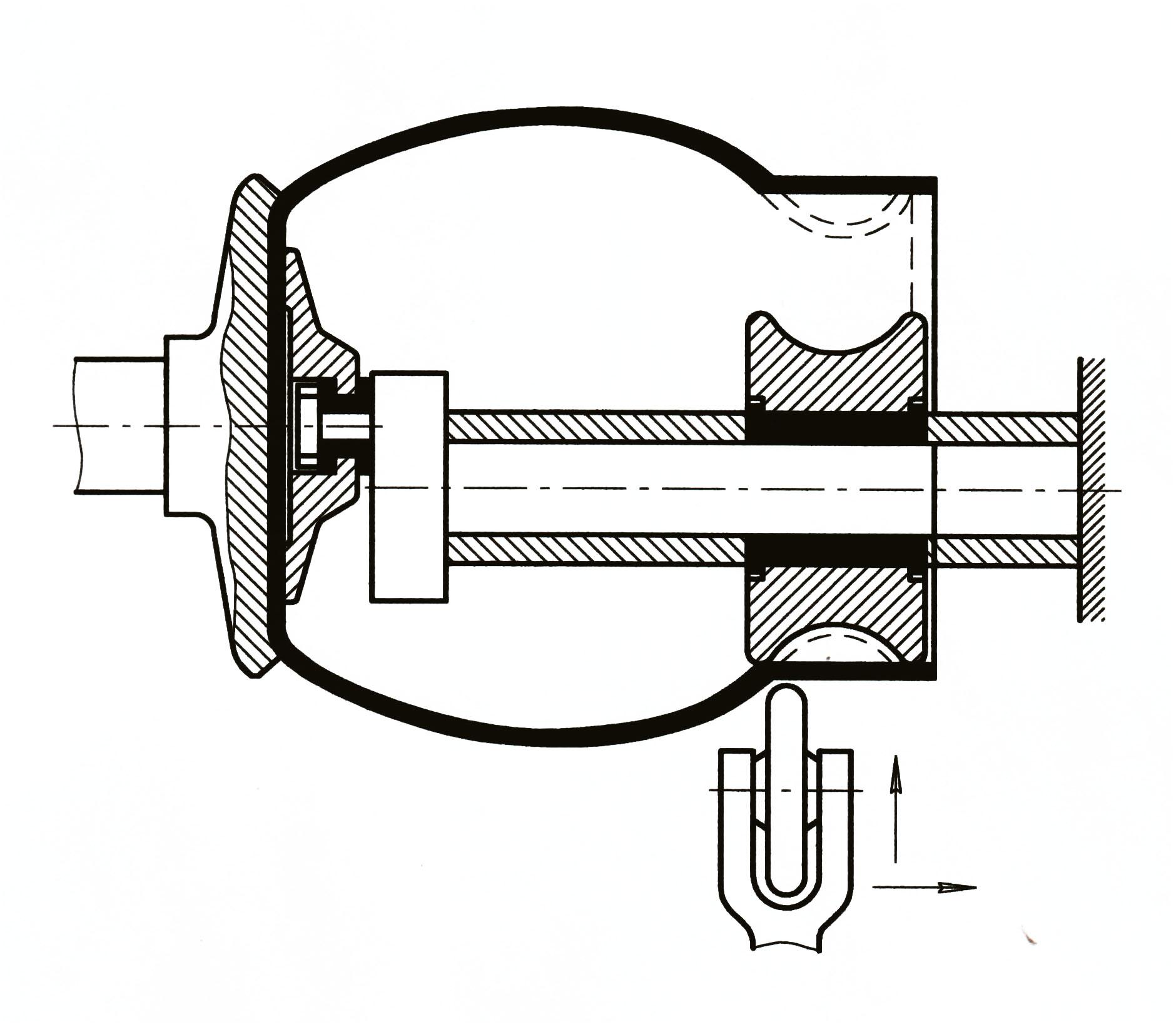
Рис.5.5 Схема ротационной формовки
Рис.5.6 Схема ротационной отбортовки