

polesskiy
.pdfUд , В
|
|
|
|
|
|
|
|
Таким образом, с помощью |
|||||
12 |
|
|
|
|
|
|
|
прорези у рабочего участка не- |
|||||
|
|
|
|
|
|
|
плавящегося электрода создается |
||||||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
1 |
|
|
однородное, но симметричное и |
|||||
|
|
|
|
|
|
|
двунаправленное поле, а тепло- |
||||||
|
|
|
|
|
|
|
|
||||||
10 |
|
|
|
|
|
|
|
вой поток сварочной дуги коак- |
|||||
|
|
|
|
2 |
|
|
сиален |
относительно |
оси |
элек- |
|||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
трода. |
Отклонение |
дуги |
|||
|
|
|
|
|
|
|
|
достигается в том случае, если |
|||||
8 |
|
|
|
|
|
|
|
напряженность магнитного поля |
|||||
100 |
200 |
300 |
400 |
500 |
Iсв , А |
будет иметь асимметрию (рис. 8). |
|||||||
|
|||||||||||||
Рис. 7 – Вольтамперные характеристики |
Такое распределение магнитного |
||||||||||||
поля обеспечивает разработанная |
|||||||||||||
дуги с неплавящимся электродом в аргон: |
|||||||||||||
конструкция |
неплавящегося |
||||||||||||
1 –заточка на конус, α=45°; 2 – с проре- |
|||||||||||||
электрода с пазом на рабочем |
|||||||||||||
зью на рабочем участке, толщина |
|
|
|||||||||||
|
|
участке (рис. 9). |
|
|
|||||||||
S = 1мм; lд =2 мм |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
Наличие |
паза на рабочем |
|||||||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
участке |
формирует |
область с |
|||
низкой напряженностью поля, создаваемого протекающим током, что приводит к смещению дугового разряда в эту область. Образование поперечного, близкого к однородному, магнитного поля, являющегося внешним по отношению к дуге, приводит к появлению радиально направленной силы Лоренца, действующей на дуговой разряд и отклоняющей его (рис. 10).
Величина асимметрии поля, преимущественно, определяется глубиной паза, увеличение которой выше определенного значения приводит к снижению максимального значения силовой характеристики поля.
Нφ |
max |
Рис. 8 – Линии и направление вектора напря- |
||
|
|
женности магнитного поля дуги с электродом с |
||
|
|
|||
|
|
|
пазом на рабочем участке: |
|
|
|
|
||
|
|
|
||
|
|
|
1 |
– сечения торца электрода; |
|
|
|
||
|
|
|
2 |
– направление вектора напряженности; |
|
|
|
||
|
|
|
||
|
|
|
3 |
– линии напряженности |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 min
min
1 2 3
Отклонение дуги в направлении вектора скорости сварки значительно расширяет технологические возможности дуги, поскольку компенсация естественного ее отставания при высоких скоростях позволяет добиться качественного формирования швов и повышения производительности сварки.
11

|
Как и в случае при- |
|||
|
менения электрода с про- |
|||
H |
резью, дуга возбуждается |
|||
|
на одном из нижних углов |
|||
|
на рабочем участке, обра- |
|||
I |
зованных пазом, но т.к. |
|||
сечение рабочего участка |
||||
S |
||||
сплошное, сила, откло- |
||||
|
||||
Рис. 9 – Конструкция неплавящегося электрода с па- |
няющая |
дугу, |
действует |
|
зом на рабочем участке: |
сразу. |
Угол |
отклонения |
|
S – ширина паза, Н – высота паза, I – глубина паза |
дуги практически не зави- |
|||
|
сит от силы тока, что, по- |
|||
видимому, объясняется балансом между ростом отклоняющей силы и силы, стабилизирующей дуговой разряд при больших значениях тока. При достаточном разогреве рабочего участка на определенном значении тока катодное пятно занимает внутренние области паза, что приводит к эффекту диффузного катодного пятна.
Рис. 10 – Форма и характер горения дуги: электрод с пазом на рабочем участке
Такой режим достигается при глубине прорези/паза не менее диаметра электрода и исключает локализацию активного пятна дуги на рабочем торце электрода.
Это позволяет существенно увеличить скорость сварки и повысить производительности процесса. Кроме этого режим горения дуги с диффузным катодным пятном способствует существенному улучшению формирования швов. Наличие в области паза магнитного поля с низкой напряженностью приводит к формированию катодного пятна дуги на плоскостях электрода, образованных
пазом.
Электрод с пазом на рабочем участке обеспечивает повышение производительности процесса за счет обеспечения качественного формирования шва при сварке на скоростях до 70м/ч. При этом снижается также вероятность образования прожогов при сварке.
В таблицах 1, 2 указаны ориентировочные диапазоны рабочих токов и геометрических параметров рабочего участка предлагаемых катодов, обеспечи-
Таблица 1
Конструктивные параметры и допустимые токи для электрода с прорезью
Диаметр рабочего участка |
Толщина про- |
Глубина проре- |
Диапазон рабочих |
электрода, мм |
рези, мм |
зи, мм |
токов, А |
3 |
0,7 … 0,9 |
3,0 … 5,0 |
190 … 410 |
4 |
1,0 … 1,2 |
4,0 … 8,0 |
210 … 620 |
5 |
1,3 … 1,5 |
5,0 … 10,2 |
250 … 750 |
12
вающие горение дуги с диффузным катодным пятном и качественное формирование сварных швов в широком диапазоне токов на высоких скоростях сварки.
Таблица 2
Конструктивные параметры и допустимые токи для электрода с пазом
Диаметр рабочего участ- |
Толщина паза, мм |
Длина паза, мм |
Диапазон рабо- |
|
ка электрода, мм |
чих токов, А |
|||
|
|
|||
3 |
0,7 … 0,9 |
3,5 … 5,2 |
90 … 350 |
|
4 |
1,0 … 1,2 |
4,2 … 8,2 |
150 … 580 |
|
5 |
1,3 … 1,5 |
4,8 … 10,4 |
260 … 700 |
В четвертой главе рассмотрены технологические возможности дуги с применением разработанных конструкций электродов.
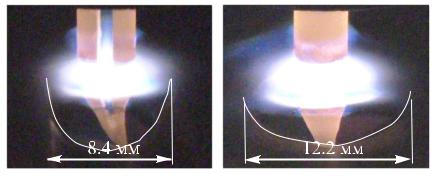
Показано, что при сварке электродом с прорезью, ориентированной вдоль направления сварки, имеет место узкая и удлиненная сварочная ванна (рис. 11, а). Иная картина наблюдается при положении прорези поперек направлению сварки: ширина шва увеличивается на 40… 45% (рис. 11, б), а глубина проплавления уменьшается в 2,5…3 раза.
Безусловно, этот эффект наиболее выражен при сварке металла с близким к полному проплавлением, при глубине проплавления менее 1/3 толщины ос-
новного металла, а также скорости |
свыше 30 м/ч разница в размерах шва, по- |
||||||
лученных от различно ориентированных электродов, уменьшается. |
|
||||||
|
|
|
|
Максимальная глу- |
|||
|
|
|
|
бина проплавления при |
|||
|
|
|
|
расположении |
плоско- |
||
|
|
|
|
сти прорези по направ- |
|||
|
|
|
|
лению сварки, достига- |
|||
|
|
|
|
ется при ее ширине S = |
|||
|
|
|
|
1 … 1,2 мм (рис. 12, 3). |
|||
|
|
|
|
Меньшее значение, по- |
|||
|
а) |
б) |
видимому, не обеспечи- |
||||
|
вает требуемой плотно- |
||||||
Рис. 11 – Форма дуги и вид сварочной ванны при различ- |
|||||||
сти тока |
на |
рабочем |
|||||
ном положении прорези относительно |
направления |
||||||
участке и |
достаточной |
||||||
сварки: а) прорезь вдоль, б) прорезь поперек; электрод |
|||||||
стабилизации |
дуги в |
||||||
ЭВЛ-20, 4мм, ширина прорези S=1мм, Iд |
= 500А, lд = 3 |
||||||
прорези, |
в результате |
||||||
мм, Vсв=20м/ч |
|
|
|||||
|
|
чего катодное пятно пе- |
|||||
|
|
|
|
||||
ремещается по торцевым поверхностям. При значении S > 1,2 мм силовое воздействие дугового разряда на металл сварочной ванны уменьшается, что приводит к снижению глубины проплавления и увеличению ширины шва.
Увеличение значения S у электрода с расположением прорези поперек направления сварки приводит к увеличению ширины шва (рис. 12, 1) и обеспечивает низкую глубину проплавления. Таким образом, более широкая прорезь позволяет добиться снижения и более равномерного распределение давления дуги на поверхность сварочной ванны и, как следствие, минимизации проплавления при максимальной ширине шва.
13
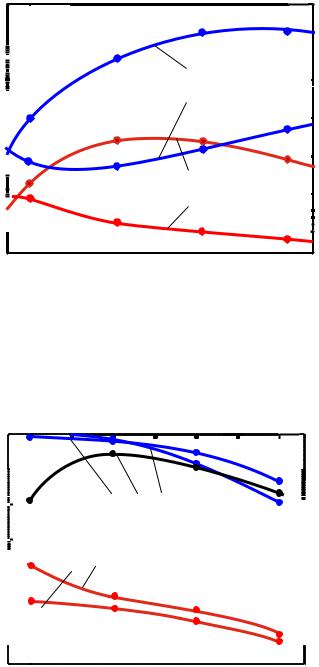
Влияние высоты прорези на технологические свойства дуги заключаются в обеспечении достаточной площади для катодных пятен. При ее малом значении и большой величине силы тока размеры катодного пятно могут превысить площадь, образованную внутренними гранями. В этом случае могут наблюдаться хаотичные флуктуации катодного пятна по всей поверхности рабочего участка и нестабильное горение дуги. Увеличение высоты прорези не приводит к изменениям технологических характеристик последней.
e,h, мм |
|
|
|
|
Рис. 12 – Влияние ширины про- |
|
|
|
|
||||
|
|
|
|
рези (S) на геометрические |
||
14 |
|
|
|
|
|
|
|
|
|
|
|
размеры шва: |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
12 |
|
|
1 |
|
|
1 – ширина шва "e" (прорезь |
|
|
|
|
|||
|
|
2 |
|
|
поперек), |
|
|
|
|
|
|||
|
|
|
|
|
2 – ширина шва "e" (прорезь |
|
8 |
|
|
|
|
|
вдоль) |
|
|
|
|
|
|
3 – глубина проплавления "h" |
6 |
|
|
3 |
|
|
(прорезь вдоль), |
|
|
|
|
|||
|
|
|
|
|||
|
|
|
|
|
|
4 – глубина проплавления "h" |
4 |
|
|
4 |
|
|
(прорезь поперек); |
|
|
|
|
|
электрод ЭВЛ-20, 4мм, Iд |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
= 450А, lд = 2 мм |
0,8 |
1,0 |
1,2 |
S, мм |
|||
Для оценки работоспособности разработанных конструкций неплавящихся электродов проведены эксперименты (рис. 13), результаты которых показали, что по длительной стойкости они значительно превосходят электроды с конической заточкой рабочего участка.
Меньшая стойкость электрода с пазом на рабочем участке, на низких значениях силы тока (рис. 13, 4) объясняется режимом работы с сосредоточенным
t, мин |
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 13 – Длительная стой- |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
85 |
|
|
|
|
|
|
|
|
|
|
|
|
|
кость неплавящихся |
электро- |
|
|
|
|
|
|
|
|
|
|
||||||||
70 |
|
|
|
|
3 4 |
5 |
|
|
|
|
|
|
дов различной конструкции; |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
электрод ЭВЛ-20, |
=4мм, |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
lд = 3 мм; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
40 |
|
|
1 |
2 |
|
|
|
|
|
|
|
|
1 |
– конус 30°, |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
2 |
– конус 45°, |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
– с прорезью S=1,2 мм, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
– с прорезью S=1,0 мм; |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
– с пазом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
200 |
|
300 |
400 |
|
I, А |
|
|
|||||||
катодным пятном. При больших значениях тока, когда катодное пятно не локализуется, а занимает грани, образованные пазом, время работы повышается.
Анализ результатов проведенных исследований позволил выработать научно обоснованные практические рекомендации по выбору параметров сварки неплавящимся электродом в аргоне на высоких значениях силы тока и скорости, которые легли в основу разработки новых высокопроизводительных про-
14
цессов сварки и наплавки толстостенных конструкций, а также высокоскоростной сварки тонколистовых торцовых соединений. Внедрение научных разработок позволит повысить производительность и качество сварки корневых швов за счет снижения давления дуги на сварочную ванну и оптимального его распределения.
Общие выводы
1.Установлены основные закономерности нарушения формирования швов и образования дефектов при сварке неплавящимся электродом на высоких значениях тока и скорости сварки, причиной которых является отставание анодного пятна, а также неравномерное движение последнего, причем в образовании дефектов прослеживается периодичность, наблюдаемая как образование «перетяжек» через определенное расстояние, величина которого определятся скоростью сварки, объемом расплавленного металла, а также величиной силового воздействия дугового разряда.
2.Показано, что на дискретность перемещения анодного пятна, а, следовательно, и расплавленного металла сварочной ванны значительное влияние
оказывает величина тока дуги. Так, повышение Iд от 300 до 500 А приводит к росту максимального значения отставания анодного пятна от оси катода до 18
…20 мм, что вызывает увеличение размеров получаемых дефектов. При токах дуги 100 … 250 А не наблюдается значительной дискретности перемещения разряда и масс расплавленного металла сварочной ванны, что, наряду с низким давлением на ее поверхности, обуславливает бездефектное формирование сварного шва.
3.Разработана трехмерная физико-математическая модель процесса горения дуги с неплавящимся электродом, позволяющая строить распределения давления, скоростей течения газа, температуры, напряженности магнитного поля, плотности тока, потенциала (падения напряжения), удельного теплового потока на поверхности сварочной ванны, в электроде и дуговом промежутке и учитывающая взаимосвязь этих параметров с геометрией рабочего участка электрода и пространственной устойчивостью дугового разряда.
4.Установлено, что максимальное значение давления дуги зависит от напряженности магнитного поля вблизи катодного пятна, а характер распределения связан с крутизной нарастания кривой и величины радиуса дуги. Регулирование сжатием дуги (пинч-эффектом), влияющим на ее силовое воздействие, возможно посредством изменения формы рабочего участка электрода, обуславливающей характер распределения магнитного поля тока.
5.Выявлено, что уменьшение напряжения дуги при смещении дуги в прорезь рабочего участка неплавящегося электрода обусловлено изменением характера термоэмиссионных процессов и образованию диффузного катодного пятна. В рабочем режиме, падение напряжения на дуге в случае применения электрода с прорезью на рабочем участке меньше на 2,5 … 3 В в сравнении с электродом, заточенным на конус.
15
6. Показано, что при взаимодействии несимметричного магнитного поля тока в прикатодной зоне, определяемого формой рабочего участка неплавящегося электрода, с собственным полем разряда, формируются радиально направленные силы Лоренца, которые изменяют распределение теплового потока с кругового на эллиптический.
7. С помощью изменения собственного магнитного поля тока посредством конструкции рабочего участка неплавящегося электрода, обеспечивается эффект, аналогичный применению внешнего магнитного воздействия. С ростом силы сварочного тока угол отклонения дугового разряда практически не изменяется ввиду баланса силовых характеристик отклоняющего и стабилизирующего полей.
8.Установлено, что формирование в прикатодной зоне сектора с пониженной напряженностью магнитного поля приводит к отклонению оси дугового разряда в направлении этой области, что позволяет компенсировать естественное отставание дуги при сварке на скоростях до 70 м/ч и обеспечивает переход
крежиму горения дуги с диффузным катодным пятном при низких плотностях тока, не превышающих 25А/мм2.
9.Показано, что эллиптическое распределение термосилового воздействия дуги с электродом с прорезью на рабочем участке существенно расширяет технологические характеристики процесса. Различная ориентация прорези относительно направления сварки существенным образом влияет на форму и размеры шва. В случае положения прорези поперек направления сварки ширина шва на 40… 45% больше, а глубина проплавления в 2,5…3 раза меньше, чем вдоль.
10.Выявлено влияние геометрических параметров рабочего участка неплавящегося электрода разработанной конструкции с технологическими параметрами дуги. Максимальная глубина проплавления при расположении прорези по направлению сварки достигается при ширине прорези S = 1 … 1,2 мм. Меньшее значение S не обеспечивает требуемой плотности тока на рабочем участке и достаточной стабилизации дуги в прорези. При значении S>1,2 мм силовое воздействие дугового разряда на металл сварочной ванны уменьшается, что приводит к снижению глубины проплавления и увеличению ширины шва.
11. Разработаны на уровне изобретений и полезных моделей новые конструкции неплавящихся электродов, обеспечивающие горение дуги с диффузным катодным пятном на токах свыше 40 А, высокую пространственную устойчивость разряда и, как следствие, качественное формирование швов в широком диапазоне сварочных токов и скоростей.
12. На основе анализа результатов исследований выработаны научно обоснованные рекомендации по выбору параметров режима сварки неплавящимся электродом в аргоне на высоких значениях силы тока и скорости, которые легли в основу разработки новых высокопроизводительных процессов сварки и наплавки толстостенных конструкций, а также высокоскоростной сварки тонколистовых торцовых соединений.
16
Основные положения диссертационного исследования опубликованы в работах:
Журнальные статьи из списка ВАК:
1.Влияние состава защитного газа и конструкции неплавящегося катода на проплавляющую способность дуги и формирование сварных швов / А.В. Савинов, В.И. Атаманюк, И.Е. Лапин, В.И. Лысак, И.Л. Пермяков, О.А. Полесский // Сварочное производство. – 2009. – №12. – С.39 – 42.
2.Влияние конструкции неплавящегося электрода на формирование шва при аргонодуговой сварке / О.А. Полесский, А.В. Савинов, И.Е. Лапин, В.И. Лысак, И.В. Арефьев // Известия ВолгГТУ. – 2010. – Выпуск 4. – С.14 – 19.
3.Определение профиля свободной поверхности сварочной ванны при дуговой сварке / А.В. Савинов, И.Е. Лапин, В.И. Лысак, О.А. Полесский // Сварка и Диагностика. – 2010. – №1. – С.24 – 27.
4.Математическая модель давления дуги на сварочную ванну при сварке неплавящимся электродом / А.В. Савинов, И.Е. Лапин, В.И. Лысак, О.А. Полесский // Сварка и Диагностика. – 2010. – №2. – С.26 – 30.
5.Основные закономерности изменения энергетических и технологических характеристик дугового разряда в смесях инертных газов / А.В. Савинов, О.А. Полесский, И.Е. Лапин, В.И. Лысак, И.В. Арефьев, // Сварка и Диагностика. – 2010. – №6. – С.14 – 16.
6.Моделирование тепловых процессов локальной электродуговой термообработки сварных соединений неплавящимся электродом / И.В. Арефьев, И.Е. Лапин, В.Н. Стяжин, А.В. Савинов, В.И. Лысак, О.А. Полесский // Сборка в машиностроении, приборостроении. - 2011. - № 3. - C. 44-48
Остальные публикации:
7.Пат. №88308 Российская Федерация, МКИ 6 В23К 35/02. Неплавящий-
ся электрод для дуговой сварки / Полесский О.А., Савинов А.В., Лапин И.Е., Арефьев И.В., Лысак В.И. ; заявитель и патентообладатель Волгоградский гос. техн. ун-т. – заявл. 27.05.09. – опубл. 10.11.09, Бюл. № 31.
8. Проплавляющая способность дуги при сварке неплавящимся катодом в инертных газах / В.И. Атаманюк, А.В. Савинов, И.Е. Лапин, О.А. Полесский // Всероссийская научно-техническая конференция "Новые материалы и технологии" – НМТ-2008: сб. статей. Москва, 2008. С. 29 – 31.
9.Кинетика формирования сварных швов при сварке неплавящимся катодом / И.Е. Лапин, О.А. Полесский, А.В. Савинов, В.И. Атаманюк // Всероссийская научно-техническая конференция "Новые материалы и технологии" – НМТ-2008: сб. статей. Москва, 2008. С. 38 – 39.
10.Влияние защитного газа и конструкции неплавящегося катода на формирование сварных швов / А.В. Савинов, О.А. Полесский, В.И. Атаманюк, И.Е. Лапин // Всероссийская научно-техническая конференция "Новые материалы и технологии" – НМТ-2008: сб. статей. Москва, 2008. С. 47 – 49.
11.Математическое моделирование распределения давления дуги на поверхности сварочной ванны при сварке неплавящимся электродом / И.Е. Лапин, А.В. Савинов, В.И. Лысак, О.А. Полесский // Славяновские чтения "СВАРКА – XXI ВЕК": сб. статей, книга 2. Липецк, 2009. С. 150 – 154.
17
12.Кинетика нарушения формирования сварных швов при сварке дугой с неплавящимся электродом / О.А. Полесский, А.В. Савинов, И.Е. Лапин, Р.В. Алексеев, А.С. Христофоров, Ву Тхань Луан // Международная научнотехническая конференция "Новые материалы и технологии в машиностроении": сб. статей. Брянск, 2010. С. 100 – 103.
13.Влияние состава защитного газа на энергетические и технологические характеристики дугового разряда / О.А. Полесский, А.В. Савинов, И.Е. Лапин, Р.В. Алексеев, А.С. Христофоров, Ву Тхань Луан // Международная научнотехническая конференция "Новые материалы и технологии в машиностроении": сб. статей. Брянск, 2010. С. 103 – 106.
14.Полесский, О.А. Повышение производительности дуговой сварки неплавящимся электродом / О.А. Полесский, И.Е. Лапин // XIV Региональная конференция молодых исследователей Волгоградской области: тезисы докладов. Волгоград, 2010. С. 121 – 124.
15.Полесский, О.А. Импульсно-дуговая сварка плавящимся электродом / О.А. Полесский, А.В. Залипаев // Всероссийская научно-практическая конференция "Инновационные материалы и технологии в машиностроительном производстве": сб. статей. Орск, 2011. С. 50 – 53.
16.Распределение давления на поверхности сварочной ванны при сварке дугой постоянного тока неплавящимся электродом / С.С. Комаров, Н.С. Животенко, О.А. Полесский, А.В. Савинов // Всероссийская научно-практическая конференция "Инновационные материалы и технологии в машиностроительном производстве": сб. статей. Орск, 2011. С. 62 – 63.
Личный вклад автора. В представленных работах, выполненных в соавторстве с другими исследователями, автором получены и проанализированы результаты исследований энергетических и технологических характеристик дугового разряда [5, 13], распределения давления дуги на сварочную ванну [15, 16], а так же определено влияние конструкции неплавящегося электрода на проплавляющую способность дуги и формирование сварных швов [1, 2, 8 – 10, 12, 14], разработаны технические решения по реализации конструкций неплавящихся электродов [7], методики и физико-математические модели распределения давления дуги на поверхность сварочной ванны [3, 4, 11] и тепловых процессов при локальной дуговой термообработки [6].
18
Подписано в печать 22.11.2011 г. Заказ № ____. Тираж 100 экз. Печ. л. 1,0 Формат 6084 1/16. Бумага офсетная. Печать офсетная.
Типография ИУНЛ Волгоградского государственного технического университета
400005, г. Волгоград, просп. им. В.И. Ленина, 28, корп. №7.
19
20