

3046
.pdfСОДЕРЖАНИЕ
Введение
1 Теоретический вопрос по курсу (приложение А)
2 Анализ технологичности изделия
2.1Назначение
2.2Материал и его свойства
2.3Метод и характеристика возможности изготовления
2.4Выбор заготовки
3 Маршрутная карта технологического процесса
3.1 Назначение и перечень основных технологических операций
4 Определение состава и количества основного технологического оборудования
4.1Назначение
4.2Описание принципа работы и устройства
5 Конструкторская часть. Описание назначения, устройства станка
6 Определение состава и количества средств механизации и ав-
томатизации
6.1Назначение
6.2Описание принципа работы и устройства
7 Компоновка цеха
8 Расчет энергетического хозяйства предприятия Заключение Библиографический список
Рис. 5. Содержание проекта для студентов профилей «Металлообрабатывающие станки и комплексы» и «Конструкторско-технологическое обеспечение кузнечноштамповочного производства»
10
Раздел 1. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Главной задачей машиностроительных предприятий является изготовление изделий. При создании нового изделия (машины) основным вопросом является обеспечение ее функционального назначения. В связи с тем, что функциональное назначение зависит от качества изготовления машины, а оно, безусловно, должно быть выполнено, то это накладывает определенные ограничения на производительность и себестоимость обработки.
Производительность обработки не всегда влечет за собой снижение себестоимости, поэтому существует определенное соотношение между качеством, производительностью и стоимостью. И поэтому, одной из наиболее важных задач, решаемых при проектировании, является проработка на технологичность изделия. Сущность этой проработки заключается в разработке мероприятий, направленных на достижение минимальных расходов при изготовлении изделия, механизма или машины.
Проработка на технологичность изделия проводится в два этапа:
- Технологический контроль чертежей сводится к тщательному их изучению. Рабочие чертежи обрабатываемых деталей должны содержать все необходимые сведения, дающие полное представление о детали, т.е. все проекции, размеры и сечения, совершенно четко и однозначно объясняющие ее конфигурацию и возможные способы получения заготовки.
На чертеже должны быть указаны все размеры с необходимыми допусками, классы шероховатости обрабатываемых поверхностей, допускаемые отклонения от правильных геометрических форм, а также взаимного положения поверхностей. Чертеж должен содержать все необходимые
11
сведения о материале детали, термической обработке, массе детали и др.
Таким образом, технологический контроль – важный этап проектирования технологических процессов и во многих случаях способствует выяснению приведенных выше факторов.
- Технологический анализ конструкции решает сле-
дующие основные задачи: пути возможного уменьшения трудоемкости и металлоемкости конструкции, а также возможность обработки детали высокопроизводительными методами.
1.1. Анализ технологичности изделия. Выбор программы выпуска
В комплексе требований, предъявляемых к техникоэкономическим показателям, важное место занимает технологичность конструкции.
Отработка изделия на технологичность представляет собой одну из наиболее сложных функций технологической подготовки производства. Она обусловлена тесной взаимосвязью между конструкцией изделия и технологией его производства.
Главными факторами, определяющие требования технологичной конструкции являются вид изделия, объём вы-
пуска и тип производства.
Первым пунктом при анализе технологичности для профилей подготовки «Металлообрабатывающие станки и комплексы» и «Технология машиностроения» является указание способа ее изготовления с подробным описанием.
При анализе технологичности детали устанавливают, на сколько конструкция детали соответствует требованиям минимальной трудоёмкости, материалоёмкости и экономичности изготовления.
12
По чертежу изделия определяется шероховатость поверхности – это совокупность неровностей с относительно малыми шагами (расстоянием между вершинами характерных неровностей измеренного профиля), образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине. Шероховатость 25, 12,5, 6,3, 3,2, 0,8 поверхности ответственных деталей машин.
Для ряда классных размеров, характеризующих точность изделия, под которой понимается степень соответствия изготовления детали заданному эталону или образцу, необходимо указать величины допусков с указанием квалитета.
По совокупности перечисленных признаков делается вывод о технологичности изделия, отмечается возможность использования для ее производства стандартных методов изготовления заготовок, мерительного и режущего инструмента.
Все основные показатели, характеризующие технологичность изделия, заносятся в таблицу вида (табл. 1).
|
Анализ технологичности изделия |
Таблица 1 |
||
|
|
|||
|
|
|
|
Оценка |
Требования |
|
Признаки |
|
признака |
|
технологичности |
|
(«+» ; «0» ; |
|
|
|
|
||
|
|
|
|
«—») |
|
|
|
|
|
1 |
2 |
3 |
|
4 |
|
|
|
|
|
К конструк- |
|
Наличие базовых поверхно- |
|
|
ции детали |
1 |
стей |
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
Окончание табл. 1 |
|
1 |
2 |
3 |
4 |
|
|
|
|
|
2 |
Доступность всех поверхностей для |
|
|
механической обработки |
|
|
|
|
|
|
|
|
|
|
|
|
Наличие конструктивных |
|
|
3 |
элементов, повышающих |
|
|
|
трудоемкость |
|
|
|
|
|
|
4 |
Наличие внутренних поверхностей |
|
|
|
|
|
|
5 |
Наличие внутренних резьбовых |
|
|
отверстий больших диаметров |
|
|
|
|
|
|
|
|
|
|
|
|
Наличие труднообрабатываемых |
|
|
6 |
диаметральных уступов с радиусом |
|
|
|
скругления в пределах 0,5…7,0 мм |
|
|
|
|
|
|
7 |
Контролепригодность |
|
|
|
|
|
К режущему |
|
Возможность применения |
|
инструменту |
8 |
высокопроизводительных методов |
|
|
|
обработки |
|
|
|
|
|
|
|
Необходимость дополнительных |
|
|
9 |
технологических операций для |
|
|
получения высокой точности |
|
|
|
|
|
|
|
|
обрабатываемых поверхностей |
|
|
|
|
|
|
|
Достаточность использования |
|
|
10 |
стандартных режущих и |
|
|
|
измерительных инструментов |
|
|
|
|
|
|
|
14 |
|
При анализе на технологичность студентами профиля
«Конструкторско-технологическое обеспечение кузнеч- но-штамповочного производства» заполняется табл. 2. При этом знак «0» означает, что требования технологичности не характерны для данной конструкции поковки; «—» - требование технологичности не выполняется; «+» - требование технологичности выполняется.
|
Оценка технологичности изделия |
Таблица 2 |
||||||||
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
Оценка |
Требования |
|
№ |
|
|
Признаки |
|
|
признака |
||
|
|
технологичности |
|
(«+», «0», |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
«-» |
К конструк- |
|
1 |
Отсутствие |
выступающих |
|
|
||||
ции поков- |
|
|
частей, мешающих извле- |
|
|
|||||
ки/заготовки |
|
чению штампованных по- |
|
|
||||||
|
|
|
ковок из полости штампа |
|
|
|||||
|
|
2 |
Наличие |
конструктивных |
|
|
||||
|
|
|
уклонов, |
перпендикуляр- |
|
|
||||
|
|
|
ных |
плоскости |
разъема |
|
|
|||
|
|
|
штампа |
|
|
|
|
|
|
|
|
|
3 |
Наличие |
плавных |
перехо- |
|
|
|||
|
|
|
дов между сопрягаемыми и |
|
|
|||||
|
|
|
пересекающимися |
поверх- |
|
|
||||
|
|
|
ностями |
|
|
|
|
|
|
|
|
|
4 |
Наличие |
и |
оптимальные |
|
|
|||
|
|
|
размеры перемычек - пле- |
|
|
|||||
|
|
|
нок в поковках, выполняе- |
|
|
|||||
|
|
|
мых с наметками отвер- |
|
|
|||||
|
|
|
стий |
|
|
|
|
|
|
|
|
|
5 |
Отсутствие |
в |
штампован- |
|
|
|||
|
|
|
ных |
поковках |
отверстий |
|
|
|||
|
|
|
малого диаметра (d < 30 |
|
|
|||||
|
|
|
мм) |
|
|
|
|
|
|
|
15

Окончание табл. 2 Оценка технологичности изделия
|
|
|
|
|
Оценка |
Требования |
№ |
Признаки |
|
|
признака |
технологичности |
|
(«+», «0», |
|||
|
|
|
|||
|
|
|
|
|
«-» |
К плоскости |
6 |
Плоский разъем штампа |
|
||
разъема |
7 |
Минимальное количество |
|
||
штампа |
|
плоскостей |
разъема |
|
|
|
|
штампа |
|
|
|
|
8 |
Плоскость |
разъема |
|
|
|
|
штампа пересекает боль- |
|
||
|
|
шую по объему верти- |
|
||
|
|
кальную поверхность из- |
|
||
|
|
делия |
|
|
|
|
9 |
Расположение плоскости |
|
||
|
|
разъема штампа облегча- |
|
||
|
|
ет удаление поковки |
из |
|
|
|
|
штампа в результате на- |
|
||
|
|
личия естественных |
ук- |
|
|
|
|
лонов поковки (уклонов, |
|
||
|
|
соответствующих |
укло- |
|
|
|
|
нам детали) |
|
|
|
Далее во всех случаях рассчитывается относительный показатель технологичности конструкции поковки Тп.
TП = ,
где:
Тп – относительный показатель технологичности конструкции поковки;
n– сумма выполняемых требований технологичности n= (∑«+»);
Nо = (N- ∑«0»), где:
16
N– общее количество требований технологичности (N= 9); ∑«0» - сумма требований технологичности, не характерных для данной конструкции поковки.
Чем получившееся значение показателя технологичности поковки ТП ближе к 1, тем изделие более технологично и его можно изготавливать методами обработки металлов давлением.
Этот анализ дает возможность оценить степень подготовленности конструкции изделия (детали) к автоматизированному производству, а следовательно, и целесообразность проведения проектно-конструкторских работ.
1.2. Описание технологического процесса. Составление маршрутной карты
После выполнения анализа технологичности студенты групп «Автоматизированное оборудование» и «Техноло-
гия машиностроения» продолжают проработку технологического процесса изготовления изделия на металлообрабатывающем оборудовании.
Разработка технологического процесса является исходными данными для проектирования участка цеха, цеха в целом и завода по выпуску изделий. Проектирование технологического процесса состоит из нескольких стадий с различной степенью детализации.
1.Маршрутное описание – сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
2.Операционное описание – полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
3.Маршрутно-операционное описание – сокращен-
ное описание технологических операций в маршрутной кар-
17
те в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. Выбор степени детализации определяется стадией разработки документов, типом производства и сложностью выпускаемых изделий.
При разработке документации на технологические процессы, выполняемые на стадиях опытного образца (опытной партии) используют маршрутное и/или маршрут- но-операционное описание. В мелкосерийном производстве применяют маршрутно-операционное описание. В серийном и массовом производствах используют операционное описание. В рамках курсового проектирования рекомендуется использовать маршрутное описание технологического процесса с составлением маршрутной карты.
Маршрутная карта (МК) - документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах.
Примечания:
1.МК является обязательным документом.
2.Допускается МК разрабатывать на отдельные виды
работ.
3.Допускается МК применять совместно с соответствующей картой технологической информации, взамен карты технологического процесса, с операционным описанием в МК всех операций и полным указанием необходимых технологических режимов в графе «Наименование и содержание операции».
18
4. Допускается взамен МК использовать соответствующую карту технологического процесса.
Маршрутную карту используют при любой форме описания ТП.
При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, в котором описывают весь процесс в технологической последовательности выполнения операций. При операционном описании технологического процесса МК играет роль сводного документа, в котором указывают адресную информацию (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Формы и правила оформления МК приведены в ГОСТ 3.1118-82.
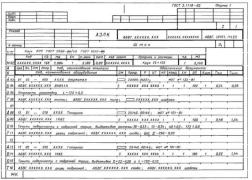
Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы определяют состав информации, размещаемой в графах данного типа строки МК. Пример оформления МК показан на рис. 6.
Рис. 6. Пример оформления МК
19