

Основы производственного менеджмента_ в 2-х ч. . Ч.1 _ для бакалавров , обучающихся по направлению подготовки 080200
.pdf141
Время выполнения технологических операций и подготовительнозаключительных работ называется операционным циклом.
Время естественных технологических процессов – это время, в течение которого предмет труда изменяет свои характеристики без непосредственного воздействия человека или техники (сушка на воздухе древесины, рост и созревание рассады земляники и т.п.). Для ускорения производства многие естественные процессы осуществляются в искусственно созданных условиях например, сушка древесины в специализированных сушильных камерах.
Время технологического обслуживания включает в себя: контроль качества обработки изделия; контроль режимов работы оборудования, его настройку, легкий ремонт; уборку рабочего места; подвоз заготовок, материалов, приемку и уборку обработанной продукции.
На длительность рабочего периода оказывает влияние разного рода факторы, например такие, как: качество проектно-конструкторских работ; уровень унификации и стандартизации изделий; степень точности изделий (высокая точность требует дополнительной обработки, что удлиняет производственный цикл); организационные факторы (организация рабочего места, размещение складских помещений и др.). Недостатки организационного характера увеличивают подготовительнозаключительное время.
Структура производственного цикла во времени может рассматриваться с трех позиций: рабочего, механизмов и предметов труда (прохождения заготовок и деталей). Часть элементов цикла может совмещаться (перекрываться), например, основное время – с техническим и организационным обслуживанием, обслуживание деталей с подготовкой рабочего места.
Время перерывов в работе это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен. Различают регламентированные и нерегламентированные перерывы. Регламентированные перерывы делятся на внутрисменные (межоперационные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на:
перерывы, связанные с партиями изделий имеют место при обработке деталей партиями. Каждая деталь или узел, поступая к рабочему месту в составе
142
партии, пролеживают до начала и по окончании обработки, пока вся партия не пройдет через данную операцию;
перерывы комплектования возникают в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других изделий, входящих
водин комплект;
перерывы ожидания обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса, возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции.
Междусменные перерывы включают в себя перерывы между рабочими сменами, обеденные перерывы, перерывы для отдыха рабочих, выходные и праздничные дни.
Нерегламентированные перерывы связаны с организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментом, поломка оборудования, нарушение трудовой дисциплины и т.д.). Они включаются в производственный цикл в виде поправочного коэффициента.
Длительность производственного цикла относится к нормативам организации производственного процесса. Важную роль на предприятии играет как рациональное пространственное размещение, так и оптимальная длительность производственного цикла. Без научно-обоснованного расчета длительности производственного цикла практически невозможно корректно составить производственную программу предприятия, определить основные технико-экономические и финансовые показатели деятельности компании. Длительность производственного цикла влияет на сроки подготовки производства новой продукции, на оборачиваемость оборотных средств, на организацию производственного планирования и анализа, матери- ально-технического снабжения и т.д. Длительность производственного цикла определяет объем незавершенного производства, являющегося наиболее существенной по удельному весу частью оборотных средств. Следовательно, сокращение длительности производственного цикла приводит к ускорению оборачиваемости этих средств и, в конечном счете, к увеличению операционной прибыли предприятия.
Структура производственного цикла (соотношение образующих его частей) в
различных отраслях производства и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и технологического обеспечения и организации производства.
143
Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного (менеджерского) характера.
Рассмотрим несколько моделей для определения времени производственного цикла. Рассмотрим три основных вида организации движения производственных процессов во времени [4]:
последовательный, характерный для единичной или партионной обработки или сборки изделий;
параллельный, применяемый в условиях поточной обработки или сборки;
параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
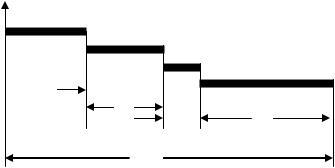
При последовательном виде движения производственный заказ – одна деталь (партия деталей) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки всех деталей данной партии на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии пролеживает на каждой операции сначала в ожидании своей очереди обработки, а затем в ожидании окончания обработки всех деталей данной партии по этой операции.
Партией деталей называется количество одноименных деталей, одновременно запускаемых в производство (обрабатываемых с одной наладки оборудования). На рисунке 5.2 представлен график последовательного движения предметов труда по операциям. Время обработки при последовательном виде движения предметов труда Тпос прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е.
(1)
где Тпос -время обработки партии деталей при последовательном виде движения;
Еt – время обработки одной детали по всем операциям в мин; n – число деталей в партии.
144
Операции
1
2
3
4  nt1
nt1
nt2
nt3 nt4
Тпос
Рис.5.2. График последовательного движения предметов труда
При параллельном виде движения обработка каждой детали в партии на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка других деталей в партии на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии могут одновременно находиться в обработке на разных операциях. Общая продолжительность процесса обработки партии деталей значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Время обработки партии деталей при параллельном виде движения Тпар может
быть определено по следующей формуле: |
|
Тпар = Еt + (n – 1) × r, |
(2) |
где Тпар -время обработки партии деталей при параллельном виде движения; Еt – время обработки одной детали по всем операциям в мин;
n – число деталей в партии;
r – такт выпуска, соответствующий в данном случае наиболее продолжительной операции, мин.
Однако при параллельном виде движения, в процессе обработки партии деталей на некоторых рабочих местах могут возникать простои людей и оборудования (рисунок 5.3), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. По-
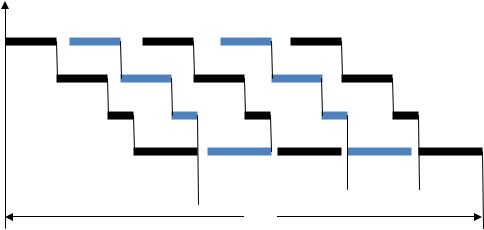
145
этому практическое применение параллельного вида движения предметов труда оказывается, безусловно, целесообразным и экономически выгодным при поточной организации производственного процесса.
Опрерации
t1
1
t2
2
t3
3
t4
4
 r
r r
r
 t
t (n-1)r
(n-1)r
Тпар
Рис. 5.3. График параллельного движения предметов труда
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельнопоследовательного вида движения предметов труда.
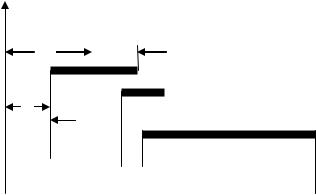
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей данной партии на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение па- раллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций:
146
1) предыдущая и последующая операции имеют одинаковую длительность (t1 =
t2);
2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3;
3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 < t4.
Впервом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией).
Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию. На рис. С это имеет место при переходе от первой операции ко второй.
Втретьем случае (на рисунке 5.4 – переход от 3 к 4-й операции) нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений.
Момент начала работы на каждой следующей операции (рабочем месте) определяется по графику или путем расчета минимальных смещений с.
Минимальное смещение с2 определяется разностью между длительностями предыдущей большей t2 и последующей меньшей операциями t3, а именно:
с2 = n × t2 – (n – nтр) × t3, |
(3) |
где с2 - минимальное смещение;
t2, t3 -длительность соответствующих операции; n – число деталей в партии;
nтр – величина передаточной (транспортной) партии, которая для второго случая сочетания длительности операций определяется из соотношения ñ1/t1 (ñ1 – минимальное смещение первой операции), во всех остальных случаях – из условий удобства транспортировки.
Минимальное расчетное смещение включается в общую продолжительность производственного процесса Т при сочетании длительности операции, относящемся ко второму случаю. В первом и третьем случаях минимальное смещение уста-
147
навливается равным времени, необходимому для формирования передаточной партии.
Операции
1 |
|
|
|
|
|
||
nt1 |
nтрt1 |
||
|
|||
2 |
|
|
|
3 |
с1 |
|
|
|
|
4
с2 с3
с3  ntк
ntк
 Тпп
Тпп
Рис. 5.4. График параллельного движения предметов труда
Определяя общую продолжительность производственного процесса при па- раллельно-последовательном виде движения предметов труда, следует учитывать расчетную величину смещения Ес:
(4)
-время обработки партии деталей при параллельно-последовательном виде движения;
tк – длительность последней (конечной) операции в данном производственном процессе; Ес:- расчетная величина смещения;
n – число деталей в партии.
Пример 1.
Определить общую продолжительность процесса обработки партии деталей при различных видах движения, если число деталей в партии n = 40, а время обработки одной детали (в мин) по операциям составляет: t1=1,5; t2= 1,5; t3 = 0,5; t4 = 2,5; такт выпуска r=2,5 мин.
Рассмотрим ситуацию А условие последовательного вида движения деталей.
Еt = t1 + t2 + t3 + t4 = 1,5 + 1,5 + 0,5 + 2,5 = 6,0;
Тпос = Et × n = 6,0 × 40 = 240 мин = 4 ч.
Рассмотрим ситуацию Б - условие параллельного вида движения деталей
Тпар = Et + r × (n – 1) = 6,0 +2,5 × (40 – 1) = 103,5 мин или 1,725 ч.
148
Рассмотрим ситуацию В - условие параллельно-последовательного вида движения деталей.
Для решения задачи следует определить величину Ес. Принимая размер передаточной партии удобной для транспортировки nтр = 10 шт., можно найти минимальные смещения по операциям:
с1 = nтр × t1 = 10 × 1,5 = 15 мин;
с2 = n × t2 – (n – nтр) × t3 = 40 × 1,5 – (40 – 10) × 0,5 = 45 мин; с3 = nтр × t3 = 10 × 0,5 = 5 мин.
Для определения суммы смещений Ес необходимо знать число транспортных партий при передаче деталей со второй на третью операцию, которое будет равно:
3;
Сумма смещений составит величину Ес = 15 + 45 + 5 = 65 мин.
Тп.п = Ес + n × t = 65 + 40 × 2,5 = 165 мин = 2,7 ч.
Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, или, иначе, уменьшить производственный цикл изготовления предмета труда.
Мероприятия организационного порядка направлены на улучшение обслуживания рабочих мест инструментом, заготовками, улучшение работы контрольного аппарата, производственного транспорта, складского хозяйства и т. д.
Сокращение длительности производственного цикла представляет собой одну из наиболее важных задач организации производства на предприятии, от надлежащего решения которой в большой мере зависит его эффективность и рентабельность.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
5.1.Охарактеризуйте предприятие как систему. Свойства таких систем.
5.2.Какие свойства предприятия связаны с его целями и функциями?
5.3.Какие свойства предприятия связаны с его структурой?
5.4.Какие свойства предприятия связаны с его ресурсами и особенностями взаимодействия со средой?
5.5.Сформулируйте принципы построения производственной структуры предприятия.
5.6.Охарактеризуйте основные производственные фонды промышленного предприятия
5.7.Охарактеризуйте Основные непроизводственные фонды промышленного предприятия.
149
5.8.Показателем чего являются производственная структура основных фондов и ее динамика ?
5.9.Что можно сказать про видовую структуру основных производственных фондов?
5.10.Охарактеризуйте важнейшие факторы, влияющие на структуру основных фондов.
5.11.Довершите фразу: «Состав основных фондов предопределяет их роль в ….»
5.12.Охарактеризуйте оборотные средства предприятия и их роль в производственном процессе.
5.13.Что такое незавершенное производство и полуфабрикаты собственного изготовления?
5.14Из каких элементов состоят фонды обращения предприятия?
5.15.Что такое структура оборотных средств?Как их можно пополнять?
5.16.Зачем нужно осуществлять нормирование оборотных средств?
5.17.Охарактеризуйте, что такое технологическая оснастка?
5.18.Охарактеризуйте понятие технологического ресурса.
5.19.Охарактеризуйте такой ресурс предприятия, как его персонал.
5.20.Какие категории работников могут быть на предприятии.
5.21.Что такое профессия, специальность, квалификация?
5.22.Что подразумевается под производственной мощностью предприятия?
5.23.Охарактеризуйте такое структурное подразделение предприятия, как цех.
5.24.Каковы функции обслуживающего хозяйства?
5.25.Что такое подсобное производство?
5.26.Каковы основные функции отдела кадров?
5.27.Каковы основные функции отдела закупок?
5.28.Каковы основные функции финансовых подразделений? 5. 29. Каковы функции учетных подразделений предприятия?
5.30.С какими управленческими трудностями могут сталкиваться менеджеры производственных подразделений, приводящими к снижению эффективности производственного процесса?
5.31.Какие подсистемы можно выделить в производственной системе предпри-
ятия?
5.32.Что называется структурным подразделением организационной системы?
5.33.В чем состоит суть построения организационной структуры предприятия? Почему возникает такая возможность?
5.34.Дайте характеристику линейным подразделениям предприятия.
5.35.Как вы понимаете слова «масштаб управляемости»?
5.36.Что означает иерархия структуры управления?
5.37.Дивизиональные и матричные структуры управления: их храктерные черты.
5.38.Охарактеризуйте концептуальную модель организации производства на предприятии.
5.39.Перечислите перечень и задачи (функции) подсистем организации производ-
ства.
5.40.Охарактеризуйте необходимые виды взаимодействия с окружением, которые организация (предприятие) может выбирать для развития способности быстро и эффективно организовывать различные типы реакций в конкурентной борьбе.
5.41.Назовите возможные пути увеличения организационного потенциала фирмы.
150
5.42.Охарактеризуйте элементы модели организационного развития производственной системы, предложенной И. Шумпеттером.
5.43.Раскройте взгляды И. Шумпеттера на инновационную деятельность и характер ее осуществления.
5.44.Охарактеризуйте особенности циклов индустриального развития.
5.45.Что означает понятие «организационная энтропия»?
5.46.Закончите фразу: «Одними из факторов сохранения стабильности системы является………».
5.47.Дайте определение производственному циклу.
5.48.Что охватывает производственный цикл?
5.49.Как соотносятся производственный цикл и время производства?
5.50.Какие базовые определения выделяют в теории производственного цикла?
5.51.Охарактеризуйте различные перерывы в производственном цикле.
5.52.Охарактеризуйте три основных вида организации движения производственных процессов во времени.
5.53.Дайте определение того, что называют партией деталей
5.54.Применение каких видов движения предметов труда дает возможность сократить продолжительность производственного процесса?
ЛИТЕРАТУРА
1. Резникова Н.П., Демина Е. В., Булгак В. Б., Голышко А. В., Макаров В. В., Тих-
винский В. О., Алексеев Е. Б.. Менеджмент в телекоммуникациях / Под ред. Н. П.
Резниковой, Е. В. Деминой. – М.: Эко-Трендз, 2005. 392 с. (раздел 5.2, С.94 - 99)
2. Родионова В.Н., Туровец О.Г. Организация производства и управление предпри-
ятием. Учеб. Пособие. – М.: РИОР, 2012. – 128 с.