

2.Обработка отверстий сверлением, зенкерованием и развертыванием.
ОБЩИЕ СВЕДЕНИЯ О СВЕРЛЕНИИ, ЗЕНКЕРОВАНИИ И РАЗВЕРТЫВАНИИ
ТЕХНОЛОГИЧЕСКОЕ НАЗНАЧЕНИЕ. Сверление, зенкерование и развертывание являются технологическими способами обработки круглых отверстий различной степени точности и с различной шероховатостью образованных цилиндрических поверхностей.
Сверление — основной технологический способ образования отверстий в сплошном металлеобрабатываемых заготовок. Сверлением могут быть получены как сквозные отверстия в заготовке толщиной / (рис. 13.1, а), так и глухие отверстия глубиной 1С(рис. 13.1, б). При сверлении отверстий чаще всего используют стандартные сверла, имеющие два винтовых зуба, расположенных диаметрально друг относительно друга. Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы. Их поперечные сечения имеют форму овала, а продольные — небольшую конусность.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они просверлены. Разность диаметров сверла и просверленного им отверстия принято называть разбивкой отверстияОна тем больше, чем больше диаметр сверла: для стандартных сверл диаметромdc— 10.. .20 мм разбивка составляет 0,15.. .0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосносгь сверла и шпинделя сверлильного станка. Сверление отверстий без дальнейшей их обработки проводят в тех случаях, когда необходимая точность размеров лежит в пределах 12.. .14-го квалитета. Наиболее часто сверлением получают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы.
Зенкерование — технологический способ обработки предварительно просверленных отверстийдиаметромdcили отверстий, изготовленных литьем и штамкерования отверстий более правильной цилиндрической формы и с более точным размером диаметра, чем это достигается двухзубыми сверлами. Глубина резанияt3(рис. 13.1, в, г)при зенкерова- нии отверстий диаметромdcравна Ь = 0,5(d3-dc).
te
Сберление
Зенкерование
Разбертыбание
Рис.
13.1. Схема последовательной обработки
отверстий сверлом — сквозных (а) и
глухих (б), зенкером — сквозных (в) и
глухих (г), разверткой — сквозных
(д)и глухих (е)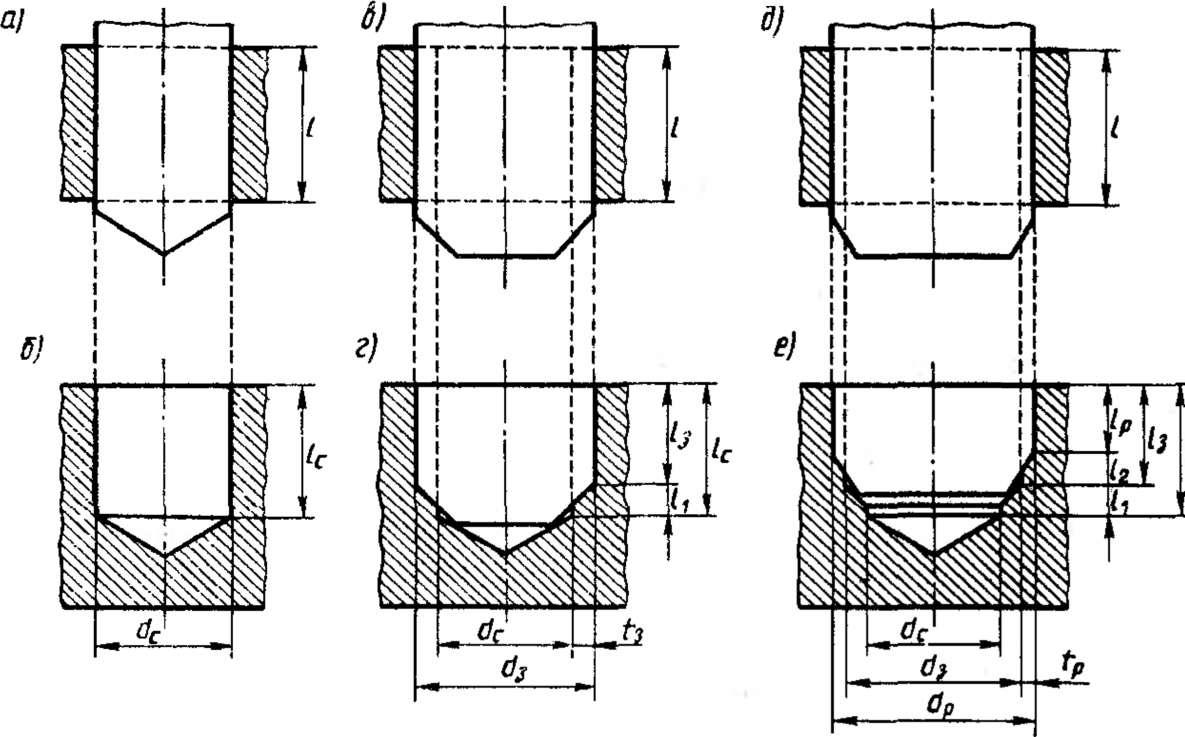
повкой в целью получения более точных по форме и размеру, чем при сверлении, цилиндрических отверстий (10..11-го квалитета точности) диаметромd3>dc(рис. 13.1, в, г). Сквозные отверстия зенкеруют по всей длинеl. Глухие отверстия глубиной /смогут быть обработаны зенкерами на глубину /3=lc-l1— Длинаl1зависит от размеров режущей части зенкера, упирающегося своим нижним концом в коническое дно глухого сверленого отверстия.
Стандартные зенкеры имеют от трех до восьми зубьев. Наиболее часто на практике встречаются зенкеры с тремя винтовыми зубьями, смещенными на 120° друг относительно друга. Через точки главных режущих кромок трех зубьев, лежащих в плоскости вращения, перпендикулярной геометрической оси зенкера, можно провести концентрические окружности. Это геометрическое свойство трехзубых зенкеров обеспечивает их самоцентрирование и получение после зен-
Назначение глубины резанияt3зависит от диаметра отверстий и механических свойств обрабатываемых металлов. Чем больше диаметр отверстия, тем больше глубина резания. Ориентировочноt3= = (0,05. ..0,l)d3. Более точно значение г3определяют, исходя из назначения минимального припуска на обработку или выбирают по нормативным таблицам.
Развертывание — технологический способ завершающей обработки просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий (6... . . .9-го квалитета точности) с малой шероховатостью(Ra= 0,32.. .1,25 мкм).
Сквозные зенкерованные отверстия на всей длине / развертываются на соос- ные отверстия диаметромdp>d3(рис. 13.1, д). Глухие зенкерованные отверстия могут быть развернуты лишь на глубинуlр=l3—l2(рис. 13.1, е).Длина 12зависит от размеров режущей части развертки, упирающейся своим торцовым концом в коническое дно отверстия. Чтобы получить развернутое глухое отверстие глубинойlр, необходимо иметь предварительно сверленное отверстие глубинойlc = lp + l1+ l2-
Развертываются отверстия развертками, имеющими четное число (z> 4) расположенных диаметрально друг против друга зубьев. Число зубьев развертки зависит от диаметра:
![]()
где dp— диаметр развертки, мм. Наличие на развертках большого числа зубьев обеспечивает устойчивое их центрирование в обрабатываемых отверстиях. Поскольку каждым зубом развертки срезается слой металла малой толщины аг< 0,04 мм, а также благодаря применению смазыва- юще-охлаждающей жидкости, развертыванием можно достигнуть высокой точности размера диаметра обработанных отверстий и малой шероховатости их стенок.
Глубина резания при развертывании зенкерованных отверстий (рис. 13.1, д, ё) tp=0,5(dp—d3)невелика и в зависимости от диаметра развертки составляет 0,1... ...0,4 мм. Так же как для зенкерова- ния, глубину резанияtpрассчитывают по уравнениям, используемым для определения минимального припуска по переходам или берут из нормативных таблиц.
ПРИНЦИПИАЛЬНАЯ КИНЕМАТИЧЕСКАЯ СХЕМА РЕЗАНИЯ. При сверлении, зенкеровании и развертывании, как и при продольном точении, принципиальные кинематические схемы предусматривают два одновременно действующих движения — вращательное и поступательное. Во всех случаях вращательное движение является главным, а поступательное движение — вспомогательным. Главное движение независимо от того, сообщается оно инструменту или заготовке, всегда является скоростью резания v: она численно равна скорости на максимальном диаметре обработки. Вспомогательное движение также независимо от того, сообщается оно инструменту или заготовке, всегда определяется подачей, направленной в сторону заготовки.
На рис. 13.2 приведены принципиальные кинематические схемы резания, когда сверла, зенкеры и развертки закрепляются вертикально (рис. 13.2, а),например в шпинделях вертикально-сверлильных станков, наклонно под углом е к вертикали — на специальных агрегатных станках и на автоматических линиях и горизонтально (рис. 13.2, в) —на токарных станках, автоматах и револьверных

Рис. 13.2. Принципиальные кинематические схемы резания на станках с вертикальной (а), наклонной (6) и горизонтальной (в) осью вращения шпинделя
станках. Во всех случаях в плоскости вращения находится вектор скоростиvи действует крутящий момент Мкр, а на линии, перпендикулярной оси вращения, находится вектор скорости подачиvsи вдоль нее действует осевая сила Рс.
В
процессе резания суммируются два
движения — вращательное и равномерное
поступательное. Поэтому каждая точка
режущих лезвий сверла, зенкера и
развертки совершает результирующее
движение резания по винтовой траектории,
лежащей на цилиндрической поверхности,
соосной с вертикальной осьюz(рис.
13.2, я), наклонной осьюz'
(рис. 13.2, б) или горизонтальной осью х
(рис. 13.2, в). Поверхность резания,
образованная режущими кромками
лезвий сверла, зенкера и развертки,
является совокупностью винтовых
траекторий всех точек режущих лезвий
этих инструментов. Угол подъема ст
винтовой траектории зависит от
расстоянияRот
точки режущего лезвия до оси вращения
и от подачи S,
мм/об, и
определяется соотношением
![]()