

3587
.pdfРис. 3.49. График усилия обжима
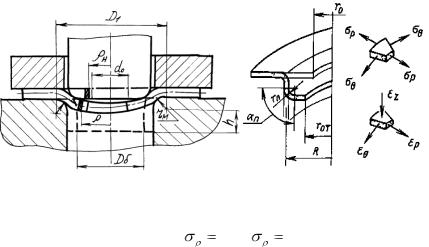
Изменение усилия обжима по пути и положение заготовки, соответствующее характерным точкам изменения усилия в процессе деформирования показано на (рис. 3.49).
Величина усилия обжима
РОБЩ . |
РК |
РИЗГ . |
1,1n' |
D(S S1 ) |
(1 |
d |
) (1 ctg )(1 |
d |
) |
|
, (3.85) |
2Cos 1 |
D |
D |
2 |
T |
|||||||
|
|
|
|
|
|
|
|
||||
где n' |
- коэффициент, учитывающий изгиб |
|
|
|
|
||||||
( n' =1,35 ÷ 1,2 при коэффициенте обжима).
Предельный коэффициент обжима, при котором происходит потеря устойчивости, определяется
|
|
|
|
|
|
|
|
|
|
|
|
|
m |
1,3 1 |
T . |
( |
1 |
|
2ПCos |
1) |
, |
(3.86) |
|||
|
|
|
|
|||||||||
|
|
|
|
|
||||||||
ОБЩ . |
|
П |
|
|
T .1,1(1 |
fctg ) |
|
|
|
|||
ПРЕД. |
|
|
|
|
|
|
||||||
где П – линейный модуль упрочнения; |
|
|
|
|||||||||
f - коэффициент трения, |
f |
0,2 0,3 . |
|
|
|
|||||||
Число обжимов определяется по формуле |
|
|
||||||||||
|
|
n |
(lgd |
lg D) |
. |
|
|
|
(3.87) |
|||
|
|
|
|
|
|
|
|
|
||||
|
|
|
lg mОБЩ . |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||
СР.
211
3.4. Отбортовка
Отбортовка – операция получения горловин в плоской или пространственной заготовке путем вдавливания в отверстие матрицы части заготовки с предварительно пробитым отверстием.
Вдавливание заготовки в отверстие матрицы вызывает появление меридиональных растягивающих напряжений. Так как тангенциальная деформация является деформацией растяжения, то и напряжения являются растягивающими (рис. 3.50). Контактные напряжения малы и не могут оказывать заметного влияния на переход заготовки в пластическое состояние, поэтому схема напряженного состояния близка к плоской схеме двухосного растяжения.
Рис. 3.50. Схема отбортовки
У кромки отверстия |
0 и |
max на границе очага |
с недеформируемой частью заготовки. Для соблюдения условия пластичности в любой точке необходимо, чтобы максимальным главным напряжением было тангенциальное напряжение.
В процессе отбортовки плоским пуансоном кольцевые элементы заготовки увеличиваются, выходят на скругленную кромку пуансона, претерпевая изгиб, и при сходе с нее – спрямление. В зависимости от величины радиуса скругления
212

кромки пуансона протяженность контактной поверхности составляет малую или значительную долю протяженности очага деформации. При отбортовке сферическим пуансоном контактная поверхность охватывает весь очаг деформации.
Для пуансона с плоским торцом уравнение равновесия
d
запишется: 0 . d
Уравнение пластичности по гипотезе максимальных касательных напряжений имеет вид: 
 S . Проинтегрировав и определив произвольную постоянную из условия, что при
S . Проинтегрировав и определив произвольную постоянную из условия, что при
0 , |
|
r0 |
она равна C |
ln( |
|
S ) |
ln r0 , получим |
|||||||
|
|
|
|
|
S (1 |
rO.T . |
|
S |
|
|
S |
|
)(1 1,6 |
) , (3.88) |
|
max |
|
|
RБ |
2rП |
|
4rM |
|
|
|||||
|
|
|
|
|
|
|
|
2S |
|
|||||
где |
|
(1 |
|
r0 |
) - распределение напряжений |
в очаге де- |
||||||||
S |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
формации без учета влияния упрочнения, изгиба, трения и изменения толщины.
Для определения диаметра отверстия под заданную высоту борта можно с удовлетворительной точностью (3 %) пользоваться условиями равенства длины развертки борта по средней линии и ширины отбортовываемой части заготовки
d0 D1 1,57rM 0,78S 2h . |
(3.89) |
Это доказывают и результаты опытов и практика проектирования технологических процессов.
Формула для определения усилия будет иметь вид
P 2 R S max Sin , |
(3.90) |
где - угол охвата заготовкой скруглений кромки матрицы,
который изменяется от |
0 до |
|
, когда P Pmax . |
|
2 |
||||
|
|
|
213

Усилие отбортовки принимает максимальное значение
|
|
|
|
|
|
|
|
|
Ш |
|
|
|
|
|
|
Pmax |
2 R S |
|
B |
|
|
a |
1 |
Ш |
(1 |
r0 a |
) |
T S |
|
(3.91) |
|
|
|
|
|
|
|||||||||||
1 |
Ш Ш (2r0 a) |
|
|
|
R |
2rM |
S |
||||||||
(1 1,6 )
при  2 и a 0,57(rM rП ) 1,57S .
2 и a 0,57(rM rП ) 1,57S .
При отбортовке сферическим или коническим пуансоном
Pmax достигается при < 2 , и его величина значительно
меньше, чем при отбортовке плоским пуансоном. Приближенно усилие можно определить по формуле
А.Д. Томлѐнова:
P  (D d)S T c 1,5(D d)S B ,
(D d)S T c 1,5(D d)S B ,
где с – коэффициент учѐта упрочнения и трения.
Характер зависимости усилия отбортовки от хода пуансона для различных форм последнего показан на рис. 3.51.
Рис. 3.51. Влияние формы пуансона на усилие отбортовки
214

При отбортовке плоским торцом с малым rП на поверх-
ности борта наблюдается образование кольцевой волны. Появление дефекта объясняется тем, что элементарные силы, действующие на контактной поверхности по пуансону, и силы, созданные напряжениями  , действующие в цилиндрических
, действующие в цилиндрических
стенках борта, образуют момент, стремящийся отогнуть в пределах зазора с матрицей уже сформированный участок борта, имеющий меньшую толщину относительно исходного состояния, и увеличить его диаметр. Пока  , действующее в пло-
, действующее в пло-
ской части очага, велико, оно препятствует этой деформации. В конце деформации  малы, и действие внешнего из-
малы, и действие внешнего из-
гибающего момента от усилия отбортовки вызовет появление в стенках борта растягивающих напряжений  , достаточных
, достаточных
для пластической деформации. В результате чего образуется перелом – искажение прямолинейности борта. Для устранения дефекта необходимо увеличить радиус скругления кромки пуансона. При отбортовке сферическим пуансоном такой эффект отсутствует – действие тангенциальных растягивающих напряжений в очаге способствует более плотному прилеганию заготовки к пуансону.
Допустимый коэффициент отбортовки Величина допустимого коэффициента отбортовки огра-
ничивается возможностью разрушения заготовки с образованием трещин от кромки заготовки у отверстия и распространяющихся в меридиональном направлении, так как эта часть заготовки получает наибольшую информацию. Следовательно, допустимый коэффициент в первом приближении может быть определен по величине устойчивой деформации до начала образования шейки в условиях линейного расширения:
|
rOT rO |
1 |
rO |
, kO |
1 |
|
rOT |
1 Ш . |
Ш |
rOT |
rOT |
mOT |
|
rO |
|||
|
|
|
|
|
215

Но эта формула не дает достаточной точности, т.к. условия деформирования краевого элемента существенно отличаются от условий линейного растяжения, и на величину допустимой деформации краевого элемента оказывает влияние целый ряд факторов:
1)состояние металла у кромки отверстия;
2)отношение толщины заготовки к диаметру исходного
отверстия S0 (схема влияния смежных элементов);
D0
3) форма пуансона и расположение заготовки в штампе в меньшей степени.
Наименьшая толщина у края определяется:
SK = S0(d0/D)1/2.
Допускается отбортовка за несколько переходов с отжигом. Коэффициенты отбортовки на последующих переходах определяются:
m |
(1,15...1,2)m |
, |
m |
d0 |
. |
|
|||||
ОТ |
ОТБ |
|
ОТБ |
DБ |
|
|
|
|
|
||
При отбортовке некруглых отверстий сложным является вопрос определения формы отверстия под отбортовку. В практике форму некруглого отверстия для отдельных участков корректируют, добиваясь плавного перехода одного участка в другой.
Расчет коэффициента производится для участка с наименьшим радиусом закругления. Величина коэффициента принимается на 10 ÷ 15 % меньше аналогичной для круглого борта.
mОТБ (0,85 0,9)mОТБ.КР.
Отбортовка наружного контура Сущность процесса заключается в образовании невысо-
ких бортов или фланцев по наружному краю заготовки ( выпуклый, вогнутый борт).
216

Отбортовка выпуклого контура аналогична процессу неглубокой вытяжки без прижима. Отбортовка вогнутого контура аналогична отбортовке отверстий.
3.5 Раздача
Операция раздачи предназначена для увеличения диаметра краевой части полой цилиндрической заготовки и осуществляется внедрением в заготовку пуансона с увеличивающимся диаметром по длине.
Различают 2 способа:
1)путем внедрения пуансона в заготовку, опирающуюся на плиту (меридиональные напряжения сжимающие) – раздачи со сжатием (применяется в листовой штамповке);
2)или путем протягивания пуансона через заготовку, удерживаемую с помощью предварительно полученного фланца (меридиональные напряжения растягивающие) – раздача с растяжением (применяется в основном в производстве труб).
Увеличение диаметра заготовки за один переход при раздаче со сжатием ограничивается разрушением участка, получившего наибольшую деформацию, или потерей устойчивости недеформируемой части заготовки.
При раздаче с растяжением – допустимое за один переход увеличение диаметра ограничивается возможностью отрыва заготовки от фланца или возможностью образования продольных трещин в участках, получивших наибольшую деформацию.
Потеря устойчивости и отрыв от фланца определяются вели-
чиной меридионального напряжения  max , действующего в опасном сечении заготовки (рис. 3.52).
max , действующего в опасном сечении заготовки (рис. 3.52).
217

Рис. 3.52. Схема раздачи внедрением пуансона
Проведем приближенный анализ процесса деформирования, когда имеется 3 участка очага деформации:
первый участок – свободного изгиба при выходе из очага
деформации, где напряжения |
0 ; |
второй участок – конический, контактного деформирова-
ния;
третий участок – свободного изгиба при входе в очаг деформации, где напряжения  сравнительно велики.
сравнительно велики.
Так как протяженность участков свободного изгиба мала, и основную долю очага деформации составляет конический участок, то можно принять, что силы трения действуют во всем очаге деформации.
Уравнение равновесия для конического участка
d
d
(1 ctg ) 0 .
Уравнение пластичности: 

 S .
S .
После совместного решения уравнений, их интегрирования и определения произвольной постоянной при  RП ,
RП ,  0 формула для определения напряжений
0 формула для определения напряжений  в кониче-
в кониче-
218

ской части очага деформации без учета влияния изгиба и спрямления будет иметь вид
|
|
tg |
|
|
|
|
|
|
S |
(1 |
) 1 ( |
|
)tg . |
(3.92) |
|||
|
|
|||||||
|
|
|
RП |
|
||||
|
|
|
|
|
||||
При раздаче с образованием цилиндрической части при определении  в коническом участке следует учесть влияние
в коническом участке следует учесть влияние
изгиба и спрямление, принимая, что изгиб и спрямление на границах первого участка увеличивают напряжение  на 2
на 2
 . Подставив
. Подставив
|
|
|
|
|
|
|
|
= |
|
|
S S |
; |
|
|
|
|||
|
|
|
|
|
|
|
|
|
4R |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где R |
|
|
RП S |
|
|
- радиус свободного изгиба, |
|
|||||||||||
|
|
|
|
|
|
|
||||||||||||
2Sin |
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
имеем |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
tg |
|
|
|
|
|
|
|
S S |
. |
|
|
|
|
|
|
|
S |
(1 |
) 1 ( |
|
|
)tg |
(3.93) |
||||||
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
RП |
|
|
|
|
2R |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Напряжения на границе 3-го участка найдем после подстановки в предыдущую формулу  rГР.
rГР.
' |
|
|
tg |
|
|
rГР. |
|
|
|
|
|
S |
. |
|
|
|
(1 |
) (1 |
|
)tg |
|
|
(3.94) |
||||||||
|
S |
|
|
|
|
|
|
||||||||
|
|
|
|
|
RП |
|
|
|
2R |
|
|||||
|
|
|
|
|
|
|
|
|
|
||||||
Изгиб и спрямление на границе 3-го участка увеличива- |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
S S |
|
|||
ют напряжение |
также на 2 |
|
: 2 |
|
|
= |
|
; |
|
||||||
|
|
|
2R' |
|
|||||||||||
219

где R' |
|
S |
S |
|
; и 2 |
= 2 (1 Cos ) . |
|
|
|
|
|||
4 |
(1 |
Cos |
) |
|
|
|
Тогда напряжение |
max , действующее в стенках неде- |
|||||
формируемой части исходной заготовки, можно определить как сумму напряжений ' и приращение напряжения от изгиба и спрямления 2  .
.
Заменяя rГР. на r3 ввиду малой протяженности участка
свободного изгиба и приняв целый ряд упрощений и преобразований, можно записать
|
|
(1 |
|
)( |
RП |
1) |
2S |
Sin (3 2Cos ) . (3.95) |
max |
S |
|
|
|
||||
|
tg |
|
r3 |
RП |
||||
|
|
|
|
|||||
Анализируя вышеприведенную формулу и характер деформирования, можно установить:
1. При раздаче имеется оптимальное значение угла конусности, которому соответствует минимальное значение  max ; ОПТ. 15 250 и увеличивается с увеличением коэф-
max ; ОПТ. 15 250 и увеличивается с увеличением коэф-
фициента трения.
Наличие оптимальных углов объясняется тем, что с увеличением  составляющие, учитывающие влияние трения убывают, а составляющие, учитывающие изгиб и спрямление
составляющие, учитывающие влияние трения убывают, а составляющие, учитывающие изгиб и спрямление
–увеличиваются.
2.На величину  max оказывает влияние переменная тол-
max оказывает влияние переменная тол-
щина в очаге деформации и упрочнение.
Толщина краевой части может быть определена по фор-
муле |
S |
S |
|
r3 |
, так как она находится в условиях линейного |
0 |
|
||||
|
1 |
|
RП |
|
|
|
|
|
|
|
растяжения. По мере удаления от края напряжение  возрас-
возрас-
220