

книги / Основы САПР. CAD CAM CAE
.pdf372 |
Глава 11. Числовое Программное управление |
Рис. 11.41. Объемная модель детали
Рис. 11.42. Объемная модель заготовки
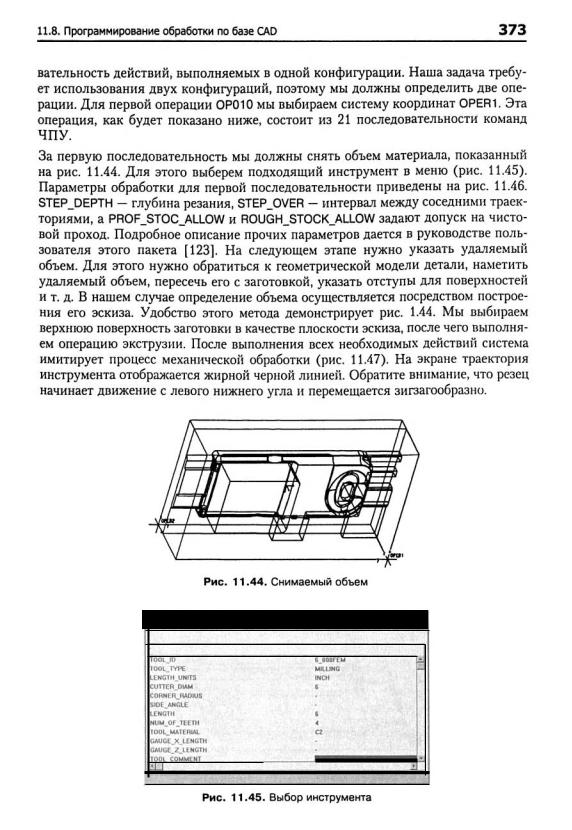
Для каждой конфигурации нужно создать соответствующую ей систем:х коорди нат (рис. 11.43). В системе Pro/MFG ось режущего инструмента параллельна
оси z, а приближение к детали происходит в отрицательном направлении этой оси. Поскольку деталь должна быть обработана с двух сторон, нам придется со здать две системы координат. Готовая деталь вместе с заготовкой показана на рис. 11.43. Все нижеследующие интерактивные операции будут выполняться на этом объекте.
Рис. 11.43. Объединение заготовки и детали
На следующем шаге нужно выбрать производственный участок. Доступен фре
зеровальный, токарный и электроэрозионный станок. Выбрав фрезеровальный станок, мы переходим к определению операции. Операцией называется последа-

Вопросы и задачи |
375 |
Аналогичным образом определяется вторая последовательность: указываются
параметры инструмента и технологического процесса, после чего выделяется об
рабатываемый объем (рис. 11.48) и строится траектория движения режущего ин
струмента (рис. 11.49). Оставшиеся последовательности операций проектируют
ся тем же методом.
Рис. 11.49. Моделирование траекторий второй последовательности
Вопросы и задачи
1.В чем разница между фиксированным последовательным форматом програм мы обработки детали и форматом пословной адресации?
2.Что такое фиксированный цикл?
3.В чем состоит основная сложность ручной подготовки .программ по сравне
нию с программированием на языке типа АРТ?
4.Объясните отличие операторов GOTO и GO языка АРТ.
5.Напишите (вручную) программу обработки пластины, изображенной на сле
дующем рисунке. Размеры прнведены в миллиметрах. Толщина прямоуголь
ной заготовки составляет 15 мм, а координата z для всех точек нижней
поверхности равна нулю. Параметры контроллера, инструмента, скорости,
подачи uозьмите из примера 11.1.
(35, 40)
у |
|
L. |
(80, 5) |
(35, 5) |
Начальная точка
6. Построi'пе геометрические фигуры, определяемые приведеИными ниже опе
раторами АРТ:
Pl=POINT/0.0.0
P2=POINT/100.50.0 Ll=L INE!P1. Р2
PЗ=POINT/0.50. О
376 |
Глава 11. Числовое программное управление |
P4DPOINT/100.0.0
L2•LINE/P3.P4
ClsCIRCLE/YLARGE.Ll.XLARGE.L2.RADIUS.lO
7. Постройте геометрическую модель детали и траекторию движения резца по
приведеиной ниже программе. Объясните значение каждой команды пост
процессора.
PARTNO РАRТ7
МACНIN/MILL .1
INTOL/0.002
OUПOL/0.002
CUПER/5
SP=POINT/-3.-3.4 Pl=POINT/0.0.0 P2=POINT/8.0.0 P3=POINT/4.4.0 P4=POINT/0 .4. О Ll•LINE/Pl.P2 L2=LINE/P2.P3 L3=LINE/P3.P4 L4=LINEIP4. Pl Pll=PLANE/Pl.P2.P3 SPINDL/1000
FEDRAT/5
COOLNT/ON
FROM/SP
GO/TO.Ll.TO.L4.TO.PL1
GORGT/Ll.PAST.L2
GOLFT/L2.PAST.L3
GOLFT/L3.PAST.L4
GOLFT/L4.PAST.Ll
GOTO/SP
COOLNT/OFF FINI
8.Напишите программу на АРТ для обработки детали из задачи 5. Условия об
работки те же.
9.Напишите АРТ-программу чистовой обработки детали, приведеиной на сле
дующем рисунке. Диаметр резца 1 дюйм, скорость подачи 8 дюймов в минуту, скорость вращения шпинделя 764 обjмин.
t+---5"-----i~
RO.B
6"
т8"---~
2"
L2...j
Начальное положение
инструмента
10.В любой доступной вам системе поверхностного моделирования постройте
модель приведеиной ниже детали. Размеры выберите самостоятельно. Попро-

Вопросы и задачи |
377 |
буйте рассчитать траектории чистовой обработки в доступной вам програм ме САМ.
Поверхностная модель колеса
произвольной формы
11. Выполните то же самое, что и в задаче 10, для приведеиной ниже детали.
Поверхностная модель механической детали
произвольной формы
Таблица 12.1. Характеристики машин для БПИ
|
Т1111 |
Стсрсолитоrрафия |
|
|
|
|
|
|
|
|
|
|
|
|
|
нроцссса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Машнна |
SmartStart |
SLA-250/ |
SLA- |
SLA-5000 |
LMS |
JSC-1000 |
SOUP-400, |
COLAMN |
|
Aaroflcx |
|||
|
|
(SLA-250/ |
40,50 |
3500 |
|
|
JSC-2000 |
-530, -600, |
-300 |
|
|
Solid |
||
|
|
ЗОЛ) |
|
|
|
|
-850 |
|
|
|
lmager |
|||
|
|
|
|
|
|
JSC-3000 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ко~шания |
3D Systcms (США) |
|
|
Fockele & |
SONY/ |
СМЕТ, inc. |
Mitsui |
|
Aaroflex, |
||||
|
|
|
|
|
|
Schwarze |
DMEC Ltd. |
(Япония) |
Zosen |
|
Inc. |
|||
|
|
|
|
|
|
(Германия) |
(Янония) |
|
(Япония) |
|
(США) |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочес |
250х |
250х |
350х |
508х |
400х |
1000х |
400х400х400, |
|
|
|
560х |
||
|
11ространст- |
250х |
250х |
350х |
508х |
400х |
800х |
530х355х355, |
|
|
|
560х |
||
|
во |
250 мм |
250 мм |
400 мм |
584 мм |
350 мм |
500 мм |
|
|
|
560 мм |
|||
|
600х400х400, |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
860х600х500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина |
0,15 мм |
0,1 мм |
|
|
0,1 мм |
0,1-0,3 мм |
|
|
|
|
0,05 мм |
||
|
слоя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точность |
0,1 мм |
|
|
|
0,01 мм |
0,1-0,2 мм |
0,05 мм |
|
|
|
0,06 мм |
||
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материал |
Любая фотополимерная смола |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Тип |
Ламиннрованис |
|
Модслиро- |
Спекание порошка |
Отвержденис на твердом основании |
||||||||
|
процссса |
|
|
|
вание мета- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ДОМ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
наплавления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Машина |
LOM-1015 |
Кira Solid |
Hot Plot |
FDM 1650, |
Sinterstation |
EOSINT Р350 |
Solidcr 4600 |
LSI- |
|
SOMOS |
|||
|
|
LOM- |
Center |
|
FDM 2000, |
2000, |
EOSINT М250 |
Solidcr 5600 |
0609МА, |
|
|
|||
|
|
|
|
FDM 8000 |
Sinterstation |
LSI- |
|
|
||||||
|
|
|
|
|
|
|||||||||
|
|
2030Н |
|
|
EOSINT S700 |
|
|
|
||||||
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
1115МА, |
|
|
||||||
|
|
|
|
|
|
2500 |
|
|
|
|
LSI- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
2224МА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Компания |
Helisys, Inc. |
Кira |
Sparx АВ |
Stratasys |
DTM |
EOS (Герма- |
Cubltal (Из- |
Light |
Teijin Seiki |
||
|
(США) |
(Япония) |
(Шве- |
(США) |
(США) |
ния) |
раиль) |
Sculpting, |
(Яnония) |
||
|
|||||||||||
|
|
|
|
ция) |
|
|
|
|
Inc. |
|
|
|
|
|
|
|
|
|
|
|
(США) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочее |
381х254х |
400х280х |
|
254х254х254, |
Высота |
340х340х590, |
350х350х350, |
150х150х |
300х300х |
||
nространст- |
356, |
|
300 мм |
|
254х254х254, |
304,8 мм, |
250х250х150, |
500х350х |
230, |
300 мм |
|
|
|||||||||||
во |
813х559х |
|
|
457х457х |
глубина |
720х380х |
500 мм |
280х280х |
|
||
|
|
|
|||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
508 мм |
|
|
381 мм |
|
380, |
|
||||
|
|
|
609 мм |
380 мм |
|
|
|||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
560х560х |
|
|
|
|
|
|
|
|
|
|
|
600 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина |
0,1 мм |
0,1 мм |
1,0 мм |
0,05 мм |
0,08 мм |
0,1-0,2 мм |
0,1-0,15 мм |
0,01 мм |
0,1-0,5 мм |
||
слоя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Точность |
0,1 мм |
0,2 мм |
|
0,127 мм, |
0,38 мм |
0,03 мм |
0,5 мм |
0,03 мм |
0,05 мм |
||
|
|
|
|
|
0,127 мм, |
|
|
|
|
(х,у) |
|
|
|
|
|
|
0,127-0,254 |
|
|
|
|
0,15 мм (z) |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материал |
Бумаrа с |
Обычная |
Лист с |
ABS, воск, |
ABS, пла- |
Полиамид, по- |
Фотополимер + растворимый в воде |
||||
|
локрытием |
|
колиро- |
покры- |
полиамид- |
СТИК, ПВХ, |
ликарбонат, |
воск |
|
|
|
|
|
|
|
||||||||
|
|
|
вальная |
тисм |
ный пластик |
ВОСК ДЛЯ |
полистирсн, |
|
|
|
|
|
|
|
бумаrа |
(поли- |
|
литья по |
металличе- |
|
|
|
|
|
|
|
|
этилен) |
|
выплавляе- |
ский сплав |
|
|
|
|
|
|
|
|
|
|
мым моде- |
|
|
|
|
|
|
|
|
|
|
|
лям, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
металлоке- |
|
|
|
|
|
|
|
|
|
|
|
рамюса |
|
|
|
|
|
|
|
|
|
|
|
с поликар- |
|
|
|
|
|
|
|
|
|
|
|
бонатным |
|
|
|
|
|
|
|
|
|
|
|
порошком, |
|
|
|
|
|
|
|
|
|
|
|
песок |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|