

50. Устройство электросталеплавильных цехов. Технологическая схема работы эспц.
Устройство электросталеплавильных цехов:
Основные цехи: электросталеплавильный (ЭСПЦ), электрошлакового (ЭШП), вакуумдугового (ВДП) или плазменнодугового (ПДП) плавления, цехи порошковой металлургии.
Вспомогательные цехи: отделение чистки и смазки изложниц, двор изложниц, отделение разделения слитков, в настоящее время в основном применяют МНЛЗ.
Комплекс, обеспечивающих цехов и складов включает: цех обжига известняка, кислородный цех, склады огнеупоров и ферросплавов, ремонтные цехи, адмистративно-бытовой комплекс.
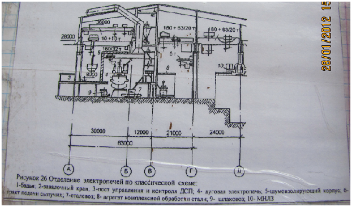
Основные инженерные сооружения: электрораспределительные устройства и подстанции, водоочистные сооружения, установки газоочистки, компрессорные, бассейны отстойников и шламонакопителей, галереи ленточных конвейеров с узлом перегрузок. Один из вариантов ЭСПЦ первого типа (рис26).
Технологическая схема работы ЭСПЦ:

Современная технология предполагает работу электропечей как с металлошихтой, состоящей из стального лома и металлических окатышей, так и стального лома и жидкого чугуна. Стальной лом доставляют в шихтовое отделение в контейнерах по ж/д путям или автотранспортом. С помощью крана его перегружают в корзины или бадьи, часть лома поступает россыпью и используется для дозагрузки в корзины. Для снижения расхода электроэнергии металл в корзинах нагревают теплом, отходящим от электроэнергии. Для этого корзину с металлом помещают в печи. После нагрева корзины поднимают завалочными кранами и металлолом загружают в электропечь. Сыпучие материалы и ферросплавы доставляют конвейерами и распределяют по расходным бункерам реверсивными передвижными конвейерами. Из этих расходных бункеров материалы через систему питателей, весов, дозаторов и конвейера направляются в распределительную воронку и далее в один из наклонных желобов для разгрузки через свод в печь. Электропечи используют только для расплавления скрапа и окатышей, удаление фосфора и окисления углерода. Рафинирование и легирование металла, а также доведения его температуры до величины, требуемой для разливки, проводят в ковше на установках внепечной обработки стали.
Схема работы цеха включает организацию основных технологических операций: подачу, загрузку скрапа, жидкого чугуна, сыпучих материалов и ферросплавов, ввод в электропечь кислорода и науглироживателя, изъятие из электропечи шлака, слив из электропечи металла, заправку электропечи, подготовку к плавке сталеплавильных печей, ремонтные и другие работы. Современная организация работ со скрапом включает подготовку скрапа к плавке в скрапоразделочном цехе, погрузку скрапа магнитными и грейферными кранами в бадьи и передачу их к эл. печам специальным автотранспортом и ж/д транспортом.
Основное производственное отделение ЭСПЦ – главное здание, где размещены электропечи, агрегаты внепечной обработки стали, МНЛЗ, основное технологическое и транспортное отделение.
В печном пролёте размещаются электропечи, установленные в шумопылезащищенные кожухи, с печными электроподстанциями, с участками подачи бадей с шихтой и участком ремонта сводов электропечей.
В бункерном пролёте располагаются бункера с сыпучими и ферросплавами для хранения, дозирования и загрузки в электропечах, в сталеразливочные ковши при выпуске стали из печей и в ковши при обработке стали на агрегатах комплексной обработки.
В ковшевом пролете размещены агрегаты комплексной обработки стали (АКОС) с независимыми от печей сталевозами, что позволяет избежать возможных задержек во времени плавки, когда электропечь и АКОС обслуживаются одним сталевозом.
В раздаточном пролете размещаются приёмные части поворотных стендов МНЛЗ, устройства и для сушки и разогрева ковшей и другое оборудование.
В шихтовом пролёте размещаются ямные бункера для скрапа и выделены площадки для складирования контейнеров (совков) со скрапом.
Транспортный пролёт предназначен для автобадьевозов, транспортирующих скрап из шихтового пролёта к электропечам, и для автошлаковозов, вывозящих шлак из под электропечей на шлаковый двор. Транспортный пролёт обслуживается кран-балками. В нём установлены весы для каждой электропечи, на которых взвешивают бадьи со скрапом.
В печном пролёте расположены электропечи в шумопылезащитных кожухах с печными подстанциями. В пролёте размещены агрегаты комплексной обработки жидкой стали. Между каждыми двумя электропечами размещены бункера для хранения заправочных материалов. Каждая электропечь обслуживается отдельной системой улавливания, охлаждения и очистки печных газов. Отсос газов происходит от отверстия в своде эл. печи и от шумопылезащитных кожухов.
В бункерном пролёте размещается транспортная система, подающая металлизированные окатыши, известь, ферросплавы и другие материалы в бункера электропечей, АКОС и в бункера заправочных материалов. В торцах бункерного пролёта размещены установки хранения пыли в бункерах, окомкования пыли и погрузки пыли в автотранспорт в отвал или переработку.
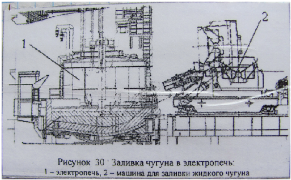
В распределительном пролёте размещены установки порционного вакуумирования стали, для продувки аргоном через погружаемую фурму и для подогрева ковшей. В пролёт входят приёмные стенды для сталеразливочных ковшей МНЛЗ, и в нем уложены ж/д пути для сталевозов. С обоих торцов распределительного пролёта пристроены помещения перестановки контейнеров, в которые подаются ферросплавы и др. распределительный пролёт обслуживается разливочным краном. Подают бадьи к электропечи и загружают в них сарап специальными быстроходными загрузочными кранами. В ЭСПЦ скрап подаётся россыпью или в контейнерах на ж/д платформы в шихтовом пролёте ЭСПЦ, где перегружаются в бадьи. Ж/д тележками бадьи со скрапом передаются к электропечи и загрузочными кранами скрап заваливается в электропечь. Также при производстве сталидо 40% жидкого чугуна. На спец. оборудованных площадках тележки подвозят жидкий чугун и заливают в печь заливочным краном (рис. 30).
Металлические окатыши, сыпучие материалы и ферросплавы от мест хранения и погрузки подаются системой транспортёров в бункера над электропечами, а от туда по системе конвейеров, питателей, весовых дозаторов, латков и воронок в эл.печь и отверстия в своде. Металлические окатыши, известь подают в печь непрерывно по ходу плавки, а другие материалы отдельными порциями. Образующиеся по ходу плавки шлак самотёком стекает через порог рабочего окна печи в шлаковый ковш, слив металла из электропечи. Металл из печи сливается в сталеразливочный ковш. В ЭСПЦ ковш жидкой стали подают на внепечную обработку для этого ковш с жидкой сталью разливочным краном снимают со сталевоза и переставляют на сталевоз АКОС. Заправляют электропечь после полного слива металла и шлака через 8-10 плавок магнезитным порошком, подающимся в главное здание ЭСПЦ конвейерным транспортом в расходные бункера с дозировочными устройствами. Используются машины центробежные для общей заправки и торкред-машины для выборочной заправки.
51. внепечная обработка стали
. Внепечная обработка стали — промежуточный передел между выплавкой стали и её разливкой — является относительно новым переделом и обязан своим развитием и успехами в первую очередь достижениям физической химии металлургических процессов и гидродинамики. Внепечная обработка стали начала активно применяться с 60-х годов, главным образом для повышения производительности дуговых сталеплавильных печей и конвертеров, позволяя вынести часть процессов рафинирования из этих агрегатов в ковш. Однако уже начало внедрения современных процессов внепечной обработки показало, что они позволяют существенно улучшить качество стали (механические свойства, коррозионную стойкость, электротехнические показатели и др.), но и получить сталь с принципиально новыми свойствами. Повышение качества стали привело к росту работоспособности машин и конструкций при уменьшении их массы. Другим важным фактором, обеспечившим этот результат, явилась возможность гарантированно получать сталь с узкими пределами содержания элементов. Это позволило уменьшить коэффициент запаса прочности, учитываемый при проектировании, с обычных 1,5 — 3,0 до 1,2 — 1,4, то есть примерно в два раза при сохранении низкого качества стали, её однородности, низкого содержания включений.
[править]
Особенности внепечной обработки
Металлургические процессы, обеспечивающие получение указанных результатов, эффективнее протекают при внепечной обработке, чем в сталеплавильных печах благодаря ряду особенностей внеагрегатной обработки:
а) создание наиболее благоприятных термодинамических условий для развития данного процесса, в частности наводка шлака, обеспечивающего наиболее глубокую десульфурацию; б) увеличение скорости взаимодействия с газовой фазой или шлаком вследствие дробления металла на порции (капли) с развитой контактной поверхностью; в) повышение интенсивности массопереноса в металле вследствие его дробления на порции (капли) и, следовательно, увеличение градиента концентраций растворённых в нём элементов.
Результаты внепечной обработки определяются принятыми методами и технологией, с помощью которых она осуществляется. Новые технологии обработки металла как в сталеплавильных печах, так и главным образом вне их, привели к заметному увеличению масштабов производства стали и сплавов, однородных по свойствам и содержащих ничтожно малое количество газов, неметаллических включений. Связанное с этим усложнение технологии оправдывается достигаемыми результатами в отношении качества и надёжности металлопродукции.
[править]
Методы внепечной обработки
Методы внепечной обработки стали могут быть условно разделены на простые (обработка одним способом) и комбинированные (обработка металла несколькими способами одновременно). К простым методам относятся: 1) обработка металла вакуумом; 2) продувка инертным газом; 3) обработка металла синтетическим шлаком, жидкими и твёрдыми шлаковыми смесями; 4) введение реагентов в глубь металла.
Основными недостатками перечисленных простых способов обработки металла являются: а) необходимость перегрева жидкого металла в плавильном агрегате для компенсации падения температуры металла при обработке в ковше; б) ограниченность воздействия на металл.
Лучшие результаты воздействия на качество металла достигаются при использовании комбинированных или комплексных способов, когда в одном или нескольких последовательно расположенных агрегатах осуществляется ряд операций. Выбор необходимого оборудования определяется той или иной технологией обработки металла. Несмотря на многоплановость задач, возникающих при решении проблемы повышения качества металла методами вторичной металлургии, используемые при этом приёмы немногочисленны: а) интенсификация процессов взаимодействия металла с жидким шлаком или твёрдыми шлакообразующими материалами путём организации интенсивного перемешивания; б) интенсификация процессов газовыделения путём обработки металла вакуумом или продувкой инертным газом; в) интенсификация процессов взаимодействия с вводимыми в ванну материалами для раскисления и легирования (подбор комплексных раскислителей оптимального состава, введение раскислителей в глубь металла в виде порошков, блоков, с помощью специальной проволоки, искусственное перемешивание с целью облегчения условий удаления продуктов раскисления и т. д.).
Внепечная обработка металла комбинированными методами может производиться: а) в обычном сталеразливочном ковше с футеровкой из шамота и с вертикальным стопором; б) в сталеразливочном ковше с футеровкой из основных высокоогнеупорных материалов и стопором шиберного типа; в) в сталеразливочном ковше, снабжённом крышкой; г) в сталеразливочном ковше, оборудованном для вдувания газа или газопорошковой струи снизу через смонтированные в днище устройства; д) в установке ковш-печь с крышкой (сводом), через которую опущены электроды, нагревающие металл в процессе его обработки; е) в агрегате типа конвертера с продувкой металла кислородом, аргоном; ж) в агрегате типа конвертера, снабжённом оборудованием для вакуумирования расплава и т. д.
В процессе внепечной обработки стали происходит охлаждение металла, что, естественно, ограничивает продолжительность обработки. Компенсация теплопотерь осуществляется различными способами. В этом плане агрегаты, используемые для целей внепечной обработки стали, условно можно разбить на несколько групп: 1) агрегаты без дополнительного подогрева или подачи тепла в процессе обработки; 2) агрегаты, в которых подвод тепла осуществляется в результате окисления железа и примесей при продувке кислородом; 3) агрегаты, в которых подвод тепла осуществляется с помощью электроэнергии.
В мировой практике получает всё большее распространение процесс, названный процессом ковш-печь. В зарубежной литературе процесс получил наименование LF-процесс (Ladle-Furnace), в отечественной литературе часто используют аббревиатуру АКОС (агрегат комплексной обработки стали). Процесс включает в себя перемешивание путём продувки металла аргоном в ковше, дуговой подогрев и обработку металла синтетическим шлаком в процессе его перемешивания аргоном. Процесс обеспечивает не только получение металла заданного химического состава и температуры, но и снижение количества неметаллических включений в результате удаления серы и кислорода. Такой агрегат может быть установлен в любом сталеплавильном цехе.