

1.4.2.1 Свойства паст
Так как пасты — структурированные системы, определяющими являются их структурно-механические свойства, которые характеризуются такими параметрами, как вязкость, упругость, пластичность. Пасты обладают упруго-вязко-пластическими свойствами.
Пасты имеют коагуляционную структуру, поэтому их механические свойства определяются, главным образом, механическими свойствами межчастичных жидких прослоек. Через эти прослойки действуют силы притяжения между частицами, зависящие от расстояния между ними (толщины прослоек) и обусловленные ван-дер-ваальсовыми и водородными связями. Прочность коагуляционного контакта составляет величину порядка 10-10 Н и ниже. Причем, прочность контакта могут уменьшать силы отталкивания между частицами, обеспечивающими агрегативную устойчивость суспензии, именно поэтому структуры в агрегативно устойчивых суспензиях не образуются или, если и образуются, то очень непрочные.
Таким образом, механические свойства паст обусловливаются совокупностью двух различных основных причин:
1) молекулярным сцеплением частиц дисперсной фазы друг с другом в местах контакта, там, где толщина прослоек дисперсионной среды между ними минимальна. В предельном случае возможен полный фазовый контакт. Коагуляционное взаимодействие частиц вызывает образование структур с выраженными обратимыми упругими свойствами;
2) наличием тончайшей пленки в местах контакта между частицами.
Коагуляционные структуры отличаются резко выраженной зависимостью структурно-механических свойств от интенсивности механических воздействий. Примером исключительной чувствительности структурно-механических свойств коагуляционных структур к механическим воздействиям является зависимость равновесной эффективной вязкости η (р) от скорости деформации γ или напряжения сдвига Р. Уровень η (р) отвечает вполне определенной степени разрушения трехмерного структурного каркаса в условиях деформации системы. Диапазон изменений η (р) = f (р) может достигать 9-11 десятичных порядков.
Для паст, так же как и для любой коагуляционной структуры, характерны следующие свойства: невысокая механическая прочность (обусловлена малой прочностью коагуляционного контакта — порядка 10~10 Н и ниже), тиксотропия, синерезис, ползучесть, пластичность, набухание.
1.4.2.2 Технология приготовления пастообразных смесей
Пасты образуются и перерабатываются во многих отраслях промышленности, например, пищевой (томатная, шоколадная, шоколадно-ореховая и т.д. пасты, соусы, кетчупы, готовая горчица и тесто, творог, мясные фарши, колбасы, паштеты и др.), химической (лекарственные и косметические средства, пиротехнические составы, взрывчатые вещества и др.)
Пасты получают двумя способами:
1) растирая порошок в жидкости, обладающей достаточно большой вязкостью; например, некоторые сорта зубной пасты готовят путем смешивания мела с вязкой жидкостью, полученной путем варки крахмала в глицериновом водном растворе с добавлением небольшого количества ПАВ;
2) в результате седиментации разбавленной суспензии.
Из литературы [16] известна технология изготовления пластичных (гелеобразных) взрывчатых веществ. В них качестве сплошной дисперсионной среды используется насыщенный водный раствор окислителя (аммиачной селитры, нитратов натрия, калия и их смесей), в качестве дисперсной фазы – смесь сыпучих взрывчатых материалов (тротил, алюмотол, гексоген и др.), горючих веществ (алюминевая пудра), загустителя (гелеобразующее вещество) и других добавок.
Качество водосодержащих ВВ зависит от их физической стабильности: при её нарушении происходит расслоение структуры ВВ на две фазы, что приводит к нестационарному режиму детонации и отказам. Надёжным способом повышения стабильности ВВ является увеличение вязкости жидкой фазы за счёт введения в её состав высокомолекулярных соединений – загустителей. Например, стабильность водосодержащих ВВ, состоящих из аммиачной селитры, гранулотола и воды, достигается введением 4%-ного раствора КМЦ очищенной марки или 7%- ого раствора КМЦ технической марки со степенью полимеризации 300-400, а также 1-2 % полиакриламида.
Для обеспечения стабильности ВВ, в котором жидкой фазой является 85%-ный раствор аммиачной селитры, необходимо, чтобы его температура не превышала 68 0С. При дальнейшем снижении температуры вязкость взрывчатой смеси резко увеличивается. Поэтому критическую температуру взрывчатой смеси (нижний предел) определяют из условия текучести гелеобразной структуры.
Способ повышения стабильности гелеобразных ВВ путём оптимизации температурных режимов прост в осуществлении, так как требуемая температура взрывчатой смеси легко достигается за счёт регулирования температуры раствора аммиачной селитры при перемешивании с твёрдыми компонентами.
К числу важнейших параметров гелеобразных ВВ относят их консистенцию, т.е. объёмное или массовое содержание твёрдой фазы. Консистенция системы определяет взрывчатые и технологические свойства гелеобразных ВВ. Она влияет на теплоту и работу взрыва, реологические характеристики смеси (вязкость, предельное напряжение сдвига), гидродинамические параметры транспортирования и теплофизические свойства ВВ.
Технология приготовления гелеобразного ВВ включает следующие основные фазы производства:
- приготовление раствора окислителей;
- подготовку твёрдых сыпучих компонентов (тротила, гранулотола, алюмотола и др.);
- подготовку горючих добавок (порошка алюминия);
- перемешивание компонентов с загустителем с образованием гелеобразного ВВ или загрузку отдельных компонентов в смесительно-зарядную машину.
В пастообразном виде изготавливаются также составы для пайки [17].
Паяльная паста - густая, вязкая масса, состоящая из смеси порошкообразного припоя (приблизительно половина объема и 90% по массе) и флюса-связки. Состав припойного сплава аналогичен припою, применяемому при других методах пайки (олово-свинец с добавлением 2% серебра и другие сплавы с содержанием висмута, индия, золота и др. металлов). В паяльной пасте припой содержится в виде частиц. Флюсовая составляющая пасты содержит канифоль или синтетические смолы, активаторы, добавки для контроля вязкости, стабилизаторы и растворители.
1.4.2.3 Способ объёмного дозирования пастообразных составов
В промышленности известна одна технология объемного дозирования увлажненных смесей – технология нанесения паяльных паст методом трафаретной печати [17]. Схема трафаретной печати паяльных паст показана на рисунке 12.
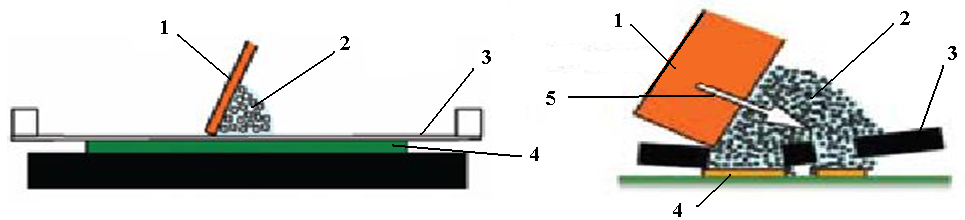
Рисунок 12 - Схема трафаретной печати паяльных паст
1 – шпатель, 2 – паяльная паста, 3 – трафарет, 4 – подложка, 5 – усилие, прилагаемое шпателю для дозировки паяльной пасты.
Нанесение пасты методом трафаретной печати позволяет получить повторяемые и регулируемые по дозе (толщина трафарета) отпечатки паяльной пасты. При помощи шпателя 1 работником с усилием производится заталкивание и разравнивание паяльной пасты 2 в отверстиях трафарета 3. В результате в отверстиях трафареты остается некоторое количество пастообразной массы.
Реология паяльных паст довольно сложна. Паяльные пасты – неньютоновские жидкости с высокой тиксотропностью, вязкость которых зависит от коэффициента сдвига. Вязкость пасты выше при меньшем коэффициенте сдвига и ниже – при большем. Чем меньше вязкость, тем больше паста напоминает жидкость. Паяльная паста должна легко проникать через отверстия трафарета и перемещаться по поверхности трафарета, но отпечатки на печатной плате должны сохранять форму.
Основные технологические параметры процесса трафаретной печати таковы:
-
усилие прижима шпателя к трафарету;
-
скорость движения шпателя;
-
зазор между трафаретом и подложкой;
-
угол наклона шпателя;
-
твердость шпателя;
-
температура окружающей среды.
Дозирование пасты может производиться как вручную, так и с помощью автоматического оборудования.
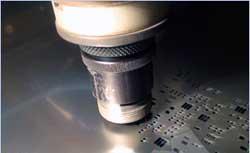
Рисунок 13 – Нанесение пасты с помощью дозатора
Нанесение пасты с помощью дозатора - не очень точный и производительный метод. Поставка паяльных паст осуществляется в специальных шприцах, на которые можно устанавливать иглы разного диаметра, обеспечивающие нанесение определенного объема пасты.
Для серийного производства характерно использование трафаретной печати для нанесения паяльной пасты, которая может выполняться автоматически, полуавтоматически или вручную с помощью трафаретных принтеров.
По аналогии с технологией формования паяльных паст методом трафаретной печати процесс дозирования пастообразных УВС возможно производить с помощью дозировочной пластины [технология производства КВ Lessasse бельгия]. Процесс объемного дозирования пастообразного УВС заключается в заталкивании его в дозировочные пластины для более полного заполнения объема отверстий дозировочной пластины составом и стабилизации тем самым разброса навески. Полнота заполнения отверстий дозировочной пластины увлажненного УВС за счет только лишь сил гравитации по сравнению с сухим дозированием без дополнительного усилия значительно меньше.
Необходимая масса УВС обеспечивается диаметром отверстий, толщиной дозировочной пластины, плотностью пастообразного УВС. В дальнейшем дозировочная пластина переносится на фазу вытолочки, где навески пастообразного УВС выталкиваются из отверстий дозировочной пластины в помощью пневмопресса в оболочки капсюлей и производится дальнейшая сборка изделий. Схема технологии объемного дозирования пастообразных УВС показана на рисунке 9.
Процесс втирания в дозировочные пластины и выталкивание пастообразного УВС в корпуса изделий сопровождается механическим воздействием на УВС. При этом технологические характеристики увлажненного УВС (пластичность) оказывают значительное влияние как на качество процесса дозирования, так на его безопасность. Следовательно, важным является исследование технологических свойств пастообразных УВС и изучение природы пастообразования.
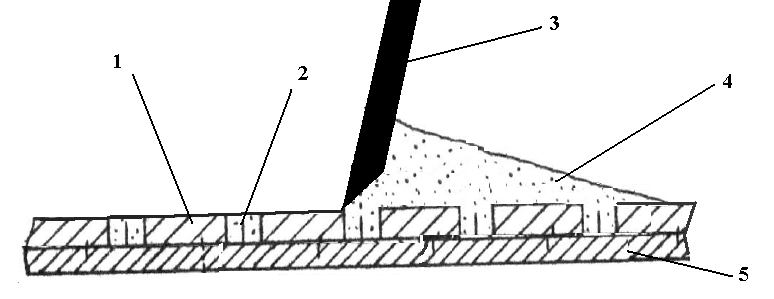
Рисунок 14 - Схема дозирования пастообразного УВС в дозировочные пластины: 1 – дозировочная пластина, 2 – отверстие с пастообразным УВС в дозировочной пластине, 3 – шпатель для нанесения пастообразного УВС, 4- пастообразный УВС, 5 – поддон.
Исследования в данной области в литературе ограничены, что представляет большой практический интерес при разработке технологии снаряжения УВС в увлажненном виде для отечественной пиротехнической отрасли.
1.5 Патентная часть
1. Патентные исследования в рамках темы дипломного проекта проводились с 1 сентября по 30 октября 2014 г.
Целью патентных исследований является установление современного уровня и тенденции развития техники и анализ применимости прогрессивных решений в данной работе по сравнению с выявленными изобретениями.
Патентные исследования проводилось на глубину 11 лет с 2004 по 2014 годы.
Для проведения патентных исследований был определен следующий предмет поиска: «Рецептуры ударно-воспламенительных составов для КВ стрелкового оружия».
2. В результате использования Международной патентной классификации выявлено, что предмет поиска относится к устройству раздела «С» Международной патентной классификации – «химия и металлургия»; классу С06 – «взрывчатые вещества; спички»; подклассу С06B – «взрывчатые или термические составы; их получение; использование отдельных веществ в качестве взрывчатых»; C06B25/00 – «составы, содержащие нитрированное органическое соединение»; C06B41/00 – «составы, содержащие нитрованные металлоорганические соединения»; также разлелу «F» Международной патентной классификации – «машиностроение; освещение; отопление; двигатели и насосы; оружие и боеприпасы; взрывные работы»;классу F42 – «боеприпасы; взрывные работы»; подклассу F42В –«заряды, например для взрывных работ; пиротехника; боеприпасы »; F42B19/00 – «морские торпеды, например запускаемые с судов или подводных лодок (с дополнительными движителями для движения по воздуху F 42B 17/00) ; самодвижущиеся морские мины ( 12/00 имеет преимущество; пусковые средства наведения F 41F; определение местонахождения цели с помощью радиоволн или других волн G 01S; автоматическое управление курсом G 05D 1/00; приборы или вычислительные устройства для управления огнем G 06G)»; подклассу F42C - Взрыватели боеприпасов (инициирующие устройства для подрывных зарядов F 42B 3/10; составы взрывчатых веществ C 06C) ; механизмы взведения взрывателей или предохранительные устройства для них (снаряжение взрывателей F 42B 33/02; установка инициирующих устройств во взрывателях или извлечение их F 42B 33/04; контейнеры для взрывателей F 42B 39/30); F42C 19/00 – «конструктивные элементы взрывателей (механизмы взведения, предохранительные устройства для предотвращения преждевременной детонации 15/00)».
3. С учетом определенных выше рубрик поиск текущей патентной информации проводился по бюллетеням «Изобретения. Полезные модели» отечественного патентного фонда библиотеки КНИТУ и информационным электронным ресурсам базы данных ФИПС (http://www.fips.ru.).
В процессе поиска за период с 2014 по 2004 годы выявлено по предмету поиска более 50 документов, касающихся ударно-воспламенительных составов, из которых отобрано 15 документов. Перечень отобранных документов представлен в таблицах 1 и 2.
Таблица 1.5.1
Перечень отобранных патентных материалов
(патенты, свидетельства, заявки)
|
№
|
Индекс МПК
(51) |
№ охранных документов (11) |
Дата опублико-вания (43) – (46) |
Страна выдачи патента (19) |
Патентообла-датель (автор) |
Название изобретения |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
2014-2013гг. – патентов не выявлено |
||||||
|
1 |
F42C19/00 |
2007118643 |
10.06.2012 |
РФ |
Бибнев Николай Михайлович (RU), Баскаков Юрий Матвеевич (RU), Михайлов Юрий Михайлович (RU), Ховансков Владимир Николаевич (RU) |
Состав для капсюль-воспламени-тель с высокоэнер-гетическим компонен-том |
|
2 |
F42B19/10 C06B25/04 |
2443969 |
27.02.2012 |
РФ |
Королев Владимир Петрович (RU), Бибнев Николай Михайлович (RU), Ховансков Владимир Николаевич (RU), Батин Вячеслав Александрович (RU), Решетов Алексей Адольфович (RU) |
Капсюли-воспламенители для зажигания переходных и метательных зарядов |
|
3 |
F42B19/10 |
2010119365 |
27.11.2011 |
РФ |
Королев Владимир Петрович (RU), Баскаков Юрий Матвеевич (RU), Бибнев Николай Михайлович (RU), Ховансков Владимир Николаевич (RU), |
Капсюль-воспламенитель для зажигания переходных и метательных зарядов |
Продолжение таблицы 1.5.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
4 |
C06B25/06 |
2121469 |
27.10.2011 |
РФ |
Закрытое акционерное общество "БИ-ВЕСТ" (RU) |
Пиротехничес-кий ударный воспламенитель-ный состав для патронов стрелкового оружия |
|
5 |
C06B41/06 |
2179962 |
26.09.2011 |
РФ |
Баскаков Ю.М., Королев В.П., Бибнев Н.М., Колесов В.И., Ховансков В.Н., Егоршев В.Ю., Окишев О.И., Знахурко В.А., Зубачев В.И., Щитов В.Н., Почукаев В.Д. ЗАО"Би-Вест" |
Термостой-кий неоржавляю-щий пиро-технический ударный вос-пламенитель-ный состав для патронов стрелкового оружия |
|
6 |
C06B25/04 C06B33/10 C06C7/00 |
2384552 |
20.03.2010 |
РФ |
Королев Владимир Петрович (RU), Ховансков Владимир Николаевич (RU) Закрытое акционерное общество "БИ-ВЕСТ" (RU) |
Капсюль воспламенитель патрона стрелкового оружия |
|
7 |
C06B25/06 C06C7/00 |
2008107603 |
10.09.2009 |
РФ |
Королев Владимир Петрович (RU), Баскаков Юрий Матвеевич (RU), Бибнев Николай Михайлович (RU), Ховансков Владимир Николаевич (RU) |
Ударно-воспламенительный состав для капсюлей воспламенителей к патронам стрелкового оружия |
|
8 |
F42C19/10 |
2360213 |
27.06.2009 |
РФ |
Бибнев Николай Михайлович (RU), Баскаков Юрий Матвеевич (RU), Михайлов Юрий Михайлович (RU), |
Капсюль-воспламенитель |
Продолжение таблицы 1.5.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||
|
2008г – патентов не выявлено |
|||||||||||
|
9 |
C06B41/06 |
2296733 |
10.04.2007 |
РФ |
Маликов Азхат Ахатович (RU), Кислин Михаил Александрович (RU) ФГУП "Новосибирский механический завод "Искра" (RU) |
Воспламени-тельный неоржавляю-щий ударный состав |
|||||
|
10 |
F42C19/10 |
2285229 |
10.10.2006 |
РФ |
Бибнев Николай Михайлович (RU), Баскаков Юрий Матвеевич (RU), Колесов Василий Иванович (RU), Ховансков Владимир Николаевич (RU) |
Капсюль-воспламенитель для патронов стрелкового оружия |
|||||
|
11 |
F42C19/10 |
2004136361 |
10.06.2006 |
РФ |
Бибнев Николай Михайлович (RU), Баскаков Юрий Матвеевич (RU), Колесов Василий Иванович (RU), Ховансков Владимир Николаевич (RU) |
Капсюль-воспламенитель для стрелкового оружия |
|||||
|
12 |
C06B25/06 C06B35/00 |
2269503 |
10.02.2006 |
РФ |
Гильманов Руслан Замильевич (RU), Добрынин Петр Яковлевич (RU), Петрухина Людмила Викторовна (RU), Рыжанков Константин Георгиевич (RU) |
Ударный состав для капсюлей-воспламенителей |
|||||
Продолжение таблицы 1.5.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
13 |
C06B25/06C06B41/02 |
2175652 |
08.04.2005 |
РФ |
Баскаков Ю.М., Королев В.П., Бибнев Н.М., Колесов В.И., Ховансков В.Н., Окишев О.И., Егоршев В.Ю. |
Термостой-кий неоржав-ляющий ударный вос-пламениель-ный состав для патронов стрелкового оружия |
|
14 |
F42C19/08 |
2230289 |
10.06.2004 |
РФ |
Агеев М.В. (RU), Власенко М.Е. (RU), Кувшинов В.М. (RU), Мурашов Л.А. (RU), Симонова В.А. (RU), Чижевский О.Т. (RU), Ширшов А.Н. (RU) |
Капсюль-воспламенитель |
|
15 |
F42C19/10 |
2001104580 |
27.03.2004 |
РФ |
Власенко Марк Евменьевич, Золотарев Владимир Исаакович, Агеев Михаил Васильевич, Егоров Николай Степанович |
Капсюль-воспламени-тель для спортивно-охотничьих патронов |
Таблица 1.5.2