

1514
.pdfется на смешение с водой. При перемешивании достигается доля взвешенных веществ в пульпе 10 % по массе (100 г/кг).
Благодаря особому устройству смесителя (отвод пульпы осуществляется из средней части) большая часть тяжелых фракций и песка оседает в смесителе. Пульпа после смесителя направляется в гидролизатор и только после этого в метантенк. Компания Lindeреализует двухстадийный мезофильный (протекает при 30–35 °С) процесс получения биогаза.
Получаемый биогаз после очистки от сероводорода, паров воды и пыли направляется в турбину. Вода, используемая для охлаждения турбины, направляется на стадию получения биогаза для обогрева реакторов.
Осадок из метантенка обезвоживается на ленточных фильтр-прессах и направляется на компостирование. Отжимная вода направляется в смеситель для получения пульпы.
Второй тип анаэробного процесса, реализуемого на предприятиях фирмы Linde, – сухое сбраживание или получение биогаза при разложении пульпы отходов с низким содержанием влаги (не более 60–80 %).
Фракция отходов менее 100 мм, выделяемая в ходе механической обработки ТБО, после металлосепарации направляется для предварительного гидролиза
(см. рис. 1.27).
Гидролиз осуществляется в течение двух суток в закрытых резервуарах без перемешивания с постоянной рециркуляцией жидкости из метантенка. Далее отходы направляются в метантенк, в качестве которого используется горизонтальный реактор с принудительным механическим перемешиванием. Отходы подвергаются сбраживанию в течение 25 дней. Условия в реакторе термофильные (55–58 °С). Часть получаемого биогаза сжигается с целью получения пара для обогрева реактора.
Обезвоженный осадок из метантенка направляется на компостирование, избыточная отжимная влага – на очистку.
Экологические аспекты. Предприятия фирмы Linde, все без исключения, оборудованы системами очистки газовых выбросов (рис. 1.28). Основной проблемой получения биогаза является высокое содержание сероводорода в его составе. С целью контроля концентрации сероводорода компания Linde предлагает три подхода:
–очистка газа в скрубберах с использованием хлорида железа (III);
–введение в метантенк определенных порций воздуха (с целью подавления бактерий, генерирующих H2S);
–использование биофильтров (для очистки газов от аэробной стадии).
51

Рис. 1.28. Технологическая схема получения биогаза при сбраживании отходов с низким содержанием влаги [3]
1.7.Социальные и экономические аспекты развития МБПО
Вобщем виде многообразие технологических схем можно разделить на 8 групп в зависимости от производимого продукта:
1) МБПО с целью стабилизации отходов перед захоронением. Основным продуктом переработки являются «биостабилизированные отходы»;
2) два сценария МБПО, направленных на получение компоста и компостоподобных материалов (удобрения низкого качества);
3) два схожих сценария, направленных на получение твердого топлива из отходов традиционными технологиями (RDF) и в процессе биосушки (SRF);
4) МБПО, гарантирующая наличие термической стадии в конце цикла переработки, но нацеленная на максимальное снижение доли сжигаемых отходов; 5) два заключительных сценария, имеющих в своей основе анаэробную стадию биологической переработки с получением биогаза, но различные подходы
киспользованию сброженного осадка: получение удобрения в процессе компостирования и захоронение.
Схематически данные группы изображены на рис. 1.29 и 1.30.
52

Реализация МБПО для развитых стран означает развитие системы управления отходами в направлении максимальной переработки отходов. При этом в документах, декларирующих необходимый уровень переработки («recyclingrate»), под этим термином предполагают суммарную долю отобранного вторичного сырья, а также долю полученного и использованного компоста.
При этом действительная доля отбираемых фракций (стекла, бумаги, металлов) незначительна. Данноеположениеособенноактуальнодля стран ЕС, вкоторых эффективно действует система селективного сбора и на МБПО направляются так называемые «прочиеотходы» (residualwaste).
Реалистичный отбор вторичного сырья при МБПО составляет 3–15 % и может быть увеличен только при переработке отходов, неподвергшихся предварительной сортировке на источнике.
При этом не стоит забывать, что качество отбираемого вторичного сырья при МБПО низкое, и увеличение его отбора за счет ведения современных систем сортировки (оптическая, гравитационная и пр.) может быть экономически нецелесообразным, так как дополнительный объем вторичного сырья не найдет сбыта.
Для стран Европы важным показателем, характеризующим уровень переработки, является доля отходов, подвергнутых компостированию. При этом при расчете доли использования в качестве компоста учитывается только та часть материала, которая была использована по назначению (в качестве удобрения) и обеспечила улучшение агротехнических свойств почв или улучшение экологической ситуации. Таким образом, доля компоста, использованного для промежуточной изоляции, не учитывается (отходы считаются подвергнутыми захоронению). На рис. 1.29 представлена оценка вклада различных технологий МБПО в достижении установленных индикаторов переработки отходов в ЕС. При оценке доли отходов, использованных в качестве компоста, потери при компостировании (испарение влаги, эмиссии CO2) не учитывались.
Таким образом, при наличии рынка сбыта компоста и вторичного сырья достигаемый уровень переработки на предприятиях МБПО может составить до 90 %. Очевидно, что данный уровень переработки существенным образом зависит от спроса на продукты переработки, но тем не менее имеется реальная возможность достижения высоких показателей переработки отходов без применения термических методов.
Очевидно, что для большинства управленцев сжигание отходов является более понятной технологией, которая никак (или очень слабо) не зависит от рынка сбыта (потребители тепловой и электрической энергии найдутся всегда). Но расширение термических методов утилизации сдерживается имеющимся негативным отношением со сторонынаселения и экологических организаций.
53

Рис. 1.29. Вклад различных технологических схем МБПО в достижение установленных индикаторов переработки отходов в ЕС
(«recyclingrate») [29]
54

Рис. 1.29. Окончание
Комплексная оценка преимуществ и недостатков двух указанных стратегий (термическая утилизация и МБПО) может склонить чашу весов в ту или иную строну в зависимости от целого ряда местных условий. Но мнение о том, что МБПО никогда не сможет обеспечить уровень переработки, как при сжигании, ошибочно.
55

Рис. 1.30. Изменение тарифа на прием отходов на МБПО в зависимости от цен на реализацию продуктов переработки
Оценка экономических параметров МБПО
Уровень капитальных затрат для предприятий МБПО варьируется в широких пределах, так как зависит от слишком большого числа факторов: потребности вколичестве и качестве вторичного сырья, качестве компоста, составе перерабатываемых отходов и пр. В связи с этим капитальные затраты даже при условии строительства двух предприятий с оборудованием одного производителя и реализующиходинаковый сценарий переработки будут существенно отличаться.
При сравнении капитальных затрат на строительство предприятий МБПО с затратами на строительство термических установок было установлено, что заводы МБПО в среднем на 30–50 % дешевле.
При этом эксплуатационные затраты значительно выше при МБПО в сравнении со сжиганием. Ориентировочныеэксплуатационные затраты на МБПО без учета вознаграждения от реализации продуктов переработки, но с учетом амортизации составляют 1790–3060 руб. за тонну.
При этом на реальные затраты на переработку существенным образом влияют цены на продукты переработки (рис. 1.30). Возможны варианты организации бизнеса по МБПО, обеспечивающие покрытие до 50 % эксплуатационных затрат за счет выручки от реализации продуктов переработки.
Можно сделать вывод о том, что экономические параметры МБПО значительно зависят от стоимости и наличия рынков сбыта продуктов переработки. МБПО можетбытьэкономическиоправданнымрешениемвсравнениисосжиганием.
На рис. 1.31 рассмотрены основные экономические отличия 8 сценариев МБПО.
56

Рис. 1.31. Основные экономические различия сценариев МБПО [29]
57
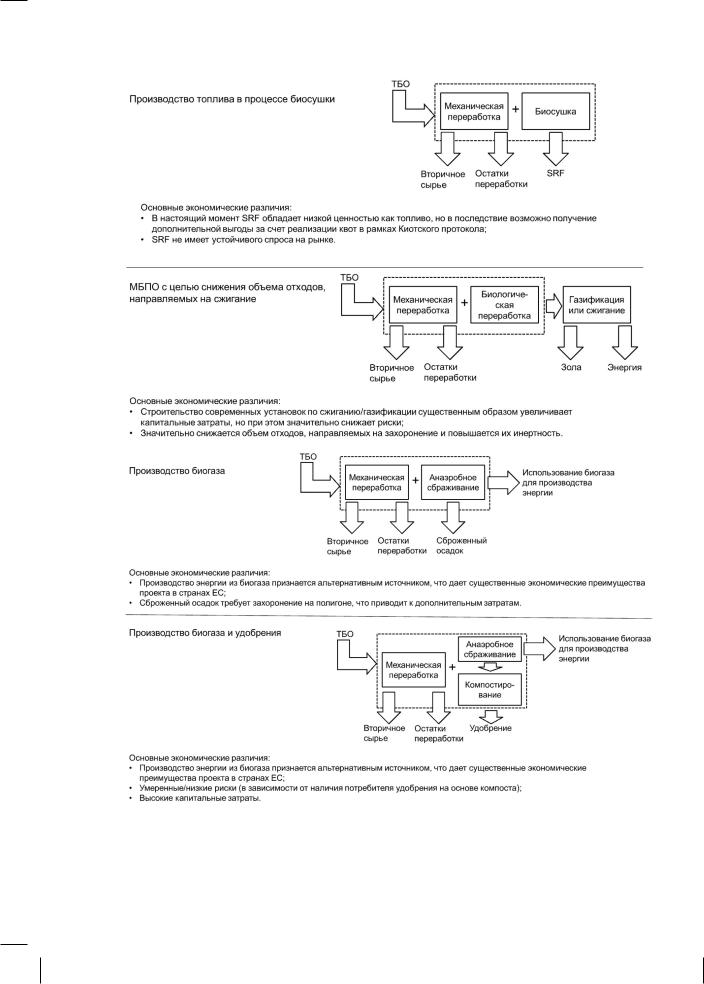
Рис. 1.31. Окончание
58
1.8. Современное состояние и тенденции развития технологий МБПО в странах ЕС
Десятилетиями методы МБПО конкурировали со сжиганием, которое в большей степени поддерживалось по политическим мотивам и лоббированием заинтересованных экономических структур. Но даже в этих условиях происходило расширение мощностей по МБПО в наиболее развитых странах. Так, например, Англия и Италия в настоящее время имеют большее количество мощностей по механобиологической обработке отходов, нежели по сжиганию.
Двумя основными факторами, определяющими распространение МБПО в странах ЕС, являются: исторические предпосылки – развитие компостирования в некоторых странах; Европейское законодательство, которое посредством Директивы о полигонах (Директива 1999/31/EC от 26 апреля 1999 г.), ограничивает долю биоразлагаемых фракций в составе ТБО, направляемых на захоронение.
1.8.1.Швейцария, Австрия и Германия
Ссозданием в Швейцарии завода по компостированию ТБО (в г. Шавхазен) было заложено направление переработки отходов с предварительным разделением на специфические фракции. Эта технология предполагает измельчение отходов и отсев калорийной фракции, которая направляется на временное хранение и используется в зимнее время на ТЭС. Оставшаяся (низкокалорийная) фракция смешивается с избыточным активным илом и направляется на компостирование. Лишь малая часть полученного компоста используется для землеустроительных целей на полигоне, в то время как большая его часть направляется на захоронение. За исключением данного примера в Швейцарии полностью отсутствуют мощности по МБПО, и данная страна остается белым пятном на карте МБПО Европы (рис. 1.32). За счет наличия более 2000 национальных запретов на захоронение ТБО все неперерабатываемые отходы подвергаются термической утилизации [25].
Австрия находится в авангарде исполнения требований законодательства, касающихся снижения биоразлагаемой фракции в составе захораниваемых отходов. С 2004 г. государственное постановление о полигонах было дополнено пунктом, запрещающим захоронение отходов, которые не прошли предварительную обработку. В настоящий момент в стране функционирует 15 заводов МБПО, которые, все без исключения, реализуют аэробный процесс деструкции отходов [26].
Из 15 предприятий 6 были созданы на базе старых заводов по компостированию в буртах. Вновь создаваемые объекты в основном оборудуются биотун-
59

Рис. 1.32. Доля использования заводов по МБПО в Европе
(источник: TBU Environmental Engineering Consultants) [25]
Рис. 1.33. Ожидаемый уровень развития мощностей МБПО в Европе
(Источник: TBU Environmental Engineering Consultans) [25]
60