

книги / Труды IX Международной (XX Всероссийской) конференции по автоматизированному электроприводу АЭП-2016 , Пермь, 3-7 октября 2016 г
..pdfРис. 1. Функциональная схема системы координированного управления
С целью упрощения анализа при разработке математической модели системы электропривода сделаем следующие допущения:
♦скольжение между основой и поверхностью мерильного вала отсутствует;
♦зависимость натяжения основы от скорости ее движения представляется линейной; все процессы нагружения основы протекают в области упругих и положительных деформаций;
♦ распределенные по длине силы трения нитей основы о воздух и направляющие элементы представляются сосредоточенными в узле трения 12 на расстоянии l2 от мерильного вала 11 (см. рис. 1).
II. МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ
На рис. 2 представлена развернутая структурная схема системы координированного управления электроприводами механизмов сновального 1 и укатывающего 2 валов.
Сцелью анализа системы электропривода и в связи
сневозможностью точного описания процесса сжатия слоев наматываемой основы, обусловленного действием ее натяжения и случайных факторов, учтем их кос-
венно изменением параметра αф спирали Архимеда (см. рис. 1), в соответствии с которым формируется
фактический радиус Rф = R0 + αф·N, где R0 – начальный радиус намотки; N – число оборотов сновального вала.
Теоретический радиус Rт рассчитывается аналогич-
но при заданном значении параметра αз. Разность R = Rт – Rф является задающим сигналом для системы электропривода укатывающего вала, замкнутой по давлению P в контакте валов. При этом электродвигатель 2 укатывающего вала отводит его от намотки шагами при включении реле 3, поддерживая заданное значение R.
Таким образом, в процессе моделирования имеется возможность выполнить анализ системы электропривода при любых возможных на практике значениях параметров спирали Архимеда αф и αз.
Рис. 2. Развернутая структурная схема системы координированного управления
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 391 -

С учетом введенных ранее в [2] и [6] обозначений передаточные функции (ПФ) структурной схемы рис. 2 представлены в таблице. В этой таблице: kpv, kpΩ, kдт – коэффициенты усиления регуляторов скорости, реактивной составляющей тока статора и обратной связи по току; Тр, ТΩ, Ткт – постоянные времени регуляторов, с; pп, Lm, Lr, Ψr – соответственно число пар полюсов, взаимная индуктивность обмоток статора и ротора, индуктивность обмотки ротора, Гн, потокосцепление ротора, Вб, электродвигателя сновального вала; Jпр – приведенный к валу электродвигателя момент инерции механизма сновального вала, кг·м2; M, Mу, MF – соответственно момент на валу электродвигателя и моменты, создаваемые уплотняющим валом и натяжением основы, Н·м; F1, F2 – соответственно натяжение основы в зоне деформации между мерильным и сновальным валами и на ее входе, Н; Е0 – модуль упругости основы, приведенный к ее ширине, Н/м; vм – скорость основы на поверхности мерильного вала, м/с; Tс = l1/vс; l1 – длина основы в зоне деформации, м; Jм – приведенный к валу электродвигателя момент инерции мерильного вала, кг·м2; Tс’ = l2/vс; l2 – длина основы между мерильным валом 11 и узлом ирения 12, м (см. рис. 1); kпч – коэффициент усиления преобразователя частоты; Uу – напряжение управления, В; ω – частота напряжения на выходе преобразователя, рад/с; Ωд – частота вращения вала электродвигателя, рад/с; kΩ – коэффициент усиления обратной связи по скорости, В·с/рад; Мк, sк – соответственно критические момент, Н·м, и скольжение; Тм – электромеханическая постоянная времени электродвигателя, с; Jу – приведенный к валу электродвигателя суммарный момент инерции укатывающего и сновального валов, кг·м2; Mр – статический момент на валу электродвигателя, создаваемый механизмом укатывающего вала, Н·м.
В процессе намотки сновального вала изменяются давление на него укатывающего вала и его момент нагрузки. Определенное в соответствии с методикой силового взаимодействия валковых пар [7] значение момента Mу от параметров сновального вала имеет вид
Mc = 0,12 |
R P |
|
P (1 |
− μ2 ) |
|
c |
|
|
|
, |
|
iрB |
|
BRуE0 |
|||
|
|
|
|||
где Р – давление укатывающего вала на намотку, Н; Rу, Rc – соответственно радиусы укатывающего и сновального валов, м; B, Е0 – ширина основы, м, и модуль упругости, отнесенный к ее ширине, Н/м; μ – коэффициент Пуассона; iр – передаточноеотношениередуктора.
Разработанная в соответствии со структурной схемой (см. рис. 2) математическая модель системы электропривода механизмов сновального и укатывающего валов реализована в программном комплексе MATLAB
Simulink.
На рис. 3 приведены расчетные кривые переходных процессов при пуске системы электропривода и в процессе намотки, иллюстрирующие работу механизмов укатывающего и сновального валов.
Передаточные функции математической модели
Наименование |
Обозначение |
|
|
|
Передаточнаяфункция |
||||||||||||||||||||||||||||||||||||
Регулятор |
H1(s) |
|
|
|
|
|
|
Uv (s) |
|
|
|
|
= kpv |
+ |
|
1 |
|
|
|
|
|
|
|
|
|||||||||||||||||
скоростиvc основы |
|
|
|
|
(U |
Зv |
|
− U |
1 |
) |
|
T s |
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
p |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Регуляторреактивной |
|
|
|
|
|
|
|
Isq (s) |
|
|
|
|
|
|
|
= kpΩ |
+ |
|
|
1 |
|
|
|||||||||||||||||||
составляющейIsq |
H2(s) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
(Uv − kcΩc )(s) |
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
токастатора |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
TΩ s |
|||||||||||||||||||||||||
ЭквивалентнаяПФ |
|
|
|
|
|
|
|
Iq (s) |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
H3(s) |
|
|
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
kдт |
|
|
|
|
|
|
||||||||||||||||
контуратокастатора |
|
|
|
(IqЗ − Iq )(s) |
|
2Tктs + 1 |
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
M (s) |
|
|
|
|
3pпLmΨ r |
|
|
|
|
|
|
||||||||||||||||||||||
Преобразователь |
H4(s) |
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
Iq (s) |
|
|
|
|
|
2Lr |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
иэлектродвигатель |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
механизма |
|
|
|
|
|
|
|
|
Ωд (s) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|||||||||||
сновальноговала |
H5(s) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
||
|
|
(M − M F − M у )(s) |
|
Jпрs |
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
H6(s) |
|
|
|
|
|
|
|
F1 (s) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E0kv |
|||||||||||||||
|
|
(vc − vм + F1kv−1 )(s) |
|
|
Tc s + 1 |
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Зонадеформации |
H7(s) |
|
|
|
|
|
|
|
|
vм (s) |
|
|
|
|
|
= |
|
Rм2 |
|
|
|
|
|
|
|
||||||||||||||||
основы |
|
|
|
|
|
F1 (s) − F2 (s) |
|
Jмs |
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
H8(s) |
|
|
|
|
|
|
|
F2 |
(s) |
|
= |
|
|
|
kз |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
v |
|
(s) |
|
|
T |
′s + 1 |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
м |
|
|
|
|
|
|
|
|
|
c |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
H9(s) |
|
|
|
|
|
|
|
ω(s) |
|
= kпч |
|
2π |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
U |
у |
(s) |
|
|
|
p |
n |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Электропривод |
|
|
|
|
|
|
|
|
M (s) |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
Mк |
||||||||||||||||||
H10(s) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
|
sк |
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
укатывающеговала |
|
|
|
|
(ω− kΩ Ωд )(s) |
|
Tмs + 1 |
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
H11(s) |
|
|
|
|
|
|
|
|
Ωу (s) |
|
|
|
|
|
|
= |
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
(M − Mр )(s) |
|
Jуs |
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 3. Переходные процессы в системе координированного управления движением сновального и укатывающего валов
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 392 -
Основные параметры системы:
♦ Электродвигатель сновального вала: 4А132S4У3,
Рн = 7,5 кВт; Uн = 220 В; Iн = 15 А; Ωн = 150 рад/с. Пре-
образователь частоты серии ЭПВ.
♦ Электродвигатель укатывающего вала: 4Н88УЗ,
Рн = 0,15 кВт; Uн = 220 В; Ωн = 73 рад/с; Iн = 0,65 А. Преоб-
разователь фирмы Mitsubishi FRD720S-014-EC/220.
♦ Параметры элементов структурной схемы: Jм =
= 0,02 кг·м2; Rм = 0,053 м; l1 = 3 м; l2 = 0,56 м; Rс = 0,4 м; ip = 1,2; Е0 = 6·103 Н/м; F0 = 80 Н; Mc = 6,57 Нм; kр = = 0,01 В/Н; kм = 0,013 Нм/м; kу = 0,038; k3 = 4,85 Н·с/м; kΩ = 0,06 В·с/рад; kс = 1 В·с/рад; kдv = 1 В·с/м; T0 = 0,6 с.
ВЫВОД
Разработана математическая модель регулируемого асинхронного электропривода механизмов сновального и укатывающего валов, обеспечивающих намотку сновальной паковки под контролем давления на нее укатывающего вала, координированного с углом поворота сновального вала.
Исследование выполнено за счет гранта Российского научного фонда (проект № 14-19-00972).
Библиографический список
1.Кутьин А.Ю. Проектирование текстильных паковок рулонного типа и методы их воспроизводства. Иваново: Изд-во Научнопроизв. центра «Стимул», 2006. 210 с.
2.Глазунов В.Ф., Виноградов А.Б., Шишков К.С. Асинхронный электропривод механизма формирования сновальных валов //
Вестник ИГЭУ. 2011. Вып. 1. С. 83–87.
3.Устройство управления формированием сновальных валов: пат. № 2439218 Рос. Федерация / Глазунов В.Ф.; заявл. 09.11.2010,
2010145553/12; опубл. 10.01.2012, бюлл. № 1. Патентообладатель ИГЭУ.
4.Виноградов А.Б. Векторное управление электроприводами переменного тока. Иваново: Изд-во ИГЭУ, 2008. 319 с.
5.Автоматизированный электропривод промышленных установок: учеб. пособие для вузов / под общ. ред. Г.Б. Онищенко. М.: Изд-
во РАСХН, 2001. 520 с.
6.Фираго Б.И., Павлячик Л.Б. Теория электропривода. Минск: Техноперспектива, 2004. 527 с.
7.Фомин Ю.Г., Ларионов С.В., Ларионова М.Д. Основы теории, конструкция и расчет валковых машин. Ч. 1. Иваново, 1999. 273 с.
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 393 -
УДК 621.314
Принципы построения систем электропривода механизмов намотки текстильных материалов
В.Ф. Глазунов, А.В. Пруднов, М.А. Соломаничев
Ивановский государственный энергетический университет им. В.И. Ленина, Иваново, Россия
Textile materials winding mechansms' electric drive design principles
V.F. Glazunov, A.V. Prudnov, M.A. Solomanichev
Ivanovo State Power Engineering University,
Ivanovo, Russian Federation
Показаны принципы построения устройств управления намоткой текстильных материалов, реализуемые на базе частотно-регулируемого электропривода переменного тока и математической модели, в качестве которой используется спираль Архимеда.
Frequency controlled electric drive based Warping beams’ forming control devices design principles and its mathematical model, which based on Archimedean spiral, are shown.
Ключевые слова: электропривод, система управления, намотка, ткань.
Key words: electric drive, control system, winding, fabric.
ВВЕДЕНИЕ
Одной из характерных особенностей текстильного производства является широкое использование технологического оборудования, обеспечивающего перемотку обрабатываемых материалов. Так, ровничное, кольцепрядильное, сновальное, шлихтовальное, ткацкое, отделочное и браковочное виды оборудования имеют в своей основе процессы перемотки текстильных материалов.
Здесь в особую группу можно выделить оборудование для намотки ткани, работающее на принципе осевого наката. В отличие от периферических накатов они позволяют удовлетворять жестким требованиям, предъявляемым к качеству формируемого рулона, используя
вкачестве управляющей координаты натяжение наматываемого материала. При этом решение задачи управления процессом намотки связано с разработкой ее математической модели и возможностью использования
всистеме автоматизированного электропривода наката, обеспечивающего стабилизацию плотности формируемой паковки. Известные математические модели намотки гибких материалов, отражающие напряженное состояние тел намотки, не могут быть использованы
всистемах управления плотностью.
В наибольшей степени ориентированной на решение указанной задачи является математическая модель намотки, построенная на базе спирали Архимеда, отличающаяся простотой и возможностью ее реализации на базе средств микропроцессорной техники [1, 2].
АНАЛИЗ УСТРОЙСТВ УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ
Один из возможных вариантов устройств управления намоткой текстильных материалов, построенных на базе электропривода, представлен функциональной схемой системы управления плотностью намотки ленточного материала [3] (рис. 1), в основу которой положен принцип стабилизации параметра спирали Архимеда δ = vR/ω (vR – скорость нарастания радиуса рулона во времени, м/с; ω – угловая частота вращения рулона, рад/с).
На практике параметр δ есть отношение радиуса R к числу оборотов n формируемого рулона (δ = R/n) и отражает толщину наматываемого материала, изменяющуюся под действием сжимающих рулон центростремительных сил, создаваемых натяжением F наматываемого материала.
В процессе намотки материала 1 в рулон 2 вращением его от электродвигателя 3, получающего питание от силового преобразователя 5, с помощью датчика 7 угловой частоты вращения ω рулона и датчика 8 скорости v намотки на выходе блока деления 9 вычисляется значение радиуса рулона (R = v/ω). Блок деления 11 на основе информации о числе оборотов рулона, снимаемой с выхода датчика 6, и радиусе формируемого рулона вычисляет значение параметра спирали Архимеда δ, сравниваемого с заданным значением δз, подаваемым с выхода блока 10. Ошибка регулирования (δз – δ) поступает на вход задатчика 12 натяжения F наматываемого материала, на выходе которого формируется его заданное значение Fз, сравниваемое с фактическим значением натяжения F, измеренным датчиком натяжения 4, и полученный
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 394 -

Блок масштабирования 7 обеспечивает вычисление момента M по току электродвигателя. В блоке 8 на основе математической модели, использующей спираль Архимеда, вычисляется теоретический радиус Rт фор-
|
|
мируемого рулона на каждом его обороте. |
|
|
Сигнал разности теоретического и действительного |
|
|
радиусов рулона (∆R = Rт – Rд), определяемых по (1), |
|
|
подается на вход блока 10, формирующего заданное |
|
|
натяжение Fз, которое затем сравнивается с действи- |
|
|
тельным натяжением F наматываемого материала. По- |
|
|
лученное отклонение натяжения (∆F = Fз – F) подается |
|
|
на вход преобразователя 5, регулирующего напряжение |
|
|
и ток электродвигателя 3 таким образом, чтобы мини- |
|
|
мизировать значения отклонений натяжения ∆F и ра- |
|
|
диуса намотки ∆R, обеспечивая тем самым равноплот- |
|
|
ную по радиусу структуру рулона. |
Рис. 1. Функциональная схема системы управления |
|
В настоящее время применение автоматизирован- |
|
ного электропривода переменного тока в текстильном |
|
плотностью намотки ленточного материала с устройством |
|
|
для регулирования его натяжения |
|
производстве для управления технологическим обору- |
сигнал разности (Fз – F) подается на вход преобразова- |
дованием (в том числе и осевыми накатами) позволяет |
|
обеспечить высокую точность регулирования пара- |
||
теля 5, питающего электродвигатель 3. При этом изменя- |
метров технологического процесса. В связи с этим для |
|
ется число оборотов n рулона и натяжение F, обеспечи- |
перематывающих агрегатов целесообразно использо- |
|
вая стабилизацию заданного параметра спирали Архи- |
вать вариант построения системы взаимосвязанного |
|
меда δз и соответственно плотности намотки. |
|
электропривода переменного тока с микроконтрол- |
Действительный радиус намотки может быть опре- |
лерным устройством стабилизации плотности намотки |
|
делен на основании измеренного значения тока элек- |
ткани (рис. 3). |
|
тродвигателя и натяжения материала [4]. |
|
Устройство выполнено на базе быстродействующе- |
Так, на рис. 2 ленточный материал 1 наматывается |
го логического микроконтроллера DVP-SA2, имеющего |
|
в рулон 2 со скоростью v и натяжением F с помощью |
возможность обмена данными с панелью управления |
|
электродвигателя 3. |
|
оператора DOP-B через шинный интерфейс RS-485 [5]. |
Ток, потребляемый электродвигателем и измеряе- |
В данном случае панель управления выполняет сле- |
|
мый датчиком тока 4, при условии пренебрежения по- |
дующие функции: |
|
терями мощности в электродвигателе и кинематических |
♦ ввод/вывод на дисплей постоянных и изменяю- |
|
узлах устройства пропорционален моменту M на валу |
щихся параметров намотки; |
|
рулона, что позволяет при измеренном датчиком 6 на- |
♦ расчет всех параметров соответствующей матема- |
|
тяжении F вычислить в блоке деления 9 действитель- |
тической модели на основе данных, поступающих |
|
ный радиус намотки: |
|
с микроконтроллера. |
Rд = M/F. |
(1) |
|
Рис. 2. |
Функциональная схема системы управления намоткой |
Рис. 3. Функциональная схема системы управления взаимосвязанным |
|
электроприводом перематывающего агрегата с микроконтроллерным |
|||
ленточного материала с устройством для регулирования |
|||
устройством стабилизации плотности намотки ткани; |
|||
|
его натяжения |
||
|
Uс – напряжение питающей сети |
||
|
|
||
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 395 -
При построении математической модели процесса намотки используются спираль Архимеда и принцип минимизации разности фактического Rд и теоретического Rт радиусов формируемого рулона [6].
Для реализации указанной модели оператором с помощью панели управления записываются в память микроконтроллера основные входные постоянные и переменные параметры процесса намотки ткани (массив Aвх на рис. 3):
♦радиус основания R0 формируемого рулона и максимальный радиус намотки Rmax;
♦ширина ткани Bт;
♦заданный параметр спирали Архимеда δз;
♦скорость намотки v;
♦заданная плотность намотки ρз;
♦отклонение радиуса намотки ∆R от его теоретического значения Rт;
♦заданное натяжение ткани Fз.
В процессе перемотки ткани все данные о его текущем состоянии, регистрируемые датчиковой системой, поступают для обработки в микроконтроллер и далее передаются в панель управления, где в режиме реального времени рассчитываются и выводятся на дисплей основные переменные параметры процесса намотки ткани (массив Aвых на рис. 3):
♦теоретический Rт и фактический Rд радиусы формируемого рулона;
♦параметр спирали Архимеда δ;
♦длина ткани Lт в рулоне;
♦натяжение F ткани;
♦расчетная плотность намотки ρн.
В рассматриваемой системе управления при перемотке ткани 1 за полный оборот измерительного ролика 2 датчика 3 длины материала на выходе его импульсного элемента 9 формируется последовательность импульсов, соответствующая участку наматываемой в рулон 4 ткани определенной длины. При этом величина управляющего сигнала на изменение измеряемого датчиком 5 натяжения F ткани, подаваемой с рулона 6, определяется с помощью панели управления 16 в функции разности сигналов фактического Rд и теоретического Rт радиусов формируемого рулона, поступающих с микроконтроллера 13, причем
Rт = Nрδз, |
(2) |
где Nр – число оборотов рулона на выходе датчика 7. Наличие в системе датчика натяжения, выполненно-
го в виде петлеобразователя с упругим элементом [7], обеспечивает согласование рабочих скоростей подающего звена 6 и наматываемого рулона 4 и исключает недопустимые изменения натяжения материала. Рациональный подход к выбору параметров указанного датчика в соответствии с [8] позволяет минимизировать чувствительность системы к вариациям параметров полотна (модуля упругости, коэффициента вязкости и др.). При этом сигнал, получаемый с датчика натяжения, дает возможность выполнить количественную оценку мгновенной величины натяжения F ткани и да-
лее использовать эту информацию для его регулирования и для идентификации других параметров процесса намотки, измеряемых косвенно (например, внутренней плотности рулона).
Вкачестве электродвигателей механизмов формируемого рулона 4 и подачи материала 6 здесь используются соответственно асинхронные электродвигатели
скороткозамкнутым ротором 8 и 10, получающие питание от соответствующих преобразователей частоты 11 и 15 с векторным управлением и ориентацией переменных по вектору потокосцепления ротора.
Впроцессе перемотки ткани на входы блоков 12 и 14 управления транзисторными ключами соответствующих преобразователей 11 и 15 с помощью микроконтроллера
13 подаются соответственно задающие напряжения UзF = Uз – UF и Uз. Здесь UF – напряжение обратной связи по натяжению ткани, вычисляемое с помощью панели управления на основе сигнала с датчика натяжения 5 и далее записываемое в память микроконтроллера. Значение напряжения Uз, пропорциональное постоянному значению скорости намотки v, также предварительно записывается оператором в память микроконтроллера с помощью панели управления 16.
Таким образом, на основе данных, поступающих в микроконтроллер с импульсного элемента 9 и с датчиков натяжения 5 и числа оборотов рулона 7, с помощью панели управления по величине сигнала разности фактического Rд и теоретического Rт, вычисляемого по (2), радиусов (∆R = Rд – Rт) выполняются коррекция и запись в память микроконтроллера величины задания по натяжению Fз ткани. При этом в системе управления взаимосвязанным асинхронным электроприводом перематывающего агрегата (рис. 3) обеспечивается намотка ткани в рулон с заданной плотностью.
В случае формирования рулонов с большими диаметрами намотки, когда используется двухзонное регулирование скорости приводных электродвигателей, наряду с необходимостью стабилизации плотности намотки, актуальной является задача сокращения общих потерь мощности в системах управления электроприводами осевых накатов. Одним из способов решения указанной задачи, применительно к рассматриваемой системе взаимосвязанного электропривода перематывающего агрегата, является возможность реализации энергосберегающего алгоритма управления [9], позволяющего минимизировать потери мощности в асинхронном электродвигателе механизма формирования рулона.
ЗАКЛЮЧЕНИЕ
Рациональное построение системы управления механизмами намотки текстильных материалов достигается на базе асинхронного частотно-регулируемого электропривода при использовании в качестве управляющей координаты натяжения материала. При этом регулирование натяжения и плотности намотки материала обеспечивается под контролем тока электродвигателя в функции разности измеряемого датчиком и вычисленного на основе математическоймоделирадиусов намотки.
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 396 -
В качестве математической модели, ориентированной на микропроцессорную реализацию, используется спираль Архимеда, параметр которой зависит от натяжения и является косвенным показателем как плотности намотки, так и длины наматываемого материала.
Библиографический список
1.Кутьин А.Ю. Проектирование текстильных паковок рулонного типа и методы их воспроизводства. – Иваново: Стимул, 2006. 210 с.
2.Глазунов В.Ф., Виноградов А.Б., Шишков К.С. Асинхронный электропривод механизма формирования сновальных валов //
Вестник ИГЭУ. 2011. Вып. 1. С. 83–87.
3.Устройство для регулирования натяжения ленточного материала: пат. 2523291 Рос. Федерация, МПК В 65 Н 23/00 / В.Ф. Глазунов; заяв. и патентообл. Иванов. гос. энергет. ун-т им. В.И. Ленина». –
№2012140613/13; заявл. 21.09.12; опубл. 27.03.14, Бюл. № 9. 4 с.
4.Устройство для регулирования натяжения ленточного материала: пат. 2523497 Рос. Федерация, МПК В 65 Н 23/00. / В.Ф. Глазунов; заяв. и патентообл. Иванов. гос. энергет. ун-т им. В.И. Ленина».
№2012140615/13; заявл. 21.09.12; опубл. 27.03.14, Бюл. № 9. 5 с.
5.Построение электропривода осевых накатов текстильного производства / В.Ф. Глазунов, А.В. Пруднов, М.А. Соломаничев, К.С. Шишков // Труды VIII Междунар. (XIX Всерос.) науч.-техн. конф. по автоматизированному электроприводу АЭП-2014: в 2 т. Т. 2 / отв. за вып. И.В. Гуляев. Саранск: Изд-во НИ Мордов. гос.
ун-та им. Н.П. Огарева, 2014. С. 264–267.
6.Устройство для намотки ткани: пат. 46483 Рос. Федерация, МПК В 65 Н 23/00 / В.Ф. Глазунов, М.А. Соломаничев; заяв. и патентообл. Иван. гос. энерг. ун-т. – № 2005106063; заявл. 03.03.05; опубл. 10.07.05, Бюл. № 19. 5 с.
7.Глазунов В.Ф., Куленко М.С., Соломаничев М.А. Системы управления осевой намоткой гибких материалов: учеб. пособие; Иванов. гос. энергет. ун-т им. В.И. Ленина. Иваново, 2012. 168 с.
8.Глазунов В.Ф., Тарарыкин С.В., Спичков Ю.П. О рациональном построении датчика натяжения ткани в поточных линиях текстильной промышленности // Изв. вузов. Технология текстильной промышленности. 1981. № 1.
9.Шишков К.С., Глазунов В.Ф. Энергосберегающий алгоритм управления электроприводом сновальной машины. М.: Приводная техника. 2011. Вып. 6. С. 9–14.
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 397 -
УДК 621.31: 623.486
Особенности определения эффективности функционирования систем электроснабжения промышленных электротехнических комплексов
Е.И. Грачева, О.В. Наумов
Казанский государственный энергетический университет, Казань, Россия
Features of determination efficiency functioning of systems power supply of industrial electrotechnical complexes
E.I. Gracheva, O.V. Naumov
Kazan State Power Engineering University,
Kazan, Russian Federation
Для систем внутрицехового электроснабжения возникает задача определения характеристик функционирования для всего периода эксплуатации. На основании приведенных вычислений выявлены элементы сетей, оказывающие значительное влияние на структурные и функциональные параметры системы электроснабжения.
For systems of intra shop power supply there is a problem of definition of characteristics of functioning for the entire period of operation. On the basis of the given calculations the elements of networks exerting considerable impact on structural and functional parameters of system of power supply are revealed.
Ключевые слова: электрический, источник питания, модель, алгоритм, сеть источника питания, сила, низкое напряжение.
Keywords: electric, power supply, model, algorithm, power supply network, tension, low-voltage.
INTRODUCTION
quality in part or in all consumers. Imperfection of operation, a mistake at design and a construction of objects, etc. can be such reasons.
At research of the general regularities defining durability of operation of various technical devices there are objective conditions of the solution of problems of reliability not only in qualitative, but also in quantitative aspect. Reliability at the same time is estimated quantitatively as probability that characteristics of object will be in limits of technical norms throughout the set time period under the set service conditions.
Recently there was a need of development of methods of an assessment of quality of functioning of electric networks. Development of these methods differs in considerable labor input and assumes detailed information on characteristics of casual processes in elements of shop networks.
DETERMINATION OF EFFICIENCY FUNCTIONING
OF SHOP NETWORKS
The complication of structure and functions of intra shop electric networks characteristic of the present assumes higher degree of their perfection. However complexity of electric networks increases number of the interconnected elements and consequently, and probability of violations in performance of their functions.
The casual, unforeseen reasons can lead to functioning violation as separate elements of an electric network, and speak rapidly it that causes interruption in supply of the electric power to consumers or inadmissible decrease in her
Forecasting of efficiency of functioning of electric systems of intra factory power supply is based not only on knowledge of technology and economic characteristics of consumers, but also on indicators of reliability of various subsystems of electric system, in particular subsystems of distribution of the electric power. Are characteristic of them a polynomials of elements; complexity of structures; existence of elements both continuous action (line), and discrete and continuous action (switching and protective equipment).
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 398 -

In the existing electric networks 0,4 kV the reserving elements get out and carried out in such a way that at refusal of one element in another there are no inadmissible modes and he completely provides performance of functions at refusal of the first. System failure concerning knots of loading can come only at refusal of two mutually reserving elements. The specified circumstances characteristic of shop networks cause need of conditional division of reliability of electric systems on structural and functional. The electric system of intra factory power supply, in particular her subsystem of distribution of electric energy - a shop network, consists of highly reliable elements when time of no-failure operation is many times more than time of restoration of elements, and refusal more than two independent elements an event improbable [1].
It is known that it is possible to judge by features of structure of an electric network about features of performance of her functions. Therefore, the structure is one of the major factors causing reliability of modern systems. Research of structure assumes allocation in system as a whole of separate elements, independent in sense of reliability, i.e. functional dependences between parameters of the modes of elements fade into the background. This approach to reliability assumes application of so-called element methods of calculation and the analysis of reliability, which are widespread not only in power, but also in other areas of equipment.
Application of element methods of calculation of reliability at the present stage is justified not only real features of functioning, but also tasks which can be solved at real opportunities of obtaining information on equipment failures and his operating modes.
At application of element methods refusal of an element an exit of his parameters (electric, mechanical, thermal, etc.) out of limits at which he ceases to carry out the functions is considered.
When calculating they quantitatively do not analyze functional dependences between parameters of the modes of separate elements of electric networks that is their undoubted shortcoming. However, simplicity of calculations and a possibility of receiving quantitative estimates of reliability allow considering application of element methods of calculation justified.
The assessment of functioning is made at a design stage, reconstruction or – at operation. Therefore, the reliability assessment methods allowing to use a minimum of basic data and at the same time providing rather reliable results are necessary.
Recently quantitative estimates of reliability of shop networks begin to be used also at operation for management of reliability level. At the same time, there are specific problems of an assessment of probabilistic characteristics of such systems. The decision provides them existence of information on an actual state of elements, more certain data (in comparison with design tasks) about equipment operating modes.
In shop networks with a large number of the interconnected elements, the automatic switching equipment considerable impact on reliability is exerted not only by structure of the scheme, but also reliability of functioning of automatic equipment and switching equipment.
Generally technical condition of electric contact connection is function of current, the area of contact connection, the inhaling moment (for a threaded connection), and
also depends on existence of corrosion, a deposit, etc. On excess of temperature of contact connection over ambient temperature it is possible to estimate indirectly technical condition of contact connection taking into account the factors influencing him [2].
On the basis of statistical data of operation of a number of the industrial enterprises, types of laws of distribution are defined and the main characteristics of functioning of different types of electric equipment of shop networks (tab. 1) are received.
We will estimate reliability of the found parameter of a stream of refusals, i.e. we will define confidential borders in which there is the valid size of parameter of a stream of refusals for this type of elements.
Confidential borders can be defined only with some probability called by confidential probability, or trust coefficient. The choice of size of confidential probability more depends on a research objective. Experience shows that the confidential probability 0,95 or 0,9 is quite sufficient for practical purposes.
We will define probability of no-failure operation of the scheme of the shop network presented in fig. 1.
It is established that empirical functions of distribution are approximated by the exponential law.
We will consider the assumption allowing to replace the real scheme SES at an assessment of her reliability with equivalent: definition of an entrance and exit of system, i.e. points concerning which reliability of power supply is defined; all power supplies connect in one point, and this point is accepted to absolutely reliable.
In electric circuits of power supply with two power supplies, the logical scheme cannot be consolidated to serialparallel connections because of existence of section switches.
Fig. 1. Electric settlement circuit: R – a threaded connection, P – connection by pressure testing, W – welded connection
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 399 -
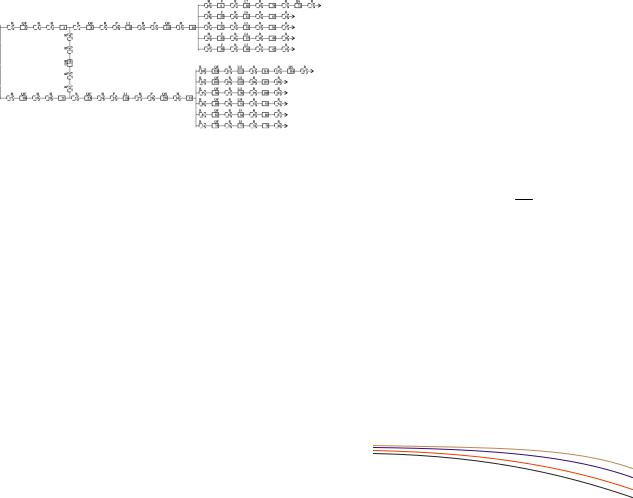
Fig. 2. Logical scheme of calculation of efficiency of the electric settlement circuit
The logical scheme of efficiency of functioning of the electric settlement circuit is submitted in fig. 2. After transformation of consecutive chains, we receive the scheme, which includes «bridge» - the section switch on tires of a low voltage.
Definition of indicators of reliability for such scheme is possible when using the following methods: a method of search of possible conditions of the scheme with the analysis of parameters of the modes in each state; a method of use of a formula of a total probability and the decomposition method based on her on multipliers [3].
For definition of probabilities of reliable work or refusal, it is expedient to use a formula of a total probability. For definition of probability of reliable work, it is interpreted as follows. The probability of an event of work of system concerning knot is calculated as the sum of works of probabilities of incompatible hypotheses (either work, or refusal of any element) on probability of an event of work of the rest of the scheme at this hypothesis. In other words, overall performance of the scheme is equal to the sum of work of probability of no-failure operation of i of an element of the scheme on probability of no-failure operation of the remained scheme (places of connection of i of an element are closed) and work of probability of refusal of the same i of an element of the scheme on probability of nofailure operation of the remained scheme (places of connection of i of an element are opened). Concerning any element of the scheme «bridge», it is possible to consider two incompatible hypotheses: work of an element with probability р and his refusal with probability of q. As such, element in the scheme we choose the section switch. Then, applying a formula of a total probability, it is easy to reduce her to the sum of two schemes: consecutive parallel and parallel consecutive. Probability of no-failure operation of the scheme:
рc = р5[(1 – q1q2) (1 – q3q4) ] +
+ q5[1 – (1 – p1p2) (1 – p3p4)] = 0,99998983
In this expression (1 – q1q2) · (1 – q3q4) – probability of no-failure operation of the scheme at the first hypothesis: to no-failure operation of the section switch; [1 – (1 – p1p2) · (1 – p3p4)] – probability of no-failure operation of the scheme at the second hypothesis: failure of the section switch; r5 – probability of the first hypothesis; q5 – probability of the second hypothesis.
Criterion of equivalence is equality of population means and dispersions of indicators of reliability.
We will estimate probability of no-failure operation by means of the law of distribution of refusals of elements – the law of the Rayleigh [4]:
− t2
Р(t) = e 2σ2 .
We will take the term of operation of 30 years for the settlement period.
As it is illustrated on fig. 3, the relation of probabilities of no-failure operation of the scheme without contact connections and taking into account contact connections increases eventually that shows significant influence of contact connections of switching devices on efficiency of functioning of shop networks. Shop networks of the industrial enterprises – the most branched and extended with a large number of consecutive connections. Therefore, at an assessment of characteristics of reliability the accounting of operational characteristics of switching devices and contact connections is required.
P(t) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1 .0 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 .9 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
0 .8 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
0 .7 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
0 .6 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
0 .5 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 .4 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 .3 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 .2 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 .1 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1 |
3 |
5 |
7 |
9 |
1 1 |
1 3 |
1 5 1 7 |
1 9 |
2 1 |
2 3 |
2 5 |
2 7 |
2 9 |
|
t, y e a r |
|||||||||||||||||||||||||||||||||||||||||||||||||
Fig. 3 Probability of no-failure operation of the scheme: 1 –without switching devices at coefficient of loading 0,3; taking into account switching devices: 2 – at coefficient of loading 0,3 and the number of operations of inclusion shutdown 2 cycles/days; 3 – at coefficient of loading 0,9 and the number of operations of inclusion shutdown the 12th cycles/days; 4 – at coefficient of loading 1,3 and the number of operations of inclusion shutdown the 20th cycles/days
The values of the parameters of the flow of failures of electrical equipment
|
|
Quantity |
|
Average |
Mean square |
Time of |
Average |
The boundaries of the |
||
|
Quantity of |
Time of |
parameter |
|||||||
Name of electric |
of the refused |
time between |
deviation |
restoration |
confidence interval, % |
|||||
equipment |
elements n, |
elements m, |
supervision |
failures |
of a time between |
of the Tr |
of a stream |
|
|
|
Confidence probability |
||||||||||
|
pieces |
pieces |
of T, year |
Taverage, year |
failures σ, year |
elements, hour |
refusals ω, |
|||
|
|
|
1/year |
α= 0,90 |
α= 0,95 |
|||||
|
|
|
|
|
|
|
||||
Automatic VA-51 switch |
283 |
217 |
15 |
13 |
2,5 |
4 |
0,051 |
-9,8/+9,8 |
-9,8/+9,8 |
|
Magnetic PME-211 actuator |
178 |
135 |
8 |
6 |
1,7 |
3 |
0,095 |
-11,6/+12,6 |
-13,8/+14,0 |
|
Contactor of the KT brand |
180 |
123 |
7 |
6 |
1,7 |
3 |
0,098 |
-11,2/+12,2 |
-14,3/+14,0 |
|
PN2-100 safety lock |
281 |
190 |
16 |
15 |
2,6 |
3 |
0,042 |
-9,5/+9,5 |
-11,5/+12,4 |
|
Package PV-3 switch |
206 |
116 |
21 |
20 |
2,9 |
4 |
0,027 |
-11,1/+14,8 |
-14,8/+18,5 |
|
Brand P knife switch |
163 |
144 |
23 |
20 |
2,9 |
3 |
0,038 |
-10,5/+10,5 |
-13,0/+15,8 |
|
Cable line AVVG-0,4kV |
72 |
65 |
35 |
30 |
3,4 |
24 |
0,026 |
-15,4/+19,2 |
-23,1/+19,2 |
|
(on 100m) |
||||||||||
|
|
|
|
|
|
|
|
|
||
____________________________________________________________________________________________________________________________
IX Международная (XX Всероссийская) конференция по автоматизированному электроприводу АЭП-2016
- 400 -