

3046
.pdfРис. 42. Грузовой лифт
Промышленные роботы (рис. 43) заменяют человека на тяжелых, монотонных, опасных и вредных для здоровья работах. Роботы используются для автоматизации различных технологических, транспортных и погрузочноразгрузочных операций.
Рис. 43. Промышленные роботы: обслуживание токарных станков
50
Раздел 3. РАЗМЕЩЕНИЕ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА УЧАСТКЕ ЦЕХА
Целью планировки оборудования на участке цеха в составе машиностроительного завода является такое взаиморасположение этих объектов, которое обеспечит сглаженный производственный поток. В любом случае, при принятии решений об оптимальном размещении следует учитывать следующие исходные предпосылки:
1.Конкретные цели и соответствующие критерии, используемые для оценки проекта. Основными критериями, учитываемыми при размещении, являются: размеры производственных площадей и расстояния, которые необходимо преодолевать между различными производственными элементами;
2.Спрос на изделия или услуги, производимые в данной системе;
3.Требования к проведению процесса, учитывающие число операций и объемы материальных потоков между отдельным оборудованием в схеме размещения;
4.Пространственные требования при размещении оборудования в помещениях;
5.Пространственная доступность в пределах самого сооружения или, если это новое сооружение, то возможные строительные и архитектурные формы.
Существует три основных способа размещения оборудования и организации рабочих мест: размещение по технологическому принципу, по принципу изготовления определенной номенклатуры изделий (предметный принцип), по принципу обслуживания неподвижного объекта, а также один комбинированный способ – по принципу групповой технологии, или формирования технологических ячеек.
Размещение оборудования по технологическому принципу (его также называют размещением по функцио-
51
нальному принципу или размещением производства, работающего по заказам) – это такой способ размещения, при котором одинаковое оборудование или однородные технологические операции группируются вместе, например все токарные станки располагают в одном месте, а все штамповочные прессы – в другом. Обрабатываемая деталь перемещается в соответствии с последовательностью операций с одного места на другое, где для каждой операции расположено соответствующее оборудование. Такой способ размещения характерен, например, для больниц, где определенные участки предназначены для оказания отдельных видов медицинской помощи, как, например, родильные палаты и отделения интенсивной терапии.
Размещение оборудования по предметному прин-
ципу (его также называют, размещением оборудования по ходу материального потока) – это такой способ размещения оборудования, при котором оборудование или производственные процессы выстраиваются по ходу технологических операций, через которые изделие последовательно проходит при изготовлении.
Иными словами, траектория движения каждой детали представляет собой прямую линию. Производственные линии по изготовлению обуви, химические заводы, мойка автомобилей – все это примеры размещения оборудования и организации работ по предметному принципу.
Размещение оборудования по принципу групповой технологии (формирования технологических ячеек):
принцип групповой технологии предполагает группирование различного оборудования в рабочие центры, или технологические ячейки, для обработки изделий, имеющих одинаковые или сходные способы и требования к обработке.
Размещение оборудования по принципу групповой технологии, с одной стороны, аналогично размещению оборудования по технологическому принципу, в соответствии с
52
которым создаются ячейки для выполнения определенного набора технологических операций, а с другой – напоминает размещение по предметному принципу, поскольку рабочие центры специализируются на выпуске ограниченного ассортимента изделий.
Групповая технология также требует, чтобы для всех компонентов изделия была проведена технологическая классификация и установлены соответствующие коды, которые затем используют для определения типов оборудования, входящих в технологические ячейки.
Размещение оборудования по принципу обслуживания неподвижного объекта реализуется в случае, если изделие (из-за больших габаритов или массы) в течение всего технологического процесса остается на одном месте. Производственное оборудование подвозится к изделию, а не наоборот. По такому принципу организованы судостроительные верфи, строительные и киносъемочные площадки.
3.1. Размещение оборудования в цехах
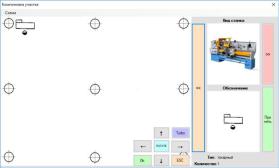
Для размещения оборудования на участке цеха в программе PlantCAD существует специальный модуль
(рис. 44).
Рис. 44. Интерфейс модуля PlantCAD для размещения оборудования
53
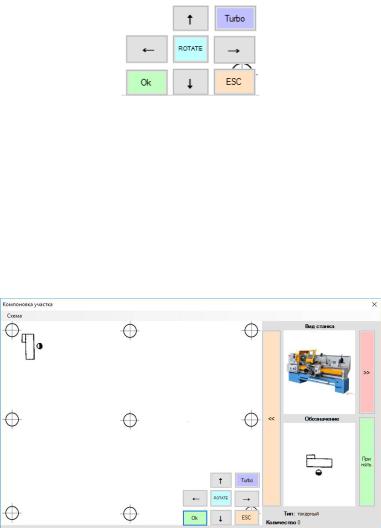
Для размещения оборудования предусмотрены кнопки, позволяющие перемещать изображение станка по графическому полю (рис 45).
Рис. 45
Размещение оборудования заключается в расположении оборудования в рамках указанного пространства участка цеха простым перемещением изображения с возможностью его поворота в плоскости на 3600.
Для перемещения служат клавиши стрелок, для вращения клавиша Rotate, для фиксации положения клавиша Ok. Для отмены фиксации клавиша Esc.
Пример размещения оборудования показан на рис. 46.
Рис. 46
54
Раздел 4. РАСЧЕТ ПАРАМЕТРОВ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА МАШИНОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ
4.1. Расчет годового потребления электроэнергии
Все ресурсы современного машиностроительного предприятия подразделяются на: трудовые, финансовые, природные, материальные, энергетические и производственные.
Трудовые ресурсы — это часть населения страны, участвующая в создании валового национального продукта (ВНП) в соответствии со своим образовательным и профессиональным уровнем.
Финансовые ресурсы — это денежные средства, находящиеся в распоряжении государства, объединений, предприятий, организаций и учреждений.
Природные ресурсы — часть естественной среды, используемая или пригодная для использования обществом в целях удовлетворения материальных и духовных потребностей людей. Природные ресурсы классифицируются на минеральные, земельные, водные, растительные и животные, атмосферные.
Производственные ресурсы (средства труда) — вещь или совокупность вещей, которые человек помещает между собой и предметом труда и которые служат для него в качестве проводника воздействия на предмет труда с целью получения необходимых материальных благ. Средства труда еще называют основными фондами, которые в свою очередь классифицируются на ряд групп.
Материальные ресурсы — совокупность предметов и объектов труда, комплекс вещей, на которые человек воздействует в процессе и с помощью средств труда в целях приспособления их для удовлетворения своих потребностей
55
и использования в процессе производства (сырье и материалы).
Материальные ресурсы в зависимости от их назначения в производственно-технологическом процессе укрупненно классифицируются на следующие группы: сырье, материалы, полуфабрикаты, комплектующие изделия, готовая продукция.
Энергетические ресурсы — носители энергии, ис-
пользуемые в производственно-хозяйственной деятельности. Они классифицируются по:
1.видам — уголь, нефть и нефтепродукты, газ, гидроэнергия, электроэнергия;
2.способам подготовки к использованию — природные, облагороженные, обогащенные, переработанные, преобразованные;
3.способам получения — со стороны (с другого предприятия), собственного производства;
4.кратности использования — первичные, вторичные, многократного использования;
5.направлению использования — в промышленности, сельском хозяйстве, строительстве, на транспорте.
Для того чтобы нормально, бесперебойно работать, каждое предприятие должно своевременно получать необходимые ему материалы, топливо, энергию в том составе и объеме, которые нужны для ведения процесса производства. Эти материальные и энергетические ресурсы должны быть рационально использованы, чтобы увеличить выпуск продукции при том же количестве выделенных материалов, топлива, электроэнергии и снизить ее себестоимость.
Для оценки рационального использования материальных и энергетических ресурсов существуют специализированные расчетные методики, которые будут рассмотрены в настоящем лабораторном практикуме.
56
Электрическая энергия в цехах расходуется на питание электроприемников (в основном электродвигателей, электропечей) и на освещение помещений.
Для питания электроприемников в цехах преимущественно применяются трехфазный ток.
При строительстве заводов одним из определяющих документов является задание на проектирование энерге-
тического хозяйства, которое должно содержать по каждому цеху суммарную установленную мощность по каждому виду оборудования, активную мощность электроприемников, а так же годовой расход электроэнергии.
Для решения этой задачи все электроприемники разбивают на группы по однородности характера работы и для каждой группы рассчитывают суммарную установленную мощность ∑ уст, исходя из количества единиц оборудования, входящего в данную группу.
Далее, для каждой группы электроприемников определяют активную мощность. Активная мощность (на шинах низкого напряжения) определяется по суммарной установленной мощности и коэффициенту спроса , учитывающему недогрузку и неодновременность работы электроприемников, по формуле:
|
(7) |
|
принимаются по опытным |
||
Величины коэффициента= ∑ уст |
|
|
данным. Средние величины приведены в табл. 5. |
||
|
Таблица 5 |
|
Наименование группы потребителей |
Коэффициент |
|
спроса |
||
|
||
Электродвигатели металлорежущих станков |
0,20 |
|
Электродвигатели автоматов, револьверных, |
|
|
обдирочных, зубофрезерных станков, штам- |
|
|
повочных прессов |
0,25 |
|
Электродвигатели кранов и тельферов |
0,15 |
|
57 |
|
|
Окончание табл. 5 |
||
Наименование группы потребителей |
Коэффициент |
|
спроса |
||
|
||
Электродвигатели приводных молотов, го- |
|
|
ризонтально-ковочных машин, кривошип- |
|
|
ных прессов, очистных барабанов, бегунов |
0,45 |
|
Нагревательные устройства, печи сопротив- |
|
|
ления, сушильные шкафы, клееварки и ван- |
|
|
ны |
0,60 |
|
Сварочные трансформаторы дуговой сварки |
0,35 |
|
|
||
Сварочные аппараты стыковой и точечной |
|
|
сварки, нагреватели заклепок |
0,4 |
|
|
||
Высокочастотные установки |
0,3 |
|
|
||
Стенды |
0,1 |
|
|
||
Вентиляторы, насосы, конвейеры, транспор- |
|
|
теры, компрессоры, умформеры |
0,75 |
|
|
||
Вентиляторы санитарной техники |
0,70 |
|
|
||
Освещение |
0,80 |
|
|
||
При укрупненных расчетах активную мощность можно определить по средней установленной мощности на единицу производственного оборудования (табл. 6) и среднему коэффициенту спроса.
Величина общезаводского коэффициента спроса в среднем равна 0,25…0,32; при большом количестве дуговых печей и крупных электродвигателей – 0,40…0,45.
58
Таблица 6 Данные для укрупненного расчета активной мощности
токоприемников по отраслям промышленности
|
Средняя мощность |
|
Заводы |
на единицу произ- |
|
водственного обо- |
||
|
||
|
рудования в кВт |
|
Автомобильные |
|
|
Грузовые автомобили: |
|
цех шасси и цех двигателей |
7…9 |
|
цех коробок передач и автомат- |
|
|
ный цех |
5…6 |
|
Легковые автомобили: |
|
|
цех шасси и цех двигателей |
6,5…8 |
|
цех коробок передач и автомат- |
|
|
ный цех |
5…7 |
|
Тракторные |
|
|
Колесные тракторы: |
|
|
цехи: шасси, коробок передач, |
|
|
двигателей |
|
6…7 |
цех автоматный |
|
4,5…5 |
Гусеничные тракторы: |
|
|
цехи: шасси, коробок передач, |
|
|
двигателей |
|
7…10 |
цех автоматный |
|
4,5…7 |
Станкостроительные |
|
|
Отделения механического цеха |
|
|
а) крупных деталей |
|
11…15 |
б) средних и мелких деталей |
|
6…8 |
в) нормалей |
|
4,5…6,5 |
Заводы среднего машиностроения |
||
Инструментальные цехи заводов |
|
|
машиностроения |
|
2,5…3 |
Ремонтно-механические цехи |
|
5…7 |
59 |
|
|