

Электролизные установки
Сущность электролизного технологического процесса (рис. ), заключается в том, что при протекании электрического постоянного тока через электролитическую ванну может иметь место одно из явлений:
Либо происходит осаждение частиц вещества из электролита на электродах ванны (электроэкстракция)
Либо имеет место перенос вещества с одного электрода на другой через электролит (электролитическое рафинирование)
Рис.
ЗАКЛАДКА
В качестве электролита используется растворы солей, кислот и оснований как правило в воде.
В электролите имеет место ионная проводимость. При подаче напряжения на электроды ионы движутся к электродам, нейтрализуются и оседают на них. При этом имеет место либо электроэкстракция либо электролитическое рафинирование.
Основное значение имеет при выборе понятие нормального потенциала.
Если электрод изготовлен из такого же металла как электролит, то при некотором потенциале между электродом и электролитом нет ни первого, ни второго процесса. Такой потенциал называется нормальный.
|
Металл, электролит |
Нормальный потенциал,В |
|
Al N2 H Cu Ag Zn |
-1.67 -2.71 0 0.34 0.8 -0.76 |
Если на электроды подать более отрицательный потенциал, то начинается электроэкстракция.
Если более положительный, то электролитическое рафинирование.
Электролиз применяют для получения или очистки металлов.
В количественном отношении электролизный процесс описывается тем же самым законом Фарадея.
![]()
Uэл=Eр+Eп+Uэ+Uс
Eр - напряжение разложения
Eп– сумма анодного и катодного ПН
Uэ– падение напряжения на электролите
Uс– падение напряжения на шинах контактов электродов
Uэ=I∙Rвн
Uэ =I∙(Rш+Rк+Rэ)
Pэл=I∙(Ep+Eп+Uэ+Uс)
W=Pэл∙τ
τ – время технологического процесса
Ep– полезная работа
Эффективность электролизного процесса описывается массой вещества.
![]()
Сырьем для получения Znслужит цинковая обманкаZnS. Этот минерал сначала подвергают окислению, обжигу, а затем подвергают выщелачиванию.
ZnSO4+H2O(5÷6%) Проводимость у такого раствора невысока, поэтому добавляют к этому раствору 10÷12%H2SO4
Электролитическая ванна выполнена из дерева или бетона и изолирована от земли.
Электролизный процесс проводится при t= 35÷400C
j= 400÷600 А/м2
На катоде появляется ПН – 1,1 В (нормальный потенциал -0,76 В)
Возникает электроэкстракция – осаждение Znна катоде.
η = 0,88÷0,94
1/gэ= 3500 кВт∙ч/т
τ = 40÷50 часов
После этого Znсдирают с катода и переплавляют.
Получение Al
В качестве электролита используются не раствор, а расплав. В качестве сырья используется глинозем Al2O3
tпл= 20500С
Расплав этого материала имеет низкую проводимость. Поэтому в качестве электролита используют глинозем и криолит Na3AlF6
tпл= 9500С
Ванны и электроды изготавливают из угля или графита.
I= 200÷250 кА
j= 7÷10 кА/м2
1/gэ= 14000÷16000 кВт∙ч/т
Гальванотехника
Это электротехнологический процесс осаждения металла на поверхность как металла, так и не металлических изделий с помощью электролиза.
Толщина покрытия не превышает десятков мкм.
Различают 2 разновидности:
гальваностедия
гальванопластика
Гальваностедия – омеднение, золочение, золочение, хромирование, никелирование…
Перед обработкой поверхность тщательно очищают, затем осуществляют травление кислотой H2SO4,HCl. В качестве электролита используется раствор соли наносимого металла. Иногда добавляют кислоты и щелочи для повышения проводимости. Анод изготавливается из наносимого металла, изделие является катодом.
Происходит перенос металла с анода на катод, обработка происходит при небольших плотностях тока , не больше десятков А/м2.
Гальванопластика – получение точных копий с изделий.
Электродинамический эффект и электрический ветер
При воздействии ЭП на газовые и жидкие среды наблюдается их движение. Оно обусловлено передачей кинетической энергии при соударении ионов среды с нейтральными молекулами.
Это явление получило название электрический ветер для газовых сред.
Электрический ветер всегда направлен от электрода с меньшим радиусом кривизны.
Сила воздействия на электрический разряд оценивается просто:
F=E∙ρρ– плотность заряда
Установлены некоторые закономерности электрического ветра:
скорость ЭВ линейно зависит от
при положителной полярности скорость выше
Импульсные установки
1.Установки электроэрозионной обработки.
2.Установки электрогидравлической обработки.
3.Установки электроимпульсной сварки.
4.Устновки магнитоимпульсной обработки металла.
5.Установки импульсной электрохимической обработки.
1.Установк электроэрозионной обработки.
Работа этих устройств основана на явлении электроэрозии,т.е разрушение обрабатываемого материала(Ме) под действием импульсов тока, протекающего между электродом обрабатываемой поверхностью, как правило в диэлектрической среде.
При протекании импульсов тока в искровом канале происходит превращение электроэнергии в тепло в искровом канале между электродам и поверхностью. Происходит нагрев, и его удаление.
Основные параметры обработки:
-частота следования импульсов от сотен до сотен тысяч Гц,
-амплитуда тока от долей до тысяч А,
-длительность импульсов от долей до нескольких тысяч секунд.
Изменением этих параметров устанавливается необходимый режим обработки. Схема1.
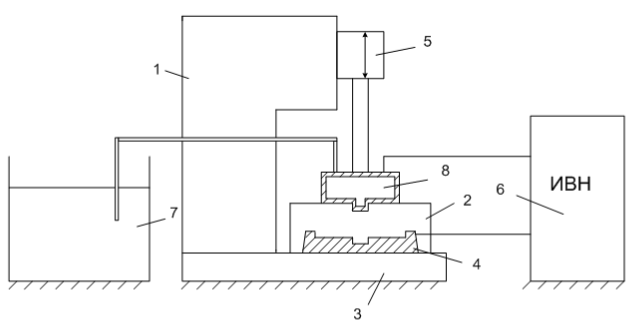
1-вертикальная стойка станка
2-рабочая ванна
3-стол для установки рабочей ванны, которая обеспечивает перемещение рабочей ванны по двум координатам в горизонтальной плоскости.
4-обратываемое электрод-изделие, располагающееся внутри рабочей ванны и перемещающейся вместе с ней.
5-устройство для вертикального перемещения.
6-источник высокого импульсного напряжения (периодическое, не ниже 1кВ).
7-система снабжения рабочей диэлектрической жидкостью(обычно трансформаторное масло). Система включает в себя насосы, фильтры, системы возврата жидкости, охладители.
8-электрод-инструмент, изготавливается из более тугоплавкого материала, чем электрод-изделие (вольфрам, графит).
Работа установки
Электрод-инструмент (8) подводится к поверхности изделия (4) и включается источник напряжения (6).
Т.е. к промежутку между электродом-инструментом (8), изделием (4) прикладываются импульсы высокого напряжения и в этом промежутке возникают электроискровые разряды. Эти каналы являются очень концентрированными преобразователями электрической энергии в тепловую с объемной плотностью 10^12 Дж/м3.
При этом плотность мощности 1-10^7 Вт/см2. Выделившаяся тепловая энергия приводит к нагреву, расплавлению, испарению металла изделия и его удаление с помощью рабочей жидкости. При этом многократные электрические разряды проходят послойно всю обрабатываемую поверхность. В итоге в изделии образуются углубления, которые копируют форму электрода.
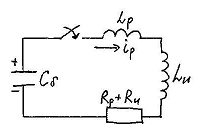
В качестве источников питания используются импульсные источники питания на основе емкостных накопителей энергии.
Схема 2.
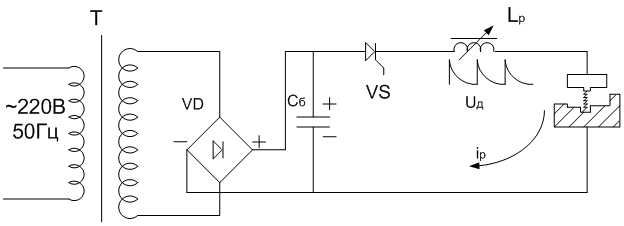
Питание происходит от сети 220В с помощью трансформатора тока. Повышенное напряжение выпрямляется с помощью выпрямителя VD, выпрямленное напряжение используется для периодической загрузки батареи конденсатораCб. После зарядки этой емкости образуется разрядный контур, содержащий индуктивностьLpи рабочий искровой промежуток. Емкость разряжается, в разрядном контуре протекает токLp. После этого тиристорVDзапирается и процесс зарядки емкости Сб повторяется. Управление режимом обработки (шероховатость, производительность) производится путем измения мощности и частоты следования импульсов токаip.
Такие установки имеют высокую производительность и высокое качество обработки. При некоторых видах обработки такие установки незаменимы.
Недостаток: наблюдается износ электрода-инструмента.
Установки электрогидравлической обработки
Такие установки основаны на применении электрогидравлического эффекта.
Электрогидравлический эффект заключается в преобразовании электроэнергии, запасённой в ёмкостном накопителе в механическую энергию ударной волны при помощи мощного искрового разряда, который создаётся в жидкой среде (чаще воде).
Электрическая схема практически такая же как в предыдущем случае. Отличие в длине разрядного промежутка (она больше).
Параметры технологического процесса:
1)
![]() - крутизна нарастающего тока;
- крутизна нарастающего тока;
2)
![]() до 250 кА;
до 250 кА;
3)
![]() до 100 МВт;
до 100 МВт;
4)
![]() до
до![]() Дж.
Дж.
При таких параметрах искровой канал имеет характер взрыва.
Температура канала
![]() К; Давление
К; Давление![]() МПа.
МПа.
Давление передаётся жидкости.
Области применения:
а) выбивка формовочных стержней в отливках сложной формы;
б) очистка литья и различных поверхностей от окалины;
в)дробление, измельчение различных материалов;
г) утилизация железобетонных изделий.
Установки импульсной сварки
Предназначены для получения неразъёмных сварных металлических соединений путём сжатия места соединения и нагревания его до температуры плавления путём пропускания импульсного тока.
Схема процесса такая же как и в предыдущем случае. Отличие только в нагрузке. Детали практически не нагреваются.
Преимущество – локализация термического воздействия, исключается разрушение мелких сварных деталей.
Устройства магнитно-импульсной обработки
Эти установки основаны на преобразовании ЭЭ в энергию импульсного МП, затем происходит взаимодействие импульсных полей, создаваемых инструментом – индуктором, с наведённым им Эл. Током в заготовке.
В результате энергия МП превращается в механическую энергию, которая необходимым образом деформирует заготовку.
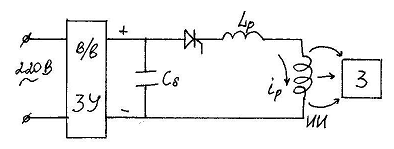
ЗУ – зарядное устройство;
![]() - батарея индуктивностей (создаёт импульс
нужной формы);
- батарея индуктивностей (создаёт импульс
нужной формы);
ИН – инструмент индуктор;
З – заготовка.
Многоконтурные и одноконтурные установки
Многоконтурная установкасодержит один или несколько инструментов – индукторов, выполненных в виде соленоидов.

МП соленоида, создаваемое током
![]() наводит в заготовке ток
наводит в заготовке ток![]() .
Токи взаимодействуют и обеспечивают
механические усилия и деформацию
заготовки.
.
Токи взаимодействуют и обеспечивают
механические усилия и деформацию
заготовки.
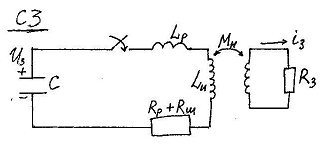
![]() - собственная индуктивность ИИ;
- собственная индуктивность ИИ;
![]() - активное сопротивление ИИ;
- активное сопротивление ИИ;
![]() - активное сопротивление
- активное сопротивление![]() ;
;
![]() - коэффициент взаимоиндукции;
- коэффициент взаимоиндукции;
![]() - индуктивность и активное сопротивление
заготовки.
- индуктивность и активное сопротивление
заготовки.
В схеме прот. ПП, он определяется методом ТОЭ. Технология операции по такой схеме используется в 3 варианте:
1) обжим;
2) раздача (индукция внутри заготовки);
3) листовая формовка (деформируется плоская заготовка).
Одноконтурная схема:
В этом случае разрядный ток протекает непосредственно через заготовку. Заготовка – часть ИИ.
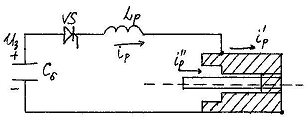
![]() разветвляется на
разветвляется на![]() и
и![]() .
Взаимодействие токов приводит к
деформации заготовки, и она приобретает
форму, показанную пунктиром.
.
Взаимодействие токов приводит к
деформации заготовки, и она приобретает
форму, показанную пунктиром.
Преимущества:
Нет необходимости в жидкой или газообразной технологической среде;
Можно использовать в труднодоступных местах, в вакууме и диэлектрической перегородки;
Универсальность;
Высокие удельные механические нагрузки
 Па;
Па;Простота автоматизации и контроля;
Точная дозировка и высокая производительность.
Недостатки:
Материал должен иметь высокую электропроводность;
Необходимость установки проводящих прокладок при образовании материалов, плохо проводящих эл. ток;
Трудности обработки поверхностей, имеющих разрыв для эл. тока;
Трудности с обработкой массивных заготовок.
Установки импульсной электрохимической обработки. Это рассмотренные выше электрохимические технологические процессы, в которых вместо постоянного напряжения применяется импульсное.