

2101
.pdfосновное назначение, основные характеристики и требования к разрабатываемой конструкции. Здесь же ведется сравнение вариантов, и для них разрабатываются общие чертежи и принципиальные схемы. Анализ просмотренных вариантов позволяет выбрать наилучший для дальнейшей разработки.
Технический проект содержит уточненные чертежи общего вида и всех узлов, расчеты, спецификацию, пояснительную записку с техникоэкономическим обоснованием новой конструкции. На этой стадии проектирования особую важность приобретает тесная взаимосвязь в работе конструкторов и технологов. Технический проект обязательно рассматривается на техникоэкономическом совете и утверждается организацией, выдавшей техническое задание на разработку.
Рабочие чертежи включают всю документацию, необходимую для изготовления (монтажа) и эксплуатации конструкции, в том числе чертежи всех деталей, подетальные спецификации, спецификации покупных изделий, инструкции по промышленным испытаниям, монтажу и эксплуатации.
На протяжении всего периода конструкторской работы необходимо тесное сотрудничество с технологами. Только в этом случае возможно создание технологических конструкций и сокращение цикла подготовки производства за счет ведения параллельных работ. Поэтому все чертежи передаются в производство только с визой технолога.
Результат конструкторской подготовки производства оценивается с помощью экономического анализа. Очевидно, что новая конструкция должна выгодно отличаться от старой: снижать трудозатраты, материало - и энергозатраты, повышать качество, обеспечивать выпуск существенно новых изделий и т. д. Важные эксплуатационные показатели качества: технический уровень, надежность (в том числе и безотказность, долговечность и ремонтопригодность). Экологическая, эстетическая характеристика оценивает также технологичность конструкции. Для сравнения возможно использование комплексного показателя качества. Окончательный вывод можно сделать по показателю приведенных затрат.
В конструкторской подготовке производства затрачивается значительное количество инженерного труда. Большой удельный вес имеют расчеты, вычисления, графические работы. Использование различных средств механизации и автоматизации инженерного труда позволяет увеличить его производительность, повысить качество работ, а в ряде случаев обеспечить оптимальность принимаемых конструкторских решений.
Большое значение в настоящее время придается полуавтоматизации и автоматизации проектирования. С помощью ЭВМ осуществляются не только рутинные процессы, но и значительная часть творческих, поисковых работ. Выбор оптимального решения позволяет сделать конструктору ЭВМ, дисплеи, графопостроители, микрофильмирующие установки и др.
40
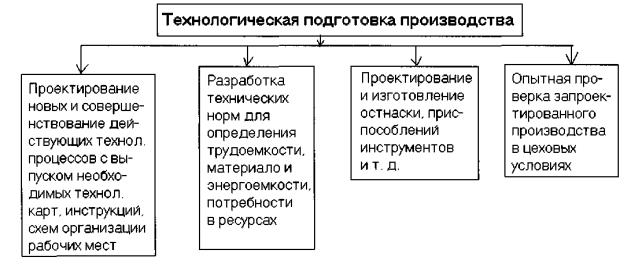
5.5.Организация технологической подготовки производства
Технологическая подготовка производства заключается в совершенствовании существующих и разработке новых интенсифицированных процессов производства; выборе наиболее эффективного оборудования и правильной его расстановки; разработке и внедрении новых строительных материалов и изделий; определении оптимальных параметров работы оборудования и установлении рациональных норм расхода сырья, топлива, электроэнергии и материалов.
В зависимости от объема работ технологическая подготовка проходит следующие стадии:
-лабораторные исследования, которыми устанавливается принципиальная возможность и теоретические основы новой технологии, определяется экономическая эффективность ее внедрения;
-полузаводские испытания с целью проверки на стендовых установках разрабатываемой технологии, установления параметров процесса и определения требований к оборудованию.
Во время этих испытаний отрабатываются технологические карты, нормативы расхода сырья, материалов, топлива, энергии и необходимые инструкции.
Технологическая подготовка завершается определением оптимальных параметров, разработкой технологических карт и утверждением производст- венно-технических нормативов процесса.
В технологических картах указывается: характеристика продукции или процесса, требования к исходному сырью и материалам, состав сырьевой смеси, технологический режим на всех стадиях производства и видах оборудования, порядок и методы контроля производства и качества продукции.
Например, производство строительных материалов может быть организовано различными технологическими схемами на различных видах оборудования. Так, производство цемента может быть организовано мокрым, сухим, полусухим и полумокрым способами производства на вращающихся печах.
При помоле могут применяться трубные однокамерные или многокамерные мельницы, работающие в замкнутом или открытом цикле. В ходе технологической подготовки необходимо сопоставить технико-экономические показатели различных технологических решений и принять наиболее экономичный вариант, обеспечивающий наилучшие конечные результаты при наименьших затратах. При выборе технологических решений должны быть учтены возможности использования действующего оборудования, показатели трудоемкости, энергоемкости, топливоемкости и себестоимости продукции, объем требуемых капитальных вложений, комплексной механизации и автоматизации, а также улучшения качества выпускаемых строительных материалов и изделий. При выборе технологических решений необходимо учитывать, соответствуют ли они современным требованиям по условиям труда и охране
41
окружающей среды (безотх одная технология с замкнутым циклом). Сравниваются варианты технологического процесса по показателям приведенных затрат.
Одним из важных перспективных направлений ускорени я технологической подготовки производства является механизация и автоматизация проектирования технологических процессов и оснастки. Большое применение находит ЭВМ. Так, на основе закодированной входной информации об обрабатываемой детали или изготавливаемом железобетонном объекте с помощью ЭВМ на выходе формируе тся массив сведений, необходимых для получения рабочих чертежей оснастки. ЭВМ может с помощью типовых программ проектировать необходимую оснастку, а результаты выдаются в виде чертежа на чертежно-графическом автомате.
При ручном проектировании технологических процессо в качество исходной информации, досто верность ее зависят во многом от о пыта технолога. Необходимый для выбора наилучшего варианта сравнительный техникоэкономический анализ весьма трудоемок и часто при ручном п роектировании не проводится. Применение математических моделей технологических процессов в ЭВМ освобождает технолога от рутинной работы, позволяет заниматься поисками наилучших технологических вариантов.
Рис.5.1. Состав технологической подготовки производства.
ТЕМА 6. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КО НТРОЛЯ И УПРАВЛЕНИЯ КАЧ ЕСТВОМ ПРОДУКЦИИ НА ПРЕ ДПРИЯТИЯХ СТР ОИТЕЛЬНОГО КОМПЛЕКСА
6.1.Задачи, объекты и функции технического контроля
Одним из важнейших показателей эффективности производства являет-
42
ся качество выпускаемой продукции.
Под качеством продукции понимается совокупность таких ее свойств, которые обуславливают пригодность данной продукции удовлетворять определенные потребности в соответствии с ее назначением.
Продукция, соответствующая всем установленным требованиям, может быть признана годной, а с отклонением - считаться браком. Брак может быть как внутризаводской, так и внешний. Брак может быть исправимым, когда изделие после доработки может быть доведено до норматива на стандартную продукцию, и неисправимым, когда использовать продукцию по прямому назначению невозможно, и она может быть использована только как отходы производства. Потери от брака готовой продукции списываются на себестоимость продукции, на эту же сумму уменьшается объем выпуска валовой и товарной продукции.
В любом случае брак является растратой живого и овеществленного труда. Показателем качества продукции является количественная характери-
стика ее свойств, применительно к условиям ее создания, эксплуатации. Показатели качества бывают единичные, когда качество оценивается по
одному показателю, и количественные, когда качество оценивается по нескольким показателям.
Формирование показателей качества для каждого вида продукции представляет собой определенную сложность, т. к. свойства изделий различны и трудно сопоставимы.
Комплексные (определяющие) показатели качества продукции часто рассчитывают, используя коэффициенты весомости частных (единичных) показателей.
|
Ik=I1·a1+I2·a2+I3·a3+…+ I n·an |
(6.1) |
где Ik – |
определяющий (комплексный) показатель качества продукции; |
|
Ii – |
частные показатели качества; |
|
ai – |
коэффициенты весомости отельных показателей качества. |
|
В ряде случаев улучшение качества продукции равносильно количественному увеличению ее производства. Так, например, улучшение качества цемента на одну марку дает возможность снизить его расход на 12 - 15%, что в масштабе страны равносильно увеличению производства цемента на 15 - 18 млн. тонн в год.
Улучшение качества строительных материалов и изделий повышает долговечность зданий и сооружений, снижает удельный расход этих материалов в капитальном строительстве и дает в дальнейшем большую экономию средств при эксплуатации зданий и сооружений и их капитальном ремонте.
Однако в большинстве случаев повышение качества строительных материалов, изделий и конструкций связано с дополнительными эксплуатационными затратами. Так, повышение марки цемента требует более тонкого помола сырья и клинкера, увеличенного расхода тепла на обжиг, ввода специальных добавок.
43
Очевидно, эти затраты будут оправданы, если экономический эффект от применения продукции улучшенного качества в строительстве будет превышать производственные затраты, т.е. надо учитывать эффект от улучшения качества не только в сфере производства, но и в сфере применения.
Технический контроль производства - совокупность работ и операций по контролю качества продукции и хода технологических процессов, проводимых на всех стадиях производства от входного контроля исходных материалов и полуфабрикатов до выходного контроля готовой продукции. В этом определении перечислены объекты контроля.
Задачами контроля являются обеспечение высокого качества, выявление и предупреждение брака, разработка и проведение мероприятий по улучшению качества продукции.
Центральные функции ТК продукции связаны с предупреждением брака путем контроля за качеством материалов, условий их хранения, сохранностью их на всех переделах, контроля средств в производстве, контроля технологического процесса.
Кроме этого, ТК включает контроль и анализ брака, а также других данных, полученных в порядке внезаводского изучения качества изделий в процессе эксплуатации.
6.2.Исполнители контрольных операций
Исполнителями являются работники цехов и некоторых отделов заводского управления, в том числе ОТК.
Основную массу контрольных операций в цехах должны выполнять непосредственные исполнители - рабочие, мастера. Контроль состояния технического и энергетического оборудования является функцией служб ОГМ и ОГЭ.
Контроль выходной и при передаче полуфабрикатов из цеха в цех -как правило, функция ОТК. Входной контроль - ЦЗЛ.
ОТК возглавляет начальник, подчиненный непосредственно директору завода. Цеховые контролеры подчиняются начальнику ОТК. Работники ОТК независимы от производственно-технических и других оперативных органов завода. Вместе с тем, наряду с другими ОТК несет ответственность в полной мере за выпуск некачественной продукции. На заводе помимо ОТК имеются заводские лаборатории. В их обязанность входят: проведение анализов и испытаний, необходимых для нормального технологического процесса, науч- но-исследовательских работ, направленных на совершенствование технологии производства и качества продукции, определение состава и расчеты сырьевых смесей. В отдельных отраслях промышленности строительных материалов ОТК и ЦЗЛ соединены в один отдел - ОТК и лаборатория. Практика показала, что от этого объединения контроль производства и качества продукции только улучшились.
44
6.3.Методы контроля и управления качеством продукции на пред-
приятиях строительного комплекса
Управление качества продукции - это действия, направленные на обеспечение и поддержание необходимого уровня ее качества.
Комплексная система управления качества включает следующие мероприятия:
-по повышению технического уровня;
-по повышению уровня технологии и производственной культуры;
-по организации и совершенствованию контроля;
-по организации и совершенствованию сбора, анализа и использования информации о качестве продукции;
-по повышению квалификации работников;
-по совершенствованию морального и материального стимулирования за повышение качества продукции.
Таким образом, система включает все, в том числе и социальные аспекты проблемы.
Важное место в совершенствовании системы управления качеством принадлежит статистическим методам контроля и регулирования технологического процесса.
Для обеспечения однородности качества продукции необходим систематический контроль. Он, однако, не может быть сплошным из-за большой трудоемкости и материальных затрат. Следовательно, нужен выборочный контроль с использованием методов, обеспечивающих получение надежной информации. Это позволит, к тому же, обеспечить регулирование технологического процесса.
Под статистическим регулированием технологического процесса понимается корректировка его параметров в ходе производства с помощью выборочного контроля продукции для обеспечения требуемого качества и предупреждения брака.
Существует 3 формы методов:
-текущий предупредительный статистический контроль;
-приемочный статистический контроль;
-статистический анализ технологического процесса.
Текущий контроль оформляется в виде контрольных карт, которые позволяют получать графические характеристики процесса по свойствам, контролируемым в ходе процесса. Например, подвижность бетонной смеси.
Приемочный статистический контроль. При нем из партии продукции берется выборка, по которой измеряются показатели качества готовой продукции (например, прочность, морозостойкость и др.), и считается, что эти показатели характеризуют объем партии.
Если обеспечен высокий уровень качества в процессе производства, то объем выборки может быть сокращен без снижения достоверности оценки качества партии.
45
При введении статистического контроля для устойчивого процесса объем выборки сокращается в 3 - 10 раз, что особенно важно при разрушающих методах испытания.
Статистический анализ технологического процесса позволяет выявить причины брака, определить границы поля допуска для каждого свойства, периодичность контроля.
Аппарат - дисперсионный анализ, регрессионный анализ. Показатели свойств указываются с характеристиками технологического процесса и со свойствами исходных компонентов.
ТЕМА 7. ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
7.1. Производительность труда
Производительность труда в промышленности измеряется количеством продукции, вырабатываемой одним работником за единицу времени, или количеством времени, затрачиваемым на изготовление единицы продукции.
Пт = |
< |
(7.1) |
=. |
|
Q - количество выработанной продукции;
R - количество работников, принимавших участие в изготовлении продукции.
Рост производительности труда означает увеличение выпуска продукции в единицу времени по сравнению с прошлым периодом. Необходимо превышение темпов роста производительности труда над темпами роста заработной платы. Серьезное влияние на рост Пт оказывает научно-технический прогресс.
7.2.Основы научной организации труда
Научной следует считать такую организацию труда, которая основывается на достижениях науки и передовом опыте систематически внедряемом в производство. Обеспечивает наиболее эффективное использование материальных и трудовых ресурсов, непрерывное повышение производительности труда.
НОТ состоит из комплекса работ, к которым относится:
-разделение и кооперация труда;
-изучение и внедрение рациональных приемов и методов труда;
-организация и обслуживание рабочих мест;
-создание благоприятной трудовой обстановки (санитарногигиенической, материальной и моральной);
-техническое нормирование и организация ЗП;
-производственное обучение и повышение квалификации кадров.
46
Основные задачи НОТ:
1.Обеспечить неуклонный рост производительности труда за счет рационального использования рабочего времени, материалов и оборудования.
2.Улучшить условия труда.
3.Внедрить единую систему НОТ от рабочего места до предприятия в
целом.
Основные направления работы по НОТ:
1.Рациональная организация рабочего места; совмещение профессии и расширение зон обслуживания за счет механизации и автоматизации технологического процесса.
2.Синхронизация производственных процессов, обеспечение их стабиль-
ности.
3.Совершенствование структуры управления, организация вспомогатель-
ных служб.
Основные этапы НОТ:
1.Анализ показателей, характеризующих состояние организации труда
рабочих.
2.Планирование и проектирование НОТ на предприятии.
3.Внедрение НОТ.
Анализ позволяет оценить уровень организации труда на предприятии и определить процессы и участки, требующие первоочередного внедрения НОТ. Анализируются показатели: использование производственных мощностей (Кисп., Кзагр.), уровень и темпы роста производительности труда, использование рабочего времени (потери), организация рабочих мест, условия труда, совмещение профессий, квалификационный состав рабочих, текучесть и др.
Планирование НОТ проводится после анализа показателей путем составления плана НОТ, направленного на решение выявленных в ходе анализа проблем.
Внедрение НОТ оценивается по итогам года при анализе хозяйственной деятельности.
Анализом, планированием и внедрением НОТ на предприятии занимается специальная служба НОТ (отделы, лаборатория, бюро НОТ), которая может входить в состав службы ОТ и З.
Большое значение для развития НОТ имеет правильная организация морального и материального поощрения за разработку и внедрение мероприятий по совершенствованию организации труда.
7.3. Разделение и кооперация труда как элементы научной организа-
ции трудового процесса. Бригадная форма организации труда
Разделение труда заключается в выполнении работниками строго обозначенных функций и видов работы из технологического процесса (например, на од-
47
ном посту).
Кооперация труда - взаимодействие работников в одном и том же производственном процессе или нескольких связанных между собой технологических процессах.
Необходим диалектический подход, свое оптимальное сочетание разделения и кооперации. Можно выделить три формы разделения труда: по технологическим признакам, производственному признаку, по форме осуществления трудового процесса (индивидуальная и коллективная).
Разделение по технологическому признаку основано на делимости технологического процесса, расчленяемого на частные процессы и операции, поручаемые различным рабочим. Например, звено формовщиков (квалификационное разделение).
Пооперационное разделение труда применяется при расчленении технологического процесса на последовательные операции, выполняемые специализированными рабочими (например, на конвейере).
Разделение труда по производственному признаку (основные, вспомогательные рабочие).
Разделение труда по форме осуществления трудового процесса: коллективное (бригадное), индивидуальное.
Бригады - специализированные и комплексные, сквозные (при непрерывном процессе).
Кооперация труда - возможный резерв повышения производительности, особенно при использовании совмещенных профессий.
7.4.Формирование рабочих смен
При формировании смен важным является выбор рациональной формы связи между сопряженными сменами.
Применяются два варианта форм связи:
1.Одна смена передает другой технологические заделы.
2.Каждая смена хранит свои технологические заделы, инструмент и др.
При первом варианте достигается непрерывность производственного процесса и обеспечивается сокращение производственного цикла. Применение второго варианта может быть оправдано только в случаях выполнения сложных и особо ответственных работ. Чередование времени работы и отдыха зависит от сменности работы, а также от степени непрерывности производства.
Может быть двухсменная и трехсменная работа. При работе в три смены продолжительность утренних и вечерних смен 8 часов, ночной смены - 7 часов. Продолжительность рабочей недели 41 час.
В бригадах численностью свыше 10 человек создаются советы бригады, которые отвечают за свои действия перед коллективом. Решения совета принимаются большинством при наличии 2/3 голосов. Совет бригады определяет трудовой вклад каждого работника и результаты его работы, определяет канди-
48
датуры на материальное и моральное поощрение.
Для установления справедливого размера заработной платы (в соответствии со вкладом каждого) учитывается степень участия каждого работника бригады в достижении общих результатов. Для этого используется КТУ. Он устанавливается решением совета бригады по итогам работы за предыдущий месяц. Через месяц он пересматривается. КТУ-1 - присваивается рабочим, не имеющим замечаний, нарушений. Меньше единицы - если рабочий работал непроизводительно, недобросовестно. Больше единицы - когда проявляет инициативу, повышает производительность труда, качество продукции.
В бригаду целесообразно включать рабочих, совместная работа которых дает в той или иной стадии законченный продукт труда. Важным является точный учет и оценка работы бригады и каждого ее участника.
7.5.Организация заработной платы
Зарплата - выраженная в деньгах доля труда рабочих и служащих в той части общественного продукта, которая идет на цели личного потребления и распределяется по количеству и качеству вложенного труда.
При социализме обычно устанавливался фонд заработной платы 8-9% от стоимости продукции. Зарплата была только по расценкам, которые устанавливались вышестоящими организациями. Сегодня подход иной.
Денежная заработная плата - сумма денег, получаемая в рублях за данный период. Реальная заработная плата - то количество товаров и услуг, которое может быть приобретено при данном размере заработной платы. Пример распределение заработной платы представлен на рис. 7.1.
Товарная
продукция
10-11% |
|
|
|
|
|
|
|
|
|
|
|
охрана |
|
|
|
|
ИТР |
|
|
Фонд |
|
|
|
|
|
|
|
||
|
|
26% |
заработная |
|
|
||||
|
|
|
|
|
|
||||
заработной |
|
|
|
|
|
|
|||
|
|
|
|
|
плата к рас- |
|
|
|
|
платы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пределен. |
|
|
|
|
|
|
дежур. |
|
|
основное |
||||
|
|
|
|
|
|||||
|
|||||||||
|
|
|
слесаря |
|
|
|
производст. |
||
40%-заплата; |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60% идет на |
|
|
отпуксные |
|
|
|
вспомогат. |
||
премию |
|
|
|
|
|
|
|
производст. |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Рис. 7.1. Пример распределения заработной платы по данным АООТ «завод ЖБК» г. Воронежа
По нормативам распределяются денежные средства по цехам, при
49