


Резьба в центровых отверстиях форм F, H и P должна выполняться по ГОСТу 24705–2004.
Для центровых отверстий всех форм параметры шероховатости по ГОСТу 2789–73 посадочных поверхностей (конусной и дугообразной) должны иметь значения Ra ≤ 2,5 мкм, поверхностей резьбы и предохранительных фасок – Rz ≤ 80 мкм.
В табл. 14, 16 и 18 размеры, заключенные в скобки, применять не рекомендуется.
4.5. Рифления прямые и сетчатые
На внешние поверхности рукояток, головок, круглых гаек, завинчиваемых вручную, для удобства завинчивания рекомендуется наносить рифление (рис. 80).
ГОСТ 21474–75 устанавливает рифление двух типов: прямое
(рис. 80, а; 81) и сетчатое (рис. 80, б; 82) с направлением рифления А.
а |
б |
Рис. 80. Рукоятка с прямым (а) и сетчатым (б) рифлением
Форма и основные размеры рифлений должны соответствовать требованиям ГОСТа 21474–75 (табл. 20).
Фаски должны соответствовать требованиям ГОСТа 10948–64. Шаги рифлений Р, мм, (рис. 83) в зависимости от диаметра D и ширины В накатываемой поверхности (рис. 81, 82) следует выбирать
из рядов:
–прямых (0,5; 0,6; 0,8; 1,0; 1,2; 1,6);
–сетчатых (0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0).
86

Таблица 20
Рифления прямые и сетчатые по ГОСТу 21474–75
Тип |
Материал |
Ширина |
Диаметры накатываемой поверхности D |
||||||
|
|
|
|
|
|
||||
|
свы- |
свы- |
|
свы- |
свы- |
||||
рифле- |
заготовки |
накатываемой |
от 8 |
ше 8 |
ше 16 |
свыше |
ше 63 |
ше |
|
ния |
поверхности В |
||||||||
|
|
|
|
до 16 |
до 32 |
32 до 63 |
до 125 |
125 |
|
Рифле- |
Для |
До 4 |
|
0,5 |
|
|
|
|
|
ние |
всех ма- |
|
|
|
|
0,6 |
0,6 |
0,8 |
1,0 |
Св. 4 |
до 8 |
|
|
||||||
прямое, |
териалов |
|
0,5 |
0,6 |
|
|
|
|
|
Св. 8 до 16 |
|
0,8 |
|
|
|||||
мм |
|
|
|
|
|
0,8 |
|
|
|
|
Св. 16 |
до 32 |
|
|
1,0 |
1,0 |
1,2 |
||
|
|
|
|
||||||
|
|
Св. |
32 |
|
|
|
|
1,2 |
1,6 |
Рифле- |
Цветные |
До 8 |
|
|
0,6 |
0,6 |
|
– |
|
ние сет- |
металлы |
|
|
|
|
|
0,8 |
|
|
Св. 8 до 16 |
|
|
|
0,8 |
– |
||||
чатое, |
и сплавы |
|
|
0,6 |
0,8 |
|
|
|
|
Св.16 до 32 |
|
|
1,0 |
– |
|||||
мм |
|
|
|
|
|
|
1,0 |
|
|
|
Св. |
32 |
0,5 |
|
|
1,2 |
1,6 |
||
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
До 8 |
|
|
0,8 |
0,8 |
– |
||
|
|
|
|
|
|||||
|
Сталь |
|
|
|
|
|
|
|
|
|
Св. 8 до 16 |
|
0,8 |
|
1,0 |
1,0 |
– |
||
|
|
|
|
1,0 |
|
|
|
||
|
|
Св.16 до 32 |
|
|
1,2 |
– |
|||
|
|
|
|
|
|
|
1,2 |
|
|
|
|
Св. |
32 |
|
|
|
1,6 |
2,0 |
|
|
|
|
|
|
|
|
|
|
|
Рис. 81. Рифление прямое
Высота рифления h (рис. 83) для прямого и сетчатого рифлений:
87

–для стали выбирается в пределах 0,25 ÷ 0,7 Р;
–для цветных металлов и сплавов – 0,25 ÷ 0,7 Р.
Рис. 82. Рифление сетчатое
Рис. 83. Параметры профиля рифления в направлении А
Угол α (рис. 83) для рифлений по стали должен быть равен 70°, для рифления по цветным металлам и сплавам – 90°.
Условное обозначение прямого рифления с шагом Р = 1,0 мм:
Рифление прямое 1,0 ГОСТ 21474–75.
88

Условное обозначение сетчатого рифления с шагом Р = 1,2 мм:
Рифление сетчатое 1,2 ГОСТ 21474–75.
Рис. 84 . Обозначение рифления на чертеже
На чертежах обозначение рифлений наносят над полкой линиивыноски, как показано на рис. 84.
4.6. Шпоночные соединения
Шпоночное соединение относится к разъемным соединениям и состоит из вала, колеса и шпонки (рис. 85).
Шпонки применяют для передачи крутящего момента. В специальную канавку – паз – на валу закладывается шпонка; на вал насаживают колесо так, чтобы паз ступицы колеса попал на выступающую часть шпонки.
4.6.1. Классификация ш понок
По конструкции шпонки подразделяются на призматические,
клиновые и сегментные. Форма и размеры шпонок и пазов на валу и в ступице определены государственными стандартами. Размеры пазов на валу и в ступице колеса должны соответствовать поперечному сечени шпонки.
Размеры соединений с призматическими шпонками устанавливает ГОСТ 2 3360–78; размеры соединений с клиновыми шпонками –
89
ГОСТ 24068–80; раз еры соединений с сегментными шпонками –
ГОСТ 24071– 7.
Рис. 85. Изображение шпоночного соединения с призматической шпонкой
Рабочими повер ностями |
у приз матических и сегментны шпо- |
нок являются боковые грани, а |
у клиновых – верхняя и нижняя широ- |
кие грани, одна из которых имеет уклон 1 : 100.
Поперечные сеч ния всех шпонок имеют форму прямоугольников с небольшими фасками (или скругленными). Размеры сечений шпонок выбирают в з висимо ти от диаметра вала, а их длину – в за-
висимости от передаваемых усилий. |
|
Условные обозначения шпонок определ яются |
тандартами и |
вклю ают в с бя наименование, исполнение, размеры, |
номер стандар- |
та. |
|
Чертежи шпоночных соединений выполняют по общим прави-
лам. Шпоночное соединение показывают во фронтальном разрезе осевой плоскостью. П ри это м шпонку изображают неразрезанной, на ва у выполняют местный разрез. Вторым изображением шпоночного соединения служит сечение плоскостью, перпендикулярной оси вала. Зазор между основаниями паза во втулке (ступице колеса) и шпонкой показывают увеличенным.
90

Примеры изображения шпоночных соединений на чертеже при-
ведены на рис. 89, 93, 99, 100.
В таком соединении на плоскости проекций (параллельно оси вала) наружную деталь показывают в разрезе, вал изображают местным разрезом так, чтобы выявить конструкцию шпонки. Шпонку показывают нерассеченной. Поперечную форму шпонки и пазов под нее показывают в сечении или разрезе плоскостью, перпендикулярной оси, например разрез А–А на рис. 89. На этом разрезе показаны характерные размеры шпоночного соединения: диаметр d, высота h и ширина b шпонки (и соответственно ширина пазов на валу и в наружной детали).
4.6.2. Соединения с призматическими шпонками
Призматические шпонки бывают обыкновенными и направляющими. Направляющие шпонки крепят к валу винтами; их применяют, когда колесо перемещается вдоль вала.
По форме торцов шпонки бывают трех исполнений: исполнение 1 – оба торца закруглены (рис. 86, а); исполнение 2 – оба торца плоские (рис. 87, а); исполнение 3 – один торец закруглен, второй – плоский (рис. 88, а).
Размеры шпонок, т. е. ширина b, высота h, длина l, размер фаски с или радиуса r (исполнение 1 (рис. 86, б), исполнение 2 (рис. 87, б), исполнение 3 (рис. 88, б)), должны выбираться в зависимости от диаметра вала и соответствовать указанным в табл. 21.
а б
Рис. 86. Изображение и размеры призматической шпонки исполнения 1
Размеры шпоночных пазов (рис. 89, 90) должны выбираться по ГОСТу 23360–78 в зависимости от диаметра вала и соответствовать указанным в табл. 21.
91

а б
Рис. 87. Изображение и размеры призматической шпонки исполнения 2
а б
Рис. 88. Изображение и размеры призматической шпонки исполнения 3
Рис. 89. Размеры сечений шпоночных пазов под призматические шпонки
92

Примеры условного обозначения призматической шпонки даны ниже.
Исполнение 1 с размерами b = 16 мм, h = 10 мм, l = 60 мм
Шпонка 16x10x60 ГОСТ 23360-78;
исполнение 2 с размерами b = 18 мм, h = 11 мм, l = 60 мм
Шпонка 2-16x10x60 ГОСТ 23360-78.
Рис. 90. Размеры радиуса или фаски пазов вала и втулки
Таблица 21
Шпонки призматические: размеры шпонок и сечений пазов по ГОСТу 23360 – 78
Диаметр |
Сечение |
Глубина |
Длина |
Размер фас- |
Размер |
|||||
вала d |
шпонки |
шпоночного паза |
шпонки l |
ки с или |
фаски с1 |
|||||
|
|
|
|
|||||||
|
b h |
вал (t1) |
втулка (t2) |
от |
до |
радиуса r |
или |
|||
|
радиуса r1 |
|||||||||
От 6 до 8 |
2×2 |
1,2 |
1,0 |
6 |
20 |
|
|
|
|
|
Св. 8 до 10 |
3×3 |
1,8 |
1,4 |
6 |
36 |
0,16 |
0,25 |
0,08 |
0,16 |
|
Св. 10 до 12 |
4×4 |
2,5 |
1,8 |
8 |
45 |
|||||
|
|
|
|
|||||||
Св. 12 до 17 |
5×5 |
3,0 |
2,3 |
10 |
56 |
|
|
|
|
|
Св. 17 до 22 |
6×6 |
3, 5 |
2,8 |
14 |
56 |
0,25 |
0,4 |
0,16 |
0,25 |
|
Св. 22 до 30 |
7×7 |
4,0 |
3,3 |
16 |
70 |
|||||
Св. 22 до 30 |
8×7 |
4,0 |
3,3 |
18 |
63 |
|
|
|
|
|
Св. 30 до 38 |
10×8 |
5,0 |
3,3 |
22 |
90 |
|
|
|
|
|
Св. 38 до 44 |
12×8 |
5,0 |
3,3 |
28 |
110 |
|
|
|
|
|
Св. 44 до 50 |
14×9 |
5,5 |
3,8 |
36 |
140 |
0,4 |
0,6 |
0,25 |
0,4 |
|
Св. 50 до 58 |
16×10 |
6,0 |
4,3 |
45 |
160 |
|||||
Св. 58 до 65 |
18×11 |
7,0 |
4,4 |
50 |
180 |
|
|
|
|
|
Св. 65 до 75 |
20×12 |
7,5 |
4,9 |
56 |
200 |
|
|
|
|
|
Св. 75 до 85 |
22×14 |
9,0 |
5,4 |
63 |
220 |
|
|
|
|
|
Св. 85 до 95 |
24×14 |
9,0 |
5,4 |
63 |
250 |
|
|
|
|
|
Св. 85 до 95 |
25×14 |
9,0 |
5,4 |
70 |
250 |
0,6 |
0,8 |
0,4 |
0,6 |
|
Св. 95 до 110 |
28×16 |
10,0 |
6,4 |
80 |
280 |
|||||
|
|
|
|
|||||||
Св. 110 до 130 |
32×18 |
11,0 |
7,4 |
90 |
320 |
|
|
|
|
|
93

|
|
|
|
|
|
Окончание табл. 21 |
||||
|
|
|
|
|
|
|
|
|
||
Диаметр |
Сечение |
Глубина |
Длина |
Размер фас- |
Размер |
|||||
вала d |
шпонки |
шпоночного паза |
шпонки l |
ки с или |
фаски с1 |
|
||||
|
|
|
|
|
||||||
|
b h |
вал (t1) |
втулка (t2) |
от |
до |
радиуса r |
или |
|
||
|
радиуса r1 |
|
||||||||
Св. 130 до 150 |
36×20 |
12,0 |
8,4 |
100 |
360 |
|
|
|
|
|
Св. 150 до 170 |
40×22 |
13,0 |
9,4 |
100 |
400 |
1,2 |
1,2 |
0,7 |
1,0 |
|
Св. 170 до 200 |
45×25 |
15,0 |
10,4 |
110 |
400 |
|
||||
Св. 200 до 230 |
50×28 |
17,0 |
11,4 |
125 |
450 |
|
|
|
|
|
Св. 230 до 260 |
56×32 |
20,0 |
12,4 |
140 |
500 |
|
|
|
|
|
Св. 260 до 290 |
63×32 |
20,0 |
12,4 |
160 |
500 |
1,6 |
2,0 |
1,2 |
1,6 |
|
Св. 290 до 330 |
70×36 |
22,0 |
14,4 |
180 |
500 |
|
||||
|
|
|
|
|
||||||
Св. 330 до 380 |
80×40 |
25,0 |
15,4 |
200 |
500 |
2,5 |
3,0 |
|
|
|
Св. 380 до 440 |
90×45 |
28,0 |
17,4 |
220 |
500 |
2,0 |
2,5 |
|
||
Св. 440 до 500 |
100×50 |
31,0 |
19,4 |
250 |
500 |
|
|
|
||
|
|
|
|
|
||||||
4.6.3. Соединения с сегментными шпонками
Для соединения с валом деталей, имеющих короткие ступицы, применяются сегментные шпонки (рис.91, а и 92, а). Форму, размеры сегментных шпонок и размеры шпоночных пазов под установку сегментарных шпонок регламентирует ГОСТ 24071–97.
По форме сегментные шпонки бывают двух видов: шпонки нормальной формы высотой h1 (рис. 91) и шпонки низкой формы высотой h2 (рис. 92).
а б
Рис. 91. Изображения (а) и размеры (б) сегментной шпонки нормальной формы
Сегментные шпонки низкой формы применяются только по согласованию заинтересованных сторон (заказчика).
94

Высота h2 сегментной шпонки низкой формы определяется по
формуле h2 = 0,8 h1.
Размеры шпоночных пазов (рис. 93, 94) выбираются в зав симости от диаметра вала и должны соответствовать значениям, указанным в табл. 22 .
а |
б |
Рис. 92. Изоб |
ражения (а) и размеры (б) сегментной шпонки изкой формы |
Рис. 93. Размеры сечений шпоночных пазов под сегментные шпонки
В табл. 22 приведены две серии взаимосвязи меж ду диаметром вала размером шпонки: серия 1 – для передачи крутящего момента,
95

серия 2 – для фиксации детали в случае неподвижной посадки, когда передача момента осуществляется за счет трения.
|
|
|
|
Рис. 94. Размеры радиуса пазов вала |
|
|||
|
|
|
|
и ступицы сегментной шпонки |
|
|||
|
|
|
Шпонки сегментные, размеры шпонок |
|
||||
|
|
|
|
и сечений пазов по ГОСТу 24071-97 |
|
|||
Диаметр |
Диаметр |
Размеры шпон- |
Глубина |
Размеры ра- |
||||
вала D, |
вала D, |
ки нормальной |
||||||
серия 1 |
серия 1 |
или низкой |
паза |
диуса пазов |
||||
|
|
вала и сту- |
||||||
|
|
|
|
формы |
вал |
ступи- |
||
от |
до |
от |
до |
(b×h1×d) |
(t1) ца (t2) |
пицы, r |
||
3 |
4 |
3 |
4 |
1,0×1,4×4 |
1,0 |
0,6 |
0,08 |
0,16 |
4 |
5 |
4 |
6 |
1,5×2,6×7 |
2,0 |
0,8 |
0,08 |
0,16 |
5 |
6 |
6 |
8 |
2,0×2,6×7 |
1,8 |
1,0 |
0,08 |
0,16 |
6 |
7 |
8 |
10 |
2,0×3,7×10 |
2,9 |
1,0 |
0,08 |
0,16 |
7 |
8 |
10 |
12 |
2,5×3,7×10 |
2,7 |
1,2 |
0,08 |
0,16 |
8 |
10 |
12 |
15 |
3,0×5,0×13 |
3,8 |
1,4 |
0,08 |
0,16 |
10 |
12 |
15 |
18 |
3,0×6,5×16 |
5,3 |
1,4 |
0,08 |
0,16 |
12 |
14 |
18 |
20 |
4,0×6,5×16 |
5,0 |
1,8 |
0,16 |
0,25 |
14 |
16 |
20 |
22 |
4,0×7,5×19 |
6,0 |
1,8 |
0,16 |
0,25 |
16 |
18 |
22 |
25 |
5,0×6,5×16 |
4,5 |
2,3 |
0,16 |
0,25 |
18 |
20 |
25 |
28 |
5,0×7,0×19 |
5,5 |
2,3 |
0,16 |
0,25 |
20 |
22 |
28 |
32 |
5,0×9,0×22 |
7.0 |
2,3 |
0,16 |
0,25 |
22 |
25 |
32 |
36 |
6,0×9,0×22 |
6,5 |
2,8 |
0,25 |
0,25 |
25 |
28 |
36 |
40 |
6,0×10,0×25 |
7,5 |
2,8 |
0,16 |
0,25 |
28 |
32 |
40 |
|
8,0×11,0×28 |
8,0 |
3,3 |
0,25 |
0,40 |
32 |
38 |
|
|
10,0×13,0×32 |
10,0 |
3,3 |
0,25 |
0,40 |
Таблица 22
Размеры
фаски шпонки,
с
0,16 0,25
0,16 0,25
0,16 0,25
0,16 0,25
0,16 0,25
0,16 0,25
0,16 0,25
0,25 0,40
0,25 0,40
0,25 0,40
0,25 0,40
0,25 0,40
0,25 0,40
0,25 0,40
0,40 0,60
0,40 0,60
В обозначении шпонки должны быть указаны ее ширина b и высота: h1 – шпонки нормальной формы; h2 – шпонки низкой формы.
96

Пример обозначение сегментной шпонки нормальной формы с размерами b × h1 = 6 x 10 мм:
Шпонка 6x10 ГОСТ 24071-97.
Пример обозначение сегментной шпонки низкой формы с размерами b х h2 = 6 x 8 мм:
Шпонка 6x8 ГОСТ 24071-97.
4.6.4. Соединения с клиновыми шпонками
Форму, размеры клиновых шпонок и размеры шпоночных пазов под установку клиновых шпонок регламентирует ГОСТ 24068–80.
По форме клиновые шпонки изготавливают двух видов: с головкой – исполнение 1 (рис. 95) и без головки – исполнения 2–4 (рис. 96–98).
а |
б |
Рис. 95. Изображение (а) и размеры (б) клиновой шпонки исполнения 1
Клиновые шпонки без головки различаются по форме торцов: исполнение 2 – оба торца закруглены (рис. 96, а); исполнение 3 – оба торца плоские (рис. 97, а); исполнение 4 – один торец закруглен, второй – плоский (рис. 98, а).
97
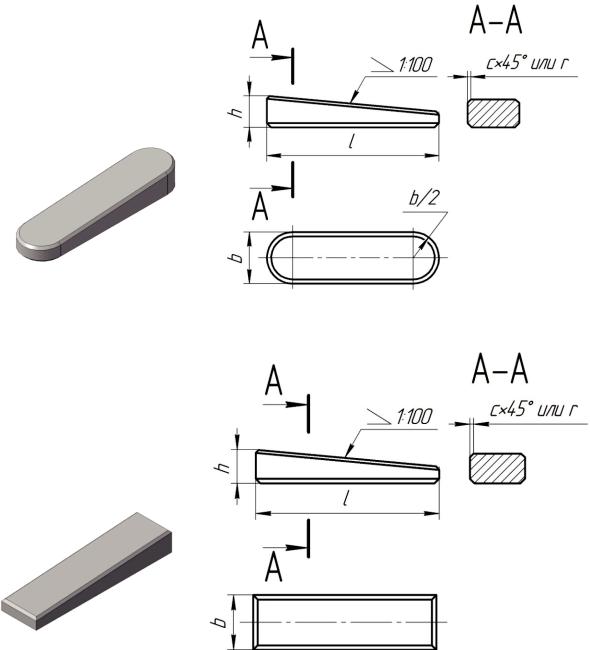
Размеры шпонок, т. е. ширину b, высоту h, длину l, размер фаски с или радиуса r (исполнение 1 (рис. 9 , б), исполнение 2 (рис. 96, б), исполнение 3 (рис. 97 б), исп лнение 4 (рис. 98, б)), н жно выбирать в зав симости от диаметра вала по Г ОСТу 24068–80, и они должны соответствовать указанным в табл. 23.
а б
Рис. 96. Изображение (а) и размеры (б) клиновой шпонки исполнения 2
а б
Рис. 97. Изображение (а) и размеры (б) клиновой шпонки исполнения 3
Размеры шпоночных пазов (рис. 99–101) выбира ют в зав симости о диаметра вала по ГОСТу 24068– 80, и они должны соответствовать значениям, указа ным в табл. 23.
98

а |
б |
Рис. 98. Изображение (а) и размеры (б) клиновой шпонки исполнения 4
Рис. 99. Размеры сечений шпоночных пазов под клиновые шпонки исполнения 1
99
В обозначении клиновой шпонки, согласно ГОСТу 24068–80, должны указываться ее ширина b, высота h и длина l.
Рис. 100. Размеры сечений шпоночных пазов под клиновые шпонки исполнений 2–4
Рис. 101. Размеры радиуса или фаски пазов вала и втулки
Пример обозначения клиновой шпонки исполнения 1 с размера-
ми b = 16 мм, h1 = 10 мм и l = 80 мм:
Шпонка 16x10х80 ГОСТ 24068-80.
100
Таблица 23
Шпонки клиновые: размеры шпонок и сечений пазов по ГОСТу 24068–80
Диаметр |
|
Глубина |
Длина |
Размер |
Размер |
||||||
Сечение |
шпоночного |
||||||||||
шпонки l |
фаски с |
фаски с1 |
|||||||||
вала d |
шпонки |
|
паза |
||||||||
|
|
|
или ра- |
или ра- |
|||||||
|
(b h) |
|
|
|
|
|
|||||
|
вал |
|
втулка |
|
|
||||||
|
|
от |
до |
диуса r |
диуса r1 |
||||||
|
|
|
|||||||||
|
|
(t1) |
|
(t2) |
|
|
|
|
|
|
|
От 6 до 8 |
2×2 |
1,2 |
|
0,5 |
5 |
20 |
|
|
|
|
|
Св. 8 до 10 |
3×3 |
1,8 |
|
0,9 |
6 |
36 |
0,16 |
0,25 |
0,08 |
0,16 |
|
Св. 10 до 12 |
4×4 |
2,5 |
|
1,2 |
8 |
45 |
|||||
|
|
|
|
|
|||||||
Св. 12 до 17 |
5×5 |
3,0 |
|
1,7 |
10 |
56 |
|
|
|
|
|
Св. 17 до 22 |
6×6 |
3, 5 |
|
2,2 |
14 |
70 |
0,25 |
0,4 |
0,16 |
0,25 |
|
Св. 22 до 30 |
8×7 |
4,0 |
|
2,4 |
18 |
90 |
|||||
|
|
|
|
|
|||||||
Св. 30 до 38 |
10×8 |
5,0 |
|
2,4 |
22 |
110 |
|
|
|
|
|
Св. 38 до 44 |
12×8 |
5,0 |
|
2,4 |
28 |
140 |
|
|
|
|
|
Св. 44 до 50 |
14×9 |
5,5 |
|
2,9 |
36 |
160 |
0,4 |
0,6 |
0,25 |
0,4 |
|
Св. 50 до 58 |
16×10 |
6,0 |
|
3,4 |
45 |
180 |
|||||
Св. 58 до 65 |
18×11 |
7,0 |
|
3,4 |
50 |
200 |
|
|
|
|
|
Св. 65 до 75 |
20×12 |
7,5 |
|
3,9 |
56 |
220 |
|
|
|
|
|
Св. 75 до 85 |
22×14 |
9,0 |
|
4,4 |
63 |
250 |
|
|
|
|
|
Св. 85 до 95 |
25×14 |
9,0 |
|
4,4 |
70 |
280 |
0,6 |
0,8 |
0,4 |
0,6 |
|
Св. 95 до 110 |
28×16 |
10,0 |
|
5,4 |
80 |
320 |
|||||
Св. 110 до 130 |
32×18 |
11,0 |
|
6,4 |
90 |
360 |
|
|
|
|
|
Св. 130 до 150 |
36×20 |
12,0 |
|
7,1 |
100 |
400 |
|
|
|
|
|
Св. 150 до 170 |
40×22 |
13,0 |
|
8,1 |
100 |
400 |
|
|
|
|
|
Св. 170 до 200 |
45×25 |
15,0 |
|
9,1 |
110 |
450 |
1,0 |
1,2 |
0,7 |
1,0 |
|
Св. 200 до 230 |
50×28 |
17,0 |
|
10,1 |
125 |
500 |
|||||
|
|
|
|
|
|||||||
Св. 230 до 260 |
56×32 |
20,0 |
|
11,1 |
140 |
500 |
|
|
|
|
|
Св. 260 до 290 |
63×32 |
20,0 |
|
11,1 |
160 |
500 |
1,6 |
2,0 |
1,2 |
1,6 |
|
Св. 290 до 330 |
70×36 |
22,0 |
|
13,1 |
180 |
500 |
|||||
|
|
|
|
|
|||||||
Св. 330 до 380 |
80×40 |
25,0 |
|
14,1 |
200 |
500 |
2,5 |
3,0 |
|
|
|
Св. 380 до 440 |
90×45 |
28,0 |
|
16,1 |
220 |
500 |
2,0 |
2,5 |
|||
Св. 440 до 500 |
100×50 |
31,0 |
|
18,1 |
250 |
500 |
|
|
|||
|
|
|
|
|
|||||||
Пример обозначения клиновой шпонки исполнения 2 с теми же
размерами:
Шпонка 2-16x10х80 ГОСТ 24068-80.
Изображение шпоночного паза и нанесение размеров на валу и втулке при выполнении чертежей и эскизов показано на рис. 102, 103.
101

Рис. 102. Изображение шпоночного паза и нанесение размеров на чертеже вала
Рис. 103. Изображение шпоночного паза и нанесение размеров на чертеже втулки
102
4.7. Шлицевые соедине ния
Шлицев ые соединения б вают неподвижные (для неподвижного скрепления ступиц ы и вала), а также подвижные, которые обеспечивают возможность осевого пер мещения ступицы по валу, к
прим ру, кор бок передач станков, зубчатого колеса, автомобилей и пр. В сравнении со шпоночн ми шлицевые соединения имеют преимущества: более то ное центрирование, лучшее на правление при перемещении ступицы по валу и высокую прочность вала, а при одинаковом диаметревалам гутпередаватьбольшийкрутящий момент.
4.7.1. Классифи кация
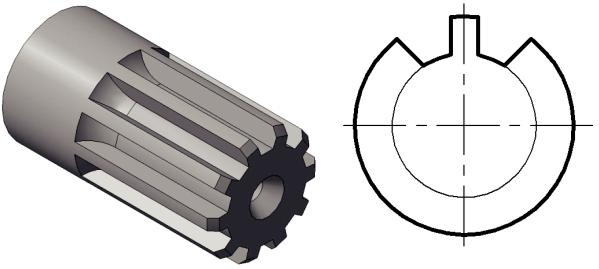
Самыми распространенными являются шлицевые соединения с прямобочным профилем зубьев, изготавливаемые по ГОСТу 11 39–80
(рис. 104). Их применяют при передаче больших моментов, например, в шлицевых соединен ях карданных валов автомобилей.
а б
Рис. 104. Изображение части вала (а) и профиля зубьев (б) с прямобочными шлицами
Различа ют шлицевые соединен я с эвольвентным профилем
зубье по ГОС Ту 6033–80 (рис. 105). лицевые эвольвентные соединения используют редко; шлицевые прямобочные сое динения имеют достоинства по сравнению с эвольвентным соединением. Это и более высокая прочность прямобочных шлицев, поскольку они утолщены у основания, даиизготавливатьпрямобочныешлицы прощеи дешевле.
103

При передаче небольши моментов в к честве неподвижного соединения применяют шлицевое соединение с треугольным профилем зубьев (рис. 106).
а б
Рис. 105. Изображение части вала (а) и профиля зубьев (б) с эвольвентными шлицами
а |
б |
Рис. 106. Изображение части вала (а) и профиля зубьев (б) |
|
с треугольными |
лицами |
Основны е размеры и числа зубьев прямобочных шлицевых со- |
|
единений (рис. 107– 111), согласно |
требованиям ГОСТа 1139–80, |
долж ны соответствовать указанным в табл. 24–26.
Шлицевые валы с прямобочным профилем зубьев изготавливают в легкой, средней и тяжелой сериях. Цент ировани е шлиц ов: исполнение 1 – по внутреннему диаметру, применяется для изготовления валов в легкой и средней серии м тодом обкатывания (рис. 109);
104

исполнение 2 – по наружному диаметру и боковым сторонам зубьев (рис. 110); исполнение 3 – по внутреннему диаметру (рис. 111).
Рис. 107. Размеры втулки прямобочного шлицевого соединения
Рис. 108. Размеры вала прямобочного шлицевого соединения
В условном обозначении шлицевого соединения должны быть указаны:
–параметр, по которому выполняется центрирование;
–число зубьев z;
–наружный диаметр D;
–внутренний диаметр d;
–ширина зуба b.
105

Рис. 109. Центрирование шлицов с прямобочным профилем, исполнение 1
Рис. 110. Центрирование шлицов с прямобочным профилем, исполнение 2
Рис. 111. Центрирование шлицов с прямобочным профилем, исполнение 3
106
Таблица 24
Размеры и числа зубьев прямобочных шлицевых соединений легкой серии по ГОСТу 1139–80, мм
|
z × d × D |
|
b |
d1, не менее |
а, не менее |
c или r1 |
r, не более |
||
|
6×23 × 26 |
6,0 |
22,1 |
3,54 |
0,3 |
0,2 |
|||
|
6 × 26 × 30 |
6,0 |
24,6 |
3.85 |
0,3 |
0,2 |
|||
|
6 × 28 × 32 |
7,0 |
26,7 |
4,03 |
0,3 |
0,2 |
|||
|
8 × 32 × 36 |
6,0 |
30,4 |
2,71 |
0,4 |
0,3 |
|||
|
8 × 36 × 40 |
7,0 |
34,5 |
3,46 |
0,4 |
0,3 |
|||
|
8 × 42 × 46 |
8,0 |
40,4 |
5,03 |
0,4 |
0,3 |
|||
|
8 × 46 × 50 |
9,0 |
44,6 |
5,73 |
0,4 |
0,3 |
|||
|
8 × 52 × 58 |
10,0 |
49,7 |
4,89 |
0,5 |
0,5 |
|||
|
8 × 56 × 62 |
10,0 |
53,6 |
6,38 |
0,5 |
0,5 |
|||
|
8 × 62 × 68 |
12,0 |
59,8 |
7,31 |
0,5 |
0,5 |
|||
|
10 |
× 72 |
× 78 |
12,0 |
69,6 |
5,45 |
0,5 |
0,5 |
|
|
10 |
× 82 |
× 88 |
12,0 |
79,3 |
8,62 |
0,5 |
0,5 |
|
|
10 |
× 92 |
× 98 |
14,0 |
89,4 |
10,08 |
0,5 |
0,5 |
|
|
10 × 102 |
× 108 |
16,0 |
99,9 |
11,49 |
0,5 |
0,5 |
||
|
10 × 112 |
× 120 |
18,0 |
108,8 |
10,72 |
0,5 |
0,5 |
||
|
|
|
|
|
|
|
|
|
Таблица 25 |
|
|
|
Размеры и числа зубьев прямобочных шлицевых |
|
|||||
|
|
|
соединений средней серии по ГОСТу 1139–80, мм |
|
|||||
|
|
|
|
|
|
|
|
||
|
z × d × D |
|
b |
d1, не менее |
а, не менее |
c или r1 |
r, не более |
||
|
6 |
× 11 × 14 |
|
3,0 |
9,9 |
– |
0,3 |
0,2 |
|
|
6 |
× 13 × 16 |
|
3,5 |
12,0 |
– |
0,3 |
0,2 |
|
|
6 |
× 16 × 20 |
|
4,0 |
14,5 |
– |
0,3 |
0,2 |
|
|
6 |
× 18 × 22 |
|
5,0 |
16,7 |
– |
0,3 |
0,2 |
|
|
6 |
× 21 × 25 |
|
5,0 |
19,5 |
1,95 |
0,3 |
0,2 |
|
|
6 |
× 23 × 28 |
|
6,0 |
21,3 |
1,34 |
0,3 |
0,2 |
|
|
6 |
× 26 × 32 |
|
6,0 |
23,4 |
1,65 |
0,4 |
0,3 |
|
|
6 |
× 28 × 34 |
|
7,0 |
25,9 |
1,70 |
0,4 |
0,3 |
|
|
8 |
× 32 × 38 |
|
6,0 |
29,4 |
– |
0,4 |
0,3 |
|
|
8 |
× 36 × 42 |
|
7,0 |
33,5 |
1,02 |
0,4 |
0,3 |
|
|
8 |
× 42 × 48 |
|
8,0 |
39,5 |
2,57 |
0,4 |
0,3 |
|
|
8 |
× 46 × 54 |
|
9,0 |
42,7 |
– |
0,5 |
0,5 |
|
|
8 |
× 52 × 60 |
|
10,0 |
48,7 |
2,44 |
0,5 |
0,5 |
|
|
8 |
× 56 × 65 |
|
10,0 |
52,2 |
2,50 |
0,5 |
0,5 |
|
107

Окончание табл. 25
z × d × D |
b |
d1, не менее |
а, не менее |
c или r1 |
r, не более |
|
8 × 62 × 72 |
12,0 |
57,8 |
2,40 |
0,5 |
0,5 |
|
10 × 72 |
× 82 |
12,0 |
67,4 |
– |
0,5 |
0,5 |
10 × 82 |
× 92 |
12,0 |
77,1 |
3,0 |
0,5 |
0,5 |
10 × 92 × 102 |
14,0 |
87,3 |
4,50 |
0,5 |
0,5 |
|
10 × 102 |
× 112 |
16,0 |
97,7 |
6,30 |
0,5 |
0,5 |
10 × 112 |
× 125 |
18,0 |
106,3 |
4,40 |
0,5 |
0,5 |
|
|
|
|
|
|
Таблица 26 |
|
Размеры и числа зубьев прямобочных шлицевых |
|
||||
|
соединений тяжелой серии по ГОСТу 1139–80, мм |
|
||||
|
|
|
c или r1 |
|
|
|
z × d × D |
b |
d1, не менее |
|
r, не более |
||
6 |
× 16 × 20 |
2,5 |
14,1 |
0,3 |
|
0,2 |
6 |
× 18 × 22 |
3,0 |
15,6 |
0,3 |
|
0,2 |
6 |
× 21 × 25 |
3,0 |
18,5 |
0,3 |
|
0,2 |
6 |
× 23 × 28 |
4,0 |
20,3 |
0,3 |
|
0,2 |
6 |
× 26 × 32 |
4,0 |
23,0 |
0,4 |
|
0,3 |
6 |
× 28 × 34 |
4,0 |
24,4 |
0,4 |
|
0,3 |
8 |
× 32 × 38 |
5,0 |
28,0 |
0,4 |
|
0,3 |
8 |
× 36 × 42 |
5,0 |
31,3 |
0,4 |
|
0,3 |
8 |
× 42 × 48 |
6,0 |
36,9 |
0,4 |
|
0,3 |
8 |
× 46 × 54 |
7,0 |
40,9 |
0,5 |
|
0,5 |
8 |
× 52 × 60 |
5,0 |
47,0 |
0,5 |
|
0,5 |
8 |
× 56 × 65 |
5,0 |
50,6 |
0,5 |
|
0,5 |
8 |
× 62 × 72 |
6,0 |
56,1 |
0,5 |
|
0,5 |
10 × 72 × 82 |
7,0 |
65,9 |
0,5 |
|
0,5 |
|
10 × 82 × 92 |
6,0 |
75,6 |
0,5 |
|
0,5 |
|
10 |
× 92 × 102 |
7,0 |
85,5 |
0,5 |
|
0,5 |
10 × 102 × 112 |
8,0 |
94,0 |
0,5 |
|
0,5 |
|
10 × 112 × 125 |
9,0 |
104,0 |
0,5 |
|
0,5 |
|
Примеры обозначения соединения:
– с центрированием по внутреннему диаметру d, z = 8, d = 36 мм,
D = 40 мм, b = 16 мм:
d-8x36õ40x7;
108

– с центрированием по боковой стороне b, z = 8, d = 6 мм,
D = 4 0 мм, b = 16 мм:
b-8x36õ40x7;
– с центрирован ем по наружному диаметру D, z = 8, d = 36 мм,
D = 4 0 мм, b = 16 мм:
D- 8x36õ4 0x7;
Примечание. В примерах обозначения шлицевых соединений для учебных чертежей параметры указан без посадок.
4.7.2. Изображен ие на чертеже
На чертежах шлицевые (зубчатые) валы, втулки и их соединения изображаются условно. Правила выполнения эле ентов шлицевых соединен й (зубьев) на чертежах зубчатых валов и отверстий устанавливает ГОСТ 2.409–74 .
Ри . 112. Ус овное из бражени на чертеже части ала с прямобочными шлицами
На изображениях, полученных проецир ванием на плоскость, перпендикулярную о и шлицевого вала и отверстия, показывают проф ль одного зуба и двух впадин. Допускается изображать большое число зубьев и впадин . На этих изобр жениях фаски на конце зубчатого вала и в отверстии не п казыва т. Окружности и образующие
109
поверхностей выступов зубьев вала (рис. 112, 113) и отверстия показываю т сплошными основными линия и.
Ри . 113. Ус овное из бражени на чертеже части ала с эвольвентными шлицами
Рис. 114. Условное изображение на чер еже втулки с прямобочными шлицами
Окружн ости и образующ ие поверхносте |
впадин на изображе- |
ниях шлицевого вала и отверстия показываю |
сплошными тонкими |
линиями; при этом с плошная тонкая линия поверхности впадин на
110