

3. Электрохимические технологии
Размерная электрохимическая обработка.
Размерная электрохимическая обработка – это процесс получения из заготовки какой-либо детали требуемой формы и размера с использованием явления анодного растворения металла.
Технологические схемы
Обработка с неподвижными электродами. Схема технологического представлена на рис.
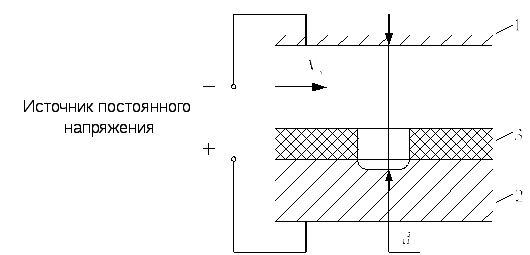
Рис.
1 – электрод – инструмент неподвижный;
2 – заготовка (обрабатываемое изделие);
3 – диэлектрик с открытыми участками.
![]() - направление и скорость движения
электролита.
- направление и скорость движения
электролита.
При такой обработке на месте открытого
участка появляется отверстие или
углубление. Рабочий зазор –
![]() изменяется в процессе обработки
(увеличивается) и процесс получается
нестационарным. Это является недостатком.
изменяется в процессе обработки
(увеличивается) и процесс получается
нестационарным. Это является недостатком.
Такая схема применяется для получения отверстий, удаления заусенцев, нанесения надписей.
Схема для прошивания отверстий, углублений, полостей сложной конфигурации (рис. ).
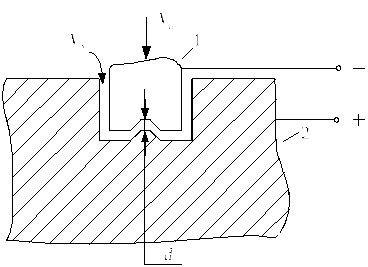
Рис.
1 - электрод – инструмент; 2 - обрабатываемое изделие.
Электрод – инструмент имеет поступательное
перемещение со скоростью
![]() в указанном направлении, причем таким
образам, что
в указанном направлении, причем таким
образам, что![]() .
Электрод – инструмент иногда выполняется
полым, в нем делаются мелкие отверстия
для подачи и отвода электролита.
.
Электрод – инструмент иногда выполняется
полым, в нем делаются мелкие отверстия
для подачи и отвода электролита.
Точение наружных и внутренних поверхностей (аналогия токарной обработки рис. ).

Рис.
Электрод – инструмент может иметь
перемещение как поперек, так и вдоль,
соответственно
![]() и
и![]() .
.
Разрезание заготовок.
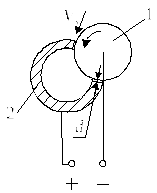
Рис.
Производительность не очень высокая. Применяется, когда нельзя использовать механическое воздействие, например, когда материал вязкий или хрупкий (крошится).
Шлифование поверхности (рис. ).
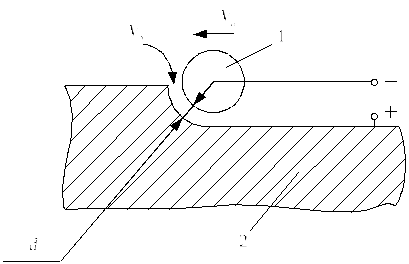
Рис.
Во всех схемах “+” всегда подается на обрабатываемую поверхность.
Размерная электрохимическая обработка обязательно применяется тогда, когда недопустимы механические усилия.
Механизм размерной электрохимической обработки.
Удаление металла происходит в среде электролита под действием электрического тока без непосредственного контакта между инструментом и заготовкой. В этом случае удаляемый металл претерпевает химическую реакцию соединения с продуктами разложения воды. При этом образуются нерастворимые в воде соединения – гидрооксиды металлов в виде мелких твёрдых частичек. Эти соединения уносятся потоками электролита. Попутно, в результате разложения молекул воды, на аноде появляется кислород, на катоде водород. На катоде наблюдается только разложение воды, и он не изнашивается. В качестве электролита наиболее часто используются раствор поваренной соли (NaCl) и раствор нитрата натрия. Электрод – инструмент изготавливают из меди, бронзы или графита.
По первому закону Фарадея:
![]()
![]() -
масса растворенного металла,
-
масса растворенного металла,
![]() -
количество электричества
-
количество электричества
![]() (Кл),
(Кл),
![]() -
электрофизический эквивалент
-
электрофизический эквивалент
![]() (кг/Ас)
(кг/Ас)
![]() -
число Фарадея,
-
число Фарадея,
A– атомная масса,
n– валентность,
I– величина электрического тока,
τ – время обработки.
Окончательно получаем:
![]() .
.
Значения электрохимического эквивалента
-
Материал
Сталь 4,5
Титан
Алюминий
Медь
Никель
Цинк
0,223
~0,16
~0,091
0,329
0,304
0,34
На практике чаще пользуются скоростью линейного растворения – это фактически скорость перемещения электрода – инструмента в процессе обработки. Эта скорость дает значение о производительности процесса.
![]() ,
,
![]() ,
,
![]() -
плотность тока,
-
плотность тока,
![]() -
площадь обрабатываемой поверхности,
-
площадь обрабатываемой поверхности,
![]() ,
,
![]() -
смещение электрода – инструмента,
-
смещение электрода – инструмента,
![]() -
плотность обрабатываемого материала,
-
плотность обрабатываемого материала,
![]() ,
,
![]() -
напряженность электрического поля,
-
напряженность электрического поля,
![]() -
удельная проводимость электролита.
-
удельная проводимость электролита.
Тогда скорость линейного растворения
![]() определится по формуле
определится по формуле
![]() ,
,
Параметр
![]() -
называется коэффициент выхода по току
и учитывает отклонения от закона Фарадея,
которые имеют место на практике. Численное
значение этого коэффициента колеблется
в пределах
-
называется коэффициент выхода по току
и учитывает отклонения от закона Фарадея,
которые имеют место на практике. Численное
значение этого коэффициента колеблется
в пределах![]() и зависит от вида электролита, формы и
размеров электродов, величины напряжения.
Если
и зависит от вида электролита, формы и
размеров электродов, величины напряжения.
Если![]() ,
это означает, происходит дополнительное
удаление металла вследствие побочных
химических реакций.
,
это означает, происходит дополнительное
удаление металла вследствие побочных
химических реакций.
Для большинства расчетных схем напряжение
берется в пределах
![]() .
Для титанового сплава напряжение может
достигать
.
Для титанового сплава напряжение может
достигать![]() .
Такое же напряжение используется при
резке металлов. При шлифовке
.
Такое же напряжение используется при
резке металлов. При шлифовке![]() .
Скорость электролита составляет
.
Скорость электролита составляет![]() .
.