10
.DOC
Ausgabe 3/2003 - Drehen korrosionsbeständiger, hochstickstofflegierter, martensitischer Stähle Korrosionsbeständige, martensitische Stähle werden in der industriellen Fertigung vor allem für verschleiß- und/oder korrosionsbeanspruchte Bauteile verwendet. Insbesondere die hochstickstofflegierten, korrosionsbeständigen, martensitischen Stähle (HNS; high nitrogen steels) wie z.B. Cronidur® 30 (X30CrMoN15-1) finden ihre Anwendung sowohl als Wälzlagerstahl in der Luft- und Raumfahrttechnik als auch als hochbeanspruchter Konstruktionswerkstoff im Maschinen- und Anlagenbau. Eine gesteigerte Wälzfestigkeit bei großer Beständigkeit gegen Lochfraßkorrosion prädestiniert diesen Stahl für den Einsatz als Wälzlagerwerkstoff in Flugtriebwerken [1, 2]. Erreicht werden diese Eigenschaften im Druck-Elektroschlacke-Umschmelz-Verfahren (DESU). Aber auch die Gebrauchseigenschaften herkömmlicher korrosionsbeständiger, martensitischer Stähle eröffnen neue, stetig wachsende Einsatzgebiete [3]. K. Weinert; N. Hammer; S. Hesterberg Im Folgenden werden Ergebnisse experimenteller Untersuchungen zum Hartdrehen korrosionsbeständiger, martensitischer Stähle beschrieben. Im Mittelpunkt stehen dabei sowohl die besonderen Zerspaneigenschaften des hochstickstofflegierten, martensitischen Stahls Cronidur®30 als auch die Verschleißmechanismen von Keramik- und PCBN-Schneidstoffen beim Hartdrehen.
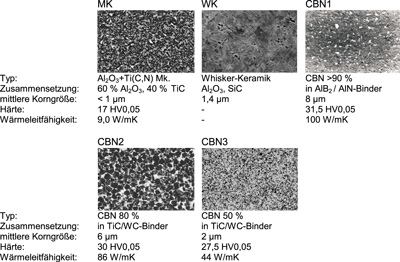
Auf Grund der hohen Härte der wärmebehandelten Stähle (52 bis 62 HRC) werden für die Durchführung der Drehversuche Hochleistungsschneidstoffe eingesetzt, die über eine ausreichende Härte und Warmfestigkeit verfügen (Tabelle 2). Zur Anwendung kommen eine Mischkeramik bestehend aus Al2O3 und dem Hartstoff TiC sowie eine whiskerverstärkte Keramik auf Al2O3-Basis. Ferner werden drei verschiedene cBN-Sorten untersucht, die sich hinsichtlich der Korngröße, des cBN-Anteils und des Aufbaus der Binderphase unterscheiden. Die Schneidstoffe liegen als Wendeschneidplatten (WSP) der Geometrie SNGN 090308 T 02020 vor. Mit einem hartbearbeitungsgerechten Klemmhalter der Form CSRNL ergibt sich für die Drehbearbeitung ein Einstellwinkel von r = 75°, ein Spanwinkel = -6°, ein Freiwinkel = 6° und ein Neigungswinkel = -4°.
Tabelle 2 Übersicht der Versuchsschneidstoffe für die Drehbearbeitung
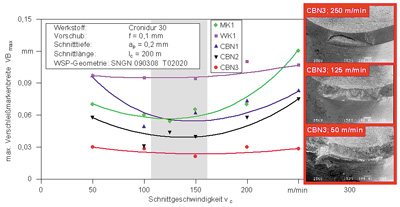
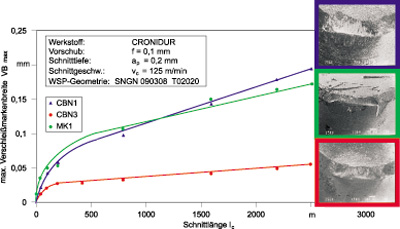
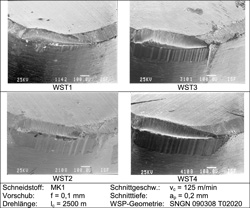
Bild 2 Einfluss der Schnittgeschwindigkeit auf den Werkzeugverschleiß beim Drehen des Cronidur®30 Prinzipiell entsteht die Ausbildung eines Verschleißminimums in Abhängigkeit von der Schnittgeschwindigkeit durch zwei überlagerte Mechanismen. Im Bereich niedriger Schnittgeschwindigkeiten bilden sich verstärkt Materialablagerungen an den Schneidstoffen. Diese Werkstoffablagerungen verfestigen auf Grund der hohen Druckbelastungen und führen durch eine periodische Ablösung zur Schädigung der Werkzeugfrei- und -spanfläche. Die starke Adhäsion kann dabei zu einer Ablösung einzelner cBN-Körner aus dem Schneidstoffverbund führen. Mit zunehmender Schnittgeschwindigkeit kann die Verfestigungsneigung der Materialanhaftungen gesenkt werden. Der höhere Energieeintrag in die Wirkzone bewirkt zudem eine stärkere thermische Werkstoffentfestigung und somit eine Reduzierung der mechanischen Werkzeugbelastung. Im Bereich höherer Schnittgeschwindigkeiten treten wiederum thermisch bedingte Verschleißursachen in den Vordergrund. Aus der Erweichung der Binderphase resultiert dann eine Ablösung von Schneidstoffbereichen aus der Spanfläche, die sich in einem typischen Kolkverschleiß äußern. Im günstigen Schnittgeschwindigkeitsbereich stellt sich eine Prozesstemperatur ein, die einerseits die thermische Werkstoffentfestigung begünstigt und andererseits zu einer geringen Schädigung des Schneidstoffes führt [3, 7]. Analog zur Entstehung des Verschleißminimums ist die Temperatur in der Spanbildungszone auch bei der Betrachtung unterschiedlicher Schneidstoffe von Bedeutung. Neben den wesentlichen Eigenschaften einer hohen Härte und Warmhärte spielt dabei vor allem die Wärmeleitfähigkeit des Schneidstoffes eine entscheidende Rolle. Die geringe Wärmeleitfähigkeit der keramischen Schneidstoffe MK und WK hat eine geringe Abfuhr der entstehenden Prozesswärme über den Schneidkörper zur Folge und führt zu einem erhöhten Wärmeeintrag in das Werkstück. Die thermische Entfestigung des Werkstoffes in der Wirkzone wird somit bereits bei geringeren Schnittgeschwindigkeiten unterstützt. Im Gegensatz dazu können die cBN-Schneidstoffe die entstehende Prozesswärme besser über den Werkzeughalter abführen. Für eine ausreichende thermische Entfestigung sind daher höhere Schnittgeschwindigkeiten erforderlich [7]. Auf Grund der höheren Warmhärte weisen die cBN-Schneidstoffe die geringsten Verschleißmarkenbreiten an der Werkzeugfreifläche auf. Der Schneidstoff cBN3 mit einem geringen cBN-Gehalt und geringer Wärmeleitfähigkeit zeigt die günstigsten Einsatzeigenschaften bei der Drehbearbeitung des Cronidur®30. Das günstige Verschleißverhalten ist dabei in erster Linie auf die Kombination einer hohen Warmhärte durch den cBN-Anteil und einer geringeren Wärmeleitfähigkeit durch die keramische Binderphase zurückzuführen. Bei den keramischen Schneidstoffen sind beim Einsatz der Mischkeramik MK die niedrigsten Verschleißwerte zu erkennen. Die weiteren Untersuchungen werden daher mit den Schneidstoffen cBN1, cBN3 und MK durchgeführt. Aus den Verschleißuntersuchungen bei der Drehbearbeitung des hochstickstofflegierten Stahls Cronidur®30 wird deutlich, dass die Wendeschneidplatten aus dem Schneidstoff cBN3 mit einem feinkörnigem und homogen aufgebautem Schneidstoffgefüge das günstigste Einsatzverhalten aufweisen. Bild 3 zeigt den Verschleißverlauf während der Außenlängsdrehversuche des Cronidur®30 unter Einsatz der Schneidstoffe cBN1, cBN3 sowie der MK1. Darüber hinaus illustrieren die rasterelektronenmikroskopischen (REM) Aufnahmen der eingesetzten Wendeschneidplatten die Verschleißerscheinungsformen nach einer Drehlänge von lc =2.500 m.
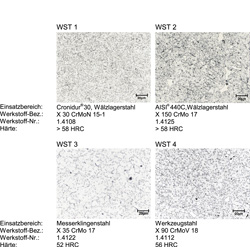
Bild 3 Verschleißentwicklung unterschiedlicher Schneidstoffe beim Drehen von Cronidur®30 Die Verschleißentwicklung der unterschiedlichen Schneidstoffe verdeutlicht, dass der mit der Bearbeitungszeit zunehmende Kolkverschleiß die Einsatzmöglichkeit der Wendeschneidplatten begrenzt. Der tiefe Kolk auf den Spanflächen führt zu einem zunehmend positivem Spanwinkel und im weiteren Verlauf zum Stabilitätsverlust der Schneidkante. Durch die hohen Druckbelastungen auf die Schneidkante können einzelne Schneidstoffbereiche ausbrechen und über die Werkzeugfrei- und die Werkzeugspanfläche abgeführt werden. Die abrasive Schädigung der Schneidkörper durch ausgebrochene Schneidstoffbereiche wird auch als Selbstfurchung bezeichnet [3]. Einen vergleichsweise geringen Kolkverschleiß bei ausreichender Stabilität der Schneidkante zeigt in diesem Zusammenhang der Schneidstoff cBN3. An dieser Stelle führt wiederum die geringe Wärmeleitfähigkeit und die hohe Warmhärte sowohl zu einer thermischen Werkstoffentfestigung als auch zu einer langen Schneidenformkonstanz. Charakterisierung der Zerspanbarkeit Bei einem Vergleich der verschiedenen Werkstoffe wird deutlich, dass der WST1 neben herausragenden Festigkeitseigenschaften über gute Zerspaneigenschaften verfügt (Bild 4). Während in der Verschleißentwicklung bei der Bearbeitung der Werkstoffe WST2, WST3 und WST4 nach einer Drehlänge von lc = 2.500 m nur geringe Unterschiede zu verzeichnen sind (maximale Verschleißmarkenbreiten VBmax= 0,08 mm), stellt sich nach der Bearbeitung des HNS ein geringerer Werkzeugverschleiß von VBmax= 0,05 mm ein. Zudem deutet die geringe Differenz der maximalen und der mittleren Verschleißmarkenbreite nach der Bearbeitung des WST1 auf einen gleichmäßigen Verschleißverlauf entlang der Freifläche hin. Zurückzuführen ist dieser vergleichsweise niedrige und gleichmäßige Werkzeugverschleiß auf das sehr homogene und annähernd karbidfreie Werkstoffgefüge des Cronidur®30. Der kontinuierliche Trennvorgang des Werkstoffes wird hierdurch erleichtert und die abrasive Schneidenbelastung wird reduziert.
Bild 4 Werkzeugverschleiß nach dem Drehen der unterschiedlichen Versuchswerkstoffe Demgegenüber ist bei den übrigen Versuchswerkstoffen ein signifikanter Unterschied zwischen den beiden Verschleißmessgrößen VBquer und VBmax feststellbar. Bei der Bearbeitung der kohlenstofflegierten, martensitischen Stähle können die höheren maximalen Verschleißmarkenbreiten häufig auf im Werkstoffgefüge vorhandene Hartpartikel (z.B. Karbide) zurückgeführt werden, die durch die furchende Beanspruchung eine stärkere Schädigung des Schneidstoffes zur Folge haben.
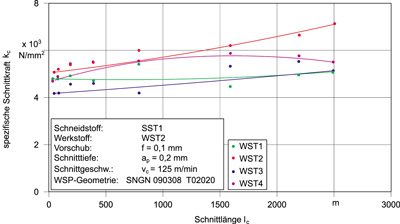
Bild 6 Oberflächenkenngrößen nach dem Drehen der Versuchswerkstoffe Als weitere Kenngröße zur Charakterisierung der Zerspanbarkeit der Versuchswerkstoffe wurden während der Versuche die spezifische Schnittkraft sowie die spezifische Passivkraft analysiert. Für die auf den Spanungsquerschnitt A (A = ap• f) bezogene Schnittkraft ergibt sich der in Bild 7 dargestellte Verlauf. Zunächst lässt sich erkennen, dass unabhängig vom Werkstoff mit fortschreitender Drehlänge und damit einhergehend verschleißbedingt die spezifische Schnittkraft kc zunimmt. Einen leicht abweichenden Verlauf mit einer über der Drehlänge zunächst ansteigenden und dann wieder abfallenden Schnittkraft nimmt jedoch der Werkstoff WST4 ein. Da insbesondere bei der Bearbeitung dieses Werkstoffes der Schneidstoff stark belastet wird, kommt es zunächst zu Materialaufrieb sowie zu einem geringem Kolk- und Freiflächenverschleiß, wodurch die Schnittkraft ansteigt. Im weiteren Verlauf des Drehprozesses nimmt jedoch der Werkzeugverschleiß zu, so dass sich die geometrische Schneidengestalt verändert. Ein geringer Schneidkantenversatz und der mit dem Kolkverschleiß verringerte Spanwinkel können somit zu einem Abfall der Schnittkräfte mit zunehmender Schnittzeit führen.
Bild 7 Verlauf der spezifischen Schnittkraft der Versuchswerkstoffe Zusammenfassung Die dargestellten Ergebnisse der Drehversuche verdeutlichen die Abhängigkeit zwischen Schneidstoffaufbau und Werkstoffgefüge bei der Hartbearbeitung nichtrostender, martensitischer Stähle. Nahezu unabhängig vom betrachteten Versuchswerkstoff zeigen die cBN-Schneidstoffe mit einem reduzierten cBN-Gehalt und geringer cBN-Korngröße die günstigsten Einsatzeigenschaften. Auf Grund des Prinzips der thermischen Entfestigung des Werkstückstoffes in der Spanbildungszone sind somit eine hohe Warmfestigkeit in Kombination mit einer geringen Wärmeleitfähigkeit der Schneidstoffe für eine prozesssichere Hartbearbeitung von Bedeutung. Der Bearbeitungsprozess ist dann durch eine moderate und gleichmäßige Verschleißentwicklung sowie die Ausbildung hoher Oberflächengüten gekennzeichnet. Darüber hinaus wurde gezeigt, dass neben der Schneidstoffauswahl die Schnittparameter und der Gefügeaufbau des zu bearbeitenden Werkstoffs einen entscheidenden Einfluss auf die Prozessgestaltung haben. Insbesondere das homogene und sehr feinkörnige Gefüge mit einem geringen Hartphasengehalt des hochstickstofflegierten, martensitischen Stahls Cronidur®30 besitzt sehr gute Verarbeitungseigenschaften. Literatur [1] Bayer, O., Streit, E. und Trojahn, W. Leistungssteigerung und Wirtschaftlichkeitsverbesserung bei Hochgenauigkeitslagern durch Cronidur® 30. Härterei-Technische-Mitteilungen 1/2000, Hanser Verlag, 2000, S. 41 bis 44. [2] Hucklenbroich, I. und Stein, G. Stickstofflegierter martensitischer Stahl für höchstbeanspruchte Bauteile. Härterei-Technische-Mitteilungen 1/2000, Hanser Verlag 2000, S. 36 bis 40. [3] Berns, H. Hartlegierungen und Hartverbundwerkstoffe. 1. Auflage, Springer-Verlag, Berlin, Heidelberg, New York, 1998. [4] Liermann, J. Hartdrehen wälzbelasteter Bauteile. Berichte aus der Produktionstechnik, Band 6/98, Shaker-Verlag, Dissatation, RWTH-Aachen, 1997. [5] Weinert, K. und Buschka, M. Zerspanung von Hartlegierungen - Werkzeugverschleiß und Randzonenbeeinflussung. Härterei-Technische-Mitteilungen 1/2000, Hanser Verlag, 2000, S. 52 bis 58. [6] Wobker, H. G. Hartbearbeitung. Fortschritt-Berichte VDI, Reihe 2, Nr. 420, VDI-Verlag, Düsseldorf, 1997. [7] Weinert, K.; Buschka, M.; Hesterberg, S. Drehen und Fräsen pulvermetallurgischer Hartlegierungen für warmgehende Werkzeuge. Materialwissenschaft und Werkstofftechnik, 32 (2001) 5, S. 424 bis 446. Bildnachweis: Verfasser. Prof. Dr.-Ing. Dr. h. c. Klaus Weinert leitet das Insitut für Spanende Fertigung (ISF) der Universität Dortmund. Dipl.-Ing. N. Hammer und Dipl.-Ing. M.Sc. S. Hesterberg sind Wissenschaftliche Mitarbeiter am selben Institut. << zurück zu Artikeln Ausgabe 3/2003 Artikel | News | Termine | Archiv | Vorschau | Index | FAQ | Links | Info | Media | Kontakt
|