

2. Расчет и выбор посадок с натягом
Рассчитать и выбрать посадку с натягом по данным, приведенным в приложении 2.
Для выбранной посадки определить запасы прочности и величину усилия запрессовки или температуру нагрева охватывающей детали.
Последовательность расчета посадки с натягом включает в себя: определение минимального функционального натяга, обеспечивающего прочность соединения и передачу действующих усилий, максимального функционального натяга, необходимого для выбора прессового оборудования и обеспечения прочности деталей сопряжения, и выбора стандартной (наиболее предпочтительной) посадки.
После расчета минимального и максимального функциональных натягов рекомендуется оценить предполагаемую точность изготовления деталей, а затем — искать табличные значения.
Данные для расчета: соединение вал-шестерня передает крутящий момент Mкр = 300 Н·м; материал соединяемых деталей — сталь 45; геометрические параметры: диаметр соединения d = 40 мм; диаметр отверстия вала d1 = 0 (вал сплошной); наружный диаметр шестерни (втулки) d2 = 80 мм; длина соединения l = 35 мм; шероховатость поверхности определяется Rzd = 6,3 мкм; RzD = 6.3 мкм [4]. Рабочая температура близка к температуре сборки. Запрессовка механическая. Скорость вращения мала.
Методика расчета посадки с натягом изложена [1, с. 328-334]; [3, т. 1, с.333-339]; [2, с.222-228]; [4 ,с.65-71].
Условные обозначения
Р - передаваемая осевая сила;
Мкр - передаваемый крутящий момент;
d - номинальный диаметр сопряжения;
d1 - диаметр отверстия вала;
d2 - наружный диаметр шестерни (втулки);
l - длина сопряжения; ,
f1 - коэффициент трения при продольном смещениии;
f2 - коэффициент трения при относительном вращении;
f3 - коэффициент трения при запрессовке(f3 = f1);
ED и Ed - модуль упругости материала (втулки "D" и вала "d соответственно);
CD и Cd -коэффициенты жесткости конструкции;
![]() D
и
D
и
![]() d
- коэффициенты Пуассона;
d
- коэффициенты Пуассона;
Uш - поправка, учитывающая смятие неровностей;
KD и Kd - коэффициенты, учитывающие величину смятия микронеровностей отверстия и вала:
RzD и Rzd - высота неровностей;
![]() и
и
![]() - коэффициенты линейного расширения
материала втулки ивала;
- коэффициенты линейного расширения
материала втулки ивала;
tpD и tpd - рабочие температуры;
t - температура сборки деталей;
рдоп - наибольшее допускаемое давление на контактной поверхности, при котором отсутствуют пластические деформации;
![]() и
и
![]() - пределы текучести материалов.
- пределы текучести материалов.
При
расчете определяют минимальный и
максимальный функциональный
натяги в соединении
![]() и
и![]() .
.
1. Минимальный расчетный натяг определяется из условия обеспечения прочности соединения по формулам:
- при нагружении крутящим моментом (Мкр )
![]()
- при осевом нагружении (Р)
![]()
![]()
- при одновременном нагружении крутящим моментом и сдвигающей силой
где f выбирают по доминирующей составляющей, или определяют пропорционально действующим силам.
Для данного соединения
![]()
Определяем минимальный функциональный натяг:
Для материалов с одинаковыми механическими свойствами Uш = 2 К (RzD+ Rzd); К= 0,5 [4, с.69];
Uш
=
2 · 0,5 · (6,3 + 6,3) = 12,6
![]() 13 мкм.
13 мкм.
Uш учитывает смятие неровностей при запрессовке. При сборке нагревом охватывающей детали Uш можно не учитывать.
Поправка Ut учитывает различие рабочей температуры и температуры сборки и различие коэффициентов линейного расширения
![]()
В
зависимости от соотношения
![]() и
и![]() иtp
и t
знак, с которым учитывается поправка
может быть различным.
иtp
и t
знак, с которым учитывается поправка
может быть различным.
Поправка Uц учитывает деформацию деталей от действия центробежных сил (для диаметров до 500 мм и до 30 м/с – Uц - 1...4мкм).
На прочность соединения с натягом также влияют погрешности формы деталей, повторные сборка-разборка Uз - р, вибрация и удары. Uз – р = 1…4 мкм.
![]()
2.
Максимальный функциональный натяг
![]() определяетсяиз
условия обеспечения прочности сопрягаемых
деталей:
определяетсяиз
условия обеспечения прочности сопрягаемых
деталей:
![]()
где
![]() — максимальный расчетный натяг;
— максимальный расчетный натяг;
![]()
![]()
-
для втулки
-
для вала 
Для
расчета
![]() выбирают меньшее из двух полученных
значений.
выбирают меньшее из двух полученных
значений.
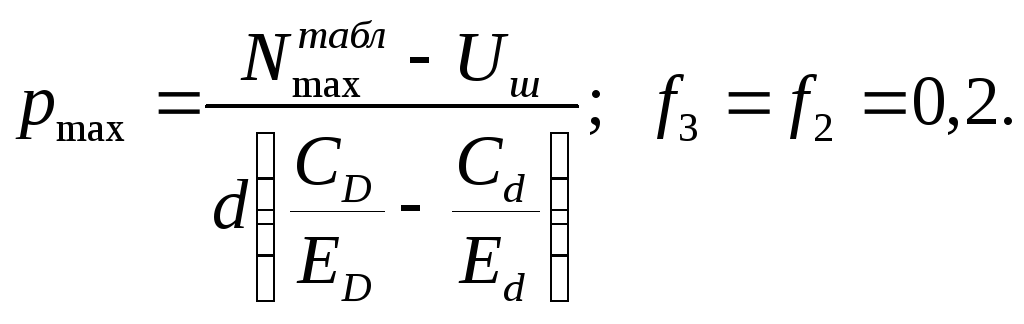
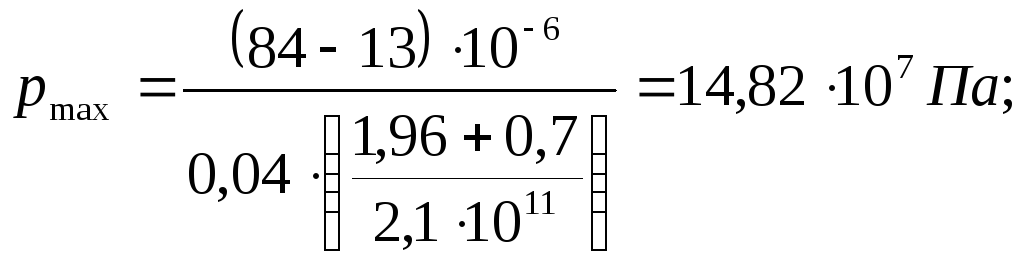
Для данного примера в худших условиях будет работать отверстие (втулка), т.к. вал сплошной
![]()
![]() Па[4,
с.68];
Па[4,
с.68];
![]() мкм.
мкм.
П![]()
![]() оправка
учитывает увеличение контактного
давления у торцовохватывающей
детали. Ее вводят для уменьшения давлений
в середине соединения.
определяют
из графика [4, с.67, рис.III-10],
[3, с.336].
оправка
учитывает увеличение контактного
давления у торцовохватывающей
детали. Ее вводят для уменьшения давлений
в середине соединения.
определяют
из графика [4, с.67, рис.III-10],
[3, с.336].
При
![]() и
и![]()
![]()
![]() мкм
мкм
3. Выбор посадки
![]()
По
ГОСТ 25347-82 выбираем ближайшую стандартную
посадку и определяем запасы прочности
соединения![]() и
и![]()
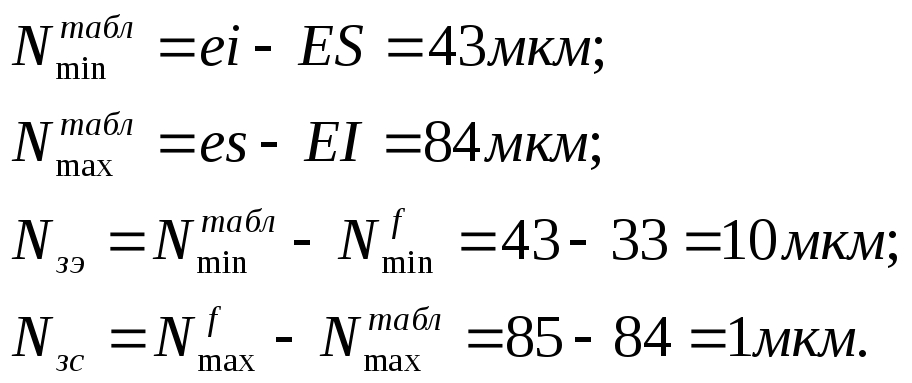
Nзэ — часть допуска натяга, обеспечивающая запас прочности соединения при эксплуатации:
![]()
Nзс - часть допуска натяга, обеспечивающая запас прочности детали при сборке:
![]()
Посадка подобрана оптимально, если выполнено условие Nзэ > Nзс и выбраны рекомендуемые поля допусков отверстия и вала.
Для данного примера подобрать рекомендуемую посадку по ГОСТ 25347-89 невозможно.
Для подбора посадки определяем функциональный допуск посадки
![]() мкм.
мкм.
Конструкторский допуск посадки
![]()
где
![]() и
и
![]() -табличные
(стандартные) значения.
-табличные
(стандартные) значения.
Если
принять
![]() то
то
![]() мкм.
мкм.
По ГОСТ 25346-82 для диаметра соединения Ø 40 мм и допуска TD = Td = 26 мкм ближайшими являются 6 квалитет (IT = 16 мкм) и 7 квалитет (IT = 25 мкм) для отверстия.
Подберем
посадку в системе отверстия: отверстие
- Ø 40
![]() и вал - по 6 квалитету.
и вал - по 6 квалитету.
Определим основное отклонение для детали "вал".
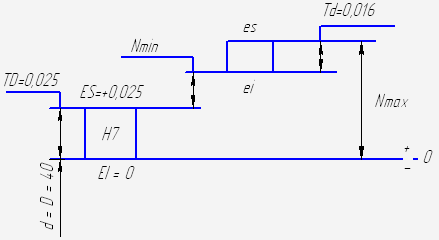
Рис. 1. Схема расположения полей допусков соединения с натягом
Если
принять
![]() выбранной посадки равным
выбранной посадки равным![]() то
величина ei
равна
то
величина ei
равна
![]() мкм.
мкм.
По ГОСТ 25346-89 ищем ближайшее меньшее или равное стандартное значение
о![]() сновного
отклонения. Для Ø 40 выбираемv
(ei
=
68 мкм) и
поле
допуска вала Ø 40 ,
где ei
- стандартное(по ГОСТ25346-89), a
es
= ei
+ Td
(Td
— по
выбранному квалитету).
сновного
отклонения. Для Ø 40 выбираемv
(ei
=
68 мкм) и
поле
допуска вала Ø 40 ,
где ei
- стандартное(по ГОСТ25346-89), a
es
= ei
+ Td
(Td
— по
выбранному квалитету).
Посадка
подобрана Ø 40
![]()
Для
нее
Так
как
![]() >
>![]() — посадка подобрана оптимально.
— посадка подобрана оптимально.
При
подборе посадок может быть использована
система вала или комбинирование полей
допусков. В том случае, если при подборе
посадки конструкторские допуски деталей
настолько малы, что экономически не
выгодны, выбирают рекомендуемую по ГОСТ
25437-89 посадку по условию
![]() и для обеспечения условия прочности
соединения используют дополнительное
крепление в виде шпонки, винта, штифта;
можно изменить конструктивные параметры
соединенияd,
l,
материал или использовать селективную
сборку.
и для обеспечения условия прочности
соединения используют дополнительное
крепление в виде шпонки, винта, штифта;
можно изменить конструктивные параметры
соединенияd,
l,
материал или использовать селективную
сборку.
Фактически
запасы прочности соединения выше, т.к.
в соединении (с вероятностью 0,9973) не
будет натягов больших, чем вероятностный
максимальный натяг
![]() и
меньших, чем вероятностный минимальный
натяг
и
меньших, чем вероятностный минимальный
натяг![]() .
.

где
![]() - средний натяг.
- средний натяг.
Запасы прочности соединения с учетом теории вероятностей:
![]()
4. Определение усилия запрессовки
![]()
где
Для данного примера:
![]() т.
т.
Исходя из усилий запрессовки, можно подобрать технологическое оборудование.
Если в задании необходимо определить температуру нагрева tн охватывающей детали при температуре помещения для сборки tсб =20°, то
![]()
где
Sсб
принят равным Smin
для посадки
![]() (Ø
40
(Ø
40![]() - посадка с минимальным гарантированным
зазором);
- посадка с минимальным гарантированным
зазором);![]() - по таблице [3, т.1, с.188].
- по таблице [3, т.1, с.188].