

3587
.pdf
|
R1 |
|
|
R |
|
, |
(3.47) |
|
|
|
|
|
|||
|
1 |
R |
|
||||
|
|
|
|
|
|||
|
|
|
|
|
|
||
|
|
n E |
|
|
|
||
|
|
|
|
|
|
|
|
где R – требуемый (по чертежу) радиус изделия; |
|
||||||
R1 - радиус изделия после снятия нагрузки; |
|
||||||
n – толщина заготовки; |
|
|
|
|
|
|
|
Е – модуль упругости материала заготовки; |
|
||||||
H |
B -разность напряжений наружного и внутрен- |
||||||
него волокон изгибаемой заготовки.
Анализ приведенной формулы дает возможность сделать очень интересный и практически важный вывод о том, что упругое формоизменение заготовки, деформируемой путем изгиба с растяжением, при постоянном относительном радиусе из-
гиба |
R |
зависит в основном от разности наибольших и наи- |
|
n |
|||
|
|
меньших окружных нормальных напряжений, возникающих в ее поперечном сечении, и не зависит от абсолютных напряже-
ний, возникающих от изгиба и от растяжения. При |
H |
B , |
||||
|
0 в данном случае R1 |
R , т.е. упругие деформации от- |
||||
сутствуют. Это может быть |
в том |
случае, |
когда |
радиус |
||
R |
, т.е. когда процесс близок к |
чистому |
растяжению. |
|||
Точность размеров заготовок, подвергаемых изгибу с растяже-
нием тем выше, чем больше относительный радиус Rn .
М.Н.Горбуновым показано, что для стадии линейного чистопластического изгиба с растяжением разность напряже-
ний |
Пn |
(где П - модуль упрочнения, определяемый ве- |
|
R |
|||
|
|
личиной тангенса угла наклона схематизированной прямой упрочнения). В данном случае
R1 |
|
|
R |
|
. |
(3.48) |
|
|
|
|
|
|
|||
1 |
|
П |
|
||||
|
|
|
|
|
|||
|
|
|
|
|
|
||
|
|
E |
|
|
|
||
|
|
|
|
|
|
|
|
141

Из приведенной зависимости следует, что интенсивно упрочняющиеся металлы «пружинят» сильно, а при отсутствии упрочнения (П = 0) упругие деформации отсутствуют
R1 R .
Следствием рассмотренных ранее уравнений (3.47), (3.48) и условия пластичности изгибаемой заготовки является следующее граничное условие, определяющее область применения пластического изгиба с растяжением
R |
|
|
П |
|
. |
(3.49) |
|
|
|
|
|
||
n |
|
|
|
|
||
|
B |
|
T |
|
||
|
|
|
|
|||
При меньших относительных радиусах изгиба может наступить разрушение заготовки.
Изгиб с растяжением может осуществляться двумя методами, отличающимися друг от друга последовательностью приложения внешних нагрузок и, как следствие этого, механизмом формоизменения. Первый метод предусматривает вначале изгиб, а затем растяжение заготовки; второй метод заключается в изгибе заготовки при постоянном растягивающем осевом усилии.
Величина растягивающего усилия считается достаточной, если наименьшее окружное нормальное напряжение, возникающее в сечении заготовки в результате изгиба с растяжением, будут равно пределу текучести. Исходя из этого условия, М.Н.Горбунов предложил следующие формулы для определения растягивающих усилий для изгиба с растяжением:
а) первый метод
N1 вh |
|
П |
|
e |
; |
(3.50) |
|
T |
|
|
|
||||
|
2 |
R |
|
|
|
|
|
|
n |
|
|
|
|
||
|
|
|
|
|
|
|
|
142

б) второй метод
N2 вh |
|
П |
|
1 |
T , |
(3.51) |
||
T |
|
R |
|
E |
|
|
||
|
|
2 |
|
|
|
|||
|
|
n |
|
|
|
|
|
|
где  - коэффициент трения.
- коэффициент трения.
Из приведенных зависимостей следует, что растягивающее усилие прямо пропорционально площади сечения изгибаемой заготовки, пределу текучести, модулю упрочнения ма-
териалов заготовки и степени деформации. Множитель e учитывает влияние сил трения, возникающих на поверхности соприкосновения заготовки и пуансона (или шаблона) при изгибе с растяжением по первому методу.
учитывает влияние сил трения, возникающих на поверхности соприкосновения заготовки и пуансона (или шаблона) при изгибе с растяжением по первому методу.
Способы гибки с растяжением Существуют различные способы гибки с растяжением,
выбор которых зависит от формы и размеров изгибаемой заготовки, требуемой точности размеров, а также характера производства.
Так, например, в условиях крупносерийного производства относительно короткие детали, изготавливаемые из листового и профильного проката, могут изгибаться в штампах специальной конструкции. Особенность этих штампов заключается в том, что заготовка в них не только гнется, но и растягивается в осевом направлении при помощи специальных захватов или боковых ползунов.
В условиях мелкосерийного и опытного производства, например, в самолетостроении, применение инструментальных штампов для изготовления средних и крупных деталей экономически нецелесообразно, поскольку такие штампы используются всего лишь на 5 – 8 % своего рабочего ресурса вследствие быстрого морального износа. Поэтому на заводах авиационной промышленности нашли широкое применение различного рода профилегибочные станки, работающие по принципу гибки с растяжением. К их числу относятся станок с
143

поворотными кронштейнами, станок с поворотным столом, станок с поступательно двигающимся столом и др.
Гибка труб (краткие сведения)
Гибка труб на стадии линейного и особенно объемного чистопластического изгиба сопровождается явлением различного вида потери устойчивости. В зоне растяжения потеря устойчивости приводит к сплющиванию поперечного сечения трубы, а в зоне сжатия – к складкообразованиям. В результате изгиба происходит изменение толщины стенки трубы: в зоне растяжения она уменьшается, в зоне сжатия увеличивается.
Минимально допускаемый (критический) радиус изгиба, при котором еще не наступает потеря устойчивости, зависит в основном от относительной толщины стенки трубы, характеристик механических свойств материала трубы, угла изгиба, допускаемого утонения стенки, допускаемой овальности поперечного сечения и пр. Чем больше относительная толщина стенки трубы и чем выше пластические свойства материала, тем меньше минимально допускаемый радиус изгиба.
С известным приближением критический радиус изгиба трубы Rкр. можно определить по эмпирической формуле
|
|
|
R |
9,25 0,2 |
S |
d |
|
(3.52) |
|
|
H |
||||||
|
|
|
кр. |
|
dH |
|
||
|
|
|
|
|
|
|
||
где dH -наружный диаметр тубы; |
|
|
|
|
||||
S – толщина стенки трубы. |
|
|
|
|
||||
|
Величина критического относительного радиуса изгиба |
|||||||
труб |
|
RBH |
сравнительно велика, в зависимости от относитель- |
|||||
|
|
|||||||
|
|
dH |
|
|
|
|
|
|
S
ной толщины стенки трубы 100 % она колеблется в dH
пределах от 6 до 2 диаметров трубы. Поэтому при необходимости получения радиусов изгиба меньше критических изменяются различные способы гибки трубы: гибка наматыванием,
144
гибка обкаткой роликами, гибка с растяжением, гибка с местным нагревом зоны пластической деформации, гибка с одновременным волочением, гибка с проталкиванием через фильеру с криволинейной осью, гибка на конической оправке с криволинейной осью и пр.
В настоящее время в РФ и за рубежом выпускается множество различных типоразмеров трубогибочных станов и приспособлений, принцип действия которых основан на перечисленных способах гибки.
Рассмотрим некоторые способы гибки труб, а именно: гибку наматыванием, гибку на конической оправке с криволинейной осью и гибку с местным нагревом зоны пластической деформации.
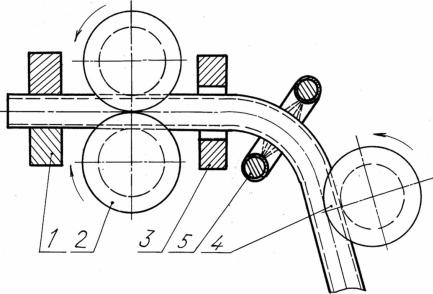
Гибка наматыванием осуществляется при помощи инструмента, конструктивная схема которого приведена на (рис. 3.21). Он состоит из шаблона 1 в виде ролика с монтированной в него зажимной колодкой 5, зажима 4, дорна со штангой 2 и опорной колодкой 3. Рассматриваемый гибочный инструмент является составной частью специального трубогибочного станка, работа на котором ведется в следующем порядке. Труба одевается на дорн 2, помещается в ручей гибочного шаблона 1 и закрепляется при помощи зажима 4. Затем устанавливается опорная колодка 3, которая прижимает трубу к шаблону в процессе гибки. После включения станка шаблон поворачивается на требуемый угол гибки, стаскивая при этом трубу с дорна. Поскольку односторонний зазор между ручьем шаблона и дорном немногим более толщины стенки трубы, складка в зоне сжатия не появляется. Трубогибочные станки, работающие по принципу наматывания, предназначены для гибки труб диаметром от 8 до 426 мм.
Гибка на конической оправке с криволинейной осью (гибка на роге) применяется при изготовлении относительно
коротких патрубков большой кривизны |
RBH |
1 1,5 по |
|
dH |
|||
|
|
предложению Н.А. Доллежаля. Отрезки трубы одеваются на
145

коническую оправку, имеющую криволинейную ось, затем при помощи специального толкателя перемещаются относительно неподвижной оправки. При этом происходит изгиб патрубка и некоторое увеличение его диаметра. Толщина стенки патрубка остается приблизительно неизменной, т.к. все поперечное сечение изгибаемой заготовки находится под воздействием сжимающих напряжений.
Рис. 3.21. Инструмент для гибки наматыванием
146

При изгибе толстостенных труб на оправке применяют нагрев зоны деформации, для этого рабочая часть оправки помещается в нагревательное устройство, а приемная ее часть и толкатель остаются вне зоны нагрева. В условиях создаваемого таким образом неравномерного температурного поля возможность потери устойчивости патрубка значительно уменьшается, т.к. уменьшается усилие, необходимое для деформирования заготовки.
Размеры рогообразной оправки, согласно рекомендациям Н.А. Доллежаля, определяются из следующих соотношений (при известных размерах патрубка, приведенных на рис. 3.22):
а) длина заготовки с учетом припуска на обрезку
|
L |
|
|
R0 |
|
|
|
dH |
; |
(3.53) |
|||
|
180 |
|
|
2 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|||||
б) диаметр исходной заготовки |
|
|
|
||||||||||
d |
|
d / |
|
1 |
|
|
|
|
; |
|
(3.54) |
||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
d / |
|||||||||
|
H |
H |
|
|
|
|
|
||||||
|
|
1 |
0,5 |
|
H |
|
|
|
|
||||
|
|
R0 |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
||||
в) расстояние между центрами радиусов кривизны оп- |
|||||||||||||
равки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
|
dB/ |
|
dB |
. |
(107) |
||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
Радиусы R1 и R2 определяются графически, при по-
строении контура оправки.
Гибка с местным нагревом зоны пластической деформации применяется для гибки труб среднего и большого диаметра на малые радиусы. Для этого применяют нагрев узкого кольцевого участка зоны пластической деформации. Вследст-
147

вие небольшой протяженности зоны нагрева (порядка нескольких толщин стенки трубы), складкообразование в зоне сжатия не наступает, а происходит процесс осадки нагретого участка трубы под действием сжимающих напряжений, возникающих при гибке.
Рис. 3.22. Размеры патрубка при гибке на роге
148
Гибка с местным нагревом осуществляется на специальном трубогибочном стане, схема которого приведена на (рис. 3.23).
Рис. 3.23. Гибка с местным нагревом
Он состоит из подающей каретки 1, направляющих роликов 2, индуктора 3 и гибочного ролика 4. Заготовка подается кареткой 1 через направляющие ролики 2 и индуктор 3, где происходит местный нагрев кольцевого участка трубы током высокой частоты до температуры 800 – 900 град. По выходе из индуктора заготовка охлаждается воздухом или водой при помощи душирующей установки 5. Гибка трубы осуществляется в зависимости от требуемого радиуса изгиба.
Гибка труб с местным нагревом может применяться в полевых условиях, например при монтаже трубопроводов, при этом нагрев осуществляется газовой горелкой.
149

3.2.Вытяжка
3.2.1.Анализ операции вытяжки на первом переходе
без прижима
1. Вытяжка предназначена для получения полых пространственных деталей из плоской листовой заготовки, или предварительно вытянутых полуфабрикатов. Характеризуется
вытяжка тем, что rM , rn |
S и Z > S. |
2. Полые детали, полученные вытяжкой подразделяются
на:
а) детали, имеющие форму тел вращения; б) осесимметричные детали нецилиндрической формы;
в) детали сплошной формы несимметричные; г) детали коробчатой формы.
По характеру деформации различают: а) вытяжку без утонения; б) вытяжку с утонением (протяжка);
в) вытяжку глубокую и неглубокую; г) вытяжку с прижимом и без прижима.
В начальной стадии деформирования пуансон, оказывая давление на центральную часть заготовки, вызывает ее прогиб, т.к. усилия, действующие со стороны пуансона и матрицы, смещены в радиальном направлении и образуют изгибающий момент (рис. 3.24).
Дальнейшее опускание пуансона приводит к возникновению меридиональных растягивающих напряжений, достаточных для перевода фланца заготовки в пластическое состояние. С этого момента начинается втягивание заготовки в матрицу с образованием боковых поверхностей вытяжного стакана при одновременном уменьшении диаметра заготовки.
Действие меридиональных растягивающих напряжений P приводит к возникновению во фланце в тангенциальном
направлении сжимающих напряжений  .
.
150