

1514
.pdfПосле входного контроля проводится (при необходимости) сортировка отходов с целью удаления некомпостируемой фракции и нежелательных и запрещенных для компостирования фракций.
Отсортированные отходы, пригодные для компостирования при необходимости проходят следующую стадию технологического процесса – подготовку к компостированию (претритмент).
Подготовка к компостированию может включать корректировку влажности, дробление, смешение и гомогенизацию, добавку других материалов, корректирующих физико-химические свойства субстрата, – органогены для обеспечения необходимых соотношений С/N/Р/К и других, структураторы, ускоряющие протекание биохимических процессов добавок (химических, бактериальных и др.).
Корректировка влажности выполняется в зависимости от исходного состояния субстрата и климатических условий в виде защиты от испарения влаги, полива или дренирования для отвода избыточной влаги. В ряде случаев применяется при необходимости подсушивание субстрата или его механическое обезвоживание, разубоживание фракциями отходов с пониженной или повышенной влажностью, водоемкостью.
Дробление (измельчение) отходов проводится с целью уменьшения размера частиц субстрата до величин, не препятствующих доступу микробов, участвующих в процессах их биоконверсии, увеличению поверхности раздела фаз – твердое/жидкость/газ, обеспечению необходимой аэрации и водопроницаемости субстрата.
Смешение и гомогенизация субстрата проводятся с целью создания необходимой структуры, порозности, усреднения влажности и содержания органогенов и других питательных веществ.
После претритмента проводится основной технологический этап компостирования – биотермическая конверсия органических веществ субстрата, которая может осуществляться в открытых системах с естественной или принудительной аэрацией либо в закрытых системах.
Субстрат после этапа компостирования направляется для заключительной обработки, которая в зависимости от степени готовности компоста и потребности в дополнительной выдержке для созревания заключается в создании условий (при необходимости) для дозревания компоста.
Для обеспечения регламентного качества компоста проводятся при необходимости рассев по крупности, дробление, грохочение, внесение (при необходимости) добавок для корректировки удобрительных или иных его свойств, складирование, формирование финишных партий готового продукта, расфасовка и затаривание (при необходимости), реализация.
На всех этапах технологического процесса проводится выделение некомпостируемых фракций из субстрата с последующей утилизацией или уничтоже-
101

нием. Принципиальная технологическая схема компостирования твердых органических отходов (на примере ТБО) представлена на рис. 2.2.
При этом стадии грохочения и дробления могут проходить как до стадии биотермического компостирования, так и после. Стадия внесения необходимых удобрений не является обязательной.
Рис. 2.2. Принципиальная технологическая схема компостирования твердых органических отходов
Технологические схемы компостирования иных твердых органических отходов, жидких отходов типа жидкого навоза крупного рогатого скота, жидкого навоза свиноводческих объектов, влажного птичьего помета, недостаточно обезвоженных осадков сооружений по очистке хозяйственно-бытовых и иных загрязненных органическими веществами сточных вод существенно отличаются на стадиях подготовки к компостированию, аппаратурному оформлению процессов компостирования.
Успех реализации всей системы компостирования органических отходов во многом зависит от количества и качества поступающих отходов – исходного сырья.
102

Всовременных условиях необходимое количество и качество отходов, поступающих на компостирование, могут быть обеспечены за счет реализации организационно-технических, экономических, нормативно-правовых, просветительских и образовательных мероприятий.
Такой комплексный системный подход позволяет сформировать необходимый поток органических биоразлагаемых отходов равномерно поступающих на объекты компостирования, где в процессах входного контроля на этапах приемки, сортировки и предварительной подготовки эти отходы приобретают необходимые свойства, отвечающие требованиям к исходному сырью для компостирования.
При приемке отходов, поступающих на объекты по компостированию, должен быть обеспечен входной контроль, чтобы исключить попадание запрещенных или нежелательных компонентов отходов.
Вразвитых зарубежных странах обычно функционирует система сопроводительных документов на каждую партию отходов, привозимых на компостный завод (участок) транспортным средством, где указаны все необходимые сведения о количестве и качестве отходов, поставщике. Эти данные заносятся
вэлектронную базу данных. Это повышает ответственность поставщиков отходов. Независимо от этого проводится выборочный контроль (визуальный, отбор проб на лабораторный анализ). При выявлении несоответствий применяются штрафные санкции.
На компостных предприятиях в развитых странах всегда имеется приемочный участок типа пропускного пункта, оснащенный устройствами для автоматического взвешивания поступающих отходов, автоматическим шлагбаумом, компьютеризированным узлом для учета поступающих отходов, базой данных по поставщикам отходов, оперативного оформления в режиме реального времени, необходимой отчетной и финансовой документации по расчетам с поставщиками. На большинстве предприятий функционирует система электронных учетно-расчетных карт (микрочипов), имеющихся у каждого водителя (экспедитора) транспортного средства, доставляющего отходы для компостирования. Водитель при въезде на автоматические весы помещает микрочип в считывающее устройство и при положительной команде следует дальше на территорию компостного предприятия по маршруту, указанному оператором на входе. Вся необходимая информация, включающая расчетные финансовые платежные
и учетные документы, направляется поставщику в режиме реального времени, а вся учетная информация по каждому транспортному средству и партии отходов автоматически помещается для хранения в базу данных.
После взвешивания транспортное средство с отходами перемещается в приемное отделение, где в зависимости от вида упаковки (мешки, контейнеры, навалом) отходов, их свойств (крупности, требующей измельчения, наличия балласт-
103

ных и не пригодных для компостирования материалов, требующих сортировки и удаления, влажности (избыточной или недостаточной, требующих увлажнения или обезвоживания) и тому подобного отходы могут выгружаться непосредственно в бункеры-питатели компостных установок или в соответствующие устройства для выполнения подготовительных операций (в машины для разрыва мешков, сортировочные узлы, смесители, увлажнители и т. п.).
ВРФ прием отходов на компостирование, входной контроль и предварительная подготовка отходов (при необходимости) существенно различны на предприятиях МПБО, при полевом компостировании и на участках по компостированию в составе полигонов по захоронению ТБО или на самостоятельных участках по компостированию органической фракции муниципальных отходов.
Прием и предварительная подготовка ТБО обычно включает взвешивание поступающих ТБО на автомобильных весах и перегрузку в приемный бункер.
Вотдельных случаях, когда автомобильные весы отсутствуют, учет количества поступающих отходов ведут по числу транспортных средств (мусоровозов, самосвалов, тракторных тележек и их грузоподъемности (вместимости). При отсутствии приемных бункеров ТБО при полевом компостировании могут выгружаться на специально оборудованную площадку.
С целью исключения загрязнения объектов окружающей среды и удобства выполнения технологических процедур по погрузке/выгрузке и перемещению отходов такая площадка должна иметь бетонированное основание и асфальтовое покрытие.
Площадка должна быть устроена таким образом, чтобы можно было периодически проводить гидроуборку со сливом воды через водоприемные колодцы (трапы) с решетками и отведением воды в систему канализации. Образующаяся при гидроуборке сточная вода может использоваться для орошения буртов.
Такие площадки оборудованы практически на всех крупных полигонах для захоронения ТБО на компостных участках в ФРГ, Дании.
Вусловиях России при полевом компостировании обычно ограничиваются выравненной уплотненной площадкой без твердого покрытия. На заводах по переработке ТБО методом компостирования обычно есть приемные бункеры или приемные площадки с твердым покрытием (Санкт-Петербургский мусороперерабатывающий завод № 2 и др.).
Обычно на компостных завода отходы из приемного бункера или из приемной площадки ТБО грейферным краном перегружаются на ленточный транспортер, который подает их непосредственно в биобарабан либо на предварительную сортировку. На ряде заводов мешки с ТБО перед подачей на транспортер вскрывают вручную, на новых заводах имеются специальные машины для разрезания мешков. При ручной сортировке из ТБО удаляют камни, крупные керамические изделия, большие куски металла, консервные банки, бутылки,
104

листы пластиков, изделия из пластмасс, текстильные материалы (особенно из синтетического волокна), шины и другие компоненты отходов, которые отрицательно влияют на процессы компостирования.
После сортировки отходы направляются на предварительную подготовку, которая обычно заключается в их измельчении до крупности, обеспечивающей эффективное течение процесса компостирования. В ряде случаев обходятся без предварительного измельчения отходов.
Выбор технологии измельчения и ее аппаратурного оформления зависит от крупности частиц исходного субстрата, направляемого на компостирование. При определении степени измельчения необходимо исключить возможность слеживаемости получаемого материала из-за преобладания мелких частиц, в результате чего происходит ухудшение водо- и воздухопроницаемости. Нежелательна и другая крайность, когда в результате наличия большого количества крупных частиц в компостируемой массе мала поверхность раздела фаз, которая важна для развития микрофлоры, обеспечения необходимой водопроницаемости и аэрации. В технологической практике компостирования в ряде зарубежных стран используется такой критерий, как «FAS» – free airspace, т.е. достаточная поверхность для аэрации (насыщения воздухом).
Операция предварительного измельчения ТБО может осуществляться в различных устройствах, обеспечивающих размалывание, растирание или измельчение компонентов отходов до заданной крупности. В отдельных случаях измельчение отходов и их биотермическая переработка совмещены в одном аппарате, например в биобарабане Дано [14].
На малых объектах для измельчения отходов применяются мобильные установки с использованием ротационных узлов, где в процессе вращения субстрата происходят совместные процессы его гомогенизации и измельчения. Обычно эти установки имеют устройство, позволяющее направлять перемешанные материалы на небольшие расстояния для размещения их в штабелях (буртах). Могут применяться и стационарные механические устройства, например, типа молотковых дробилок.
Для обеспечения получения больших поверхностей раздела фаз и их неровности (шероховатости) желательно использовать дробительные устройства, работающие по принципу размола и растирания, а не рубительные.
На больших предприятиях используются для измельчения и гомогенизации отходов быстрые и медленные (что лучше) ротационные машины, молотковые и другие мельницы.
На небольших компостных участках измельчение часто совмещается в гомогенизационных аппаратах типа различных барабанных устройств, миксеров (стационарных или мобильных, в виде, например, миксеров на шасси грузовых автомобилей и т.п.).
105

Внастоящее время в промышленных масштабах выпускаются различные устройства для измельчения отходов – от бытовых измельчителей до рубительных машин большой производительности.
После приема, входного контроля и предварительной подготовки отходы направляются на компостирование.
Внастоящее время существует много технологических схем компостирования, отличающихся набором используемых устройств, степенью механизации процессов, производительностью, используемыми методами (аэробным/анаэробным), степенью извлечения/деструкции балластных и опасных примесей, степенью зрелостикомпоста и многими другими особенностями.
Все эти технологические схемы можно разделить на следующие виды:
– компостирование на заводах по механизированной переработке ТБО (МПБО);
– полевое компостирование;
– промышленное компостирование органических отходов на компостных заводах и компостных участках;
–промышленное компостирование в биобарабанах, бассейнах выдержки
итуннелях как элемента механико-биологической обработки ТБО;
–индивидуальное компостирование;
–буртовое компостирование;
–совместное компостирование ТБО, приравненных к ним промышленных отходов и осадков сточных вод после биологической очистки.
По конструктивным особенностям и аппаратурному оформлению процессов компостирования все технологические схемы делятся на два типа – открытое (бурты, кучи, ямы, компостерные установки и т.п.) и закрытое (реакторные системы, туннели, бассейны выдержки и т.п.) компостирование.
По типу аэрации принято делить на системы с естественной (конвекция)
ипринудительной аэрацией.
По типу движения (ворошение, перелопачивание, перемещение) компостируемого субстрата делят на технологии с неперемещаемым (неперемешиваемым) и периодически (постоянно) перемешиваемым субстратом.
Общим для всех этих технологических схем является использование биотермических процессов компостирования, которое при немеханизированных способах осуществляется в буртах (штабелях), компостерных установках (ящиках, емкостях), а при механизированных способах в специальных механических установках – биобарабанах, биобашнях, биотуннелях, бассейнах выдержки и т.п.
В механических установках процесс биотермической переработки длится от 2 до 5 суток, и после этого предварительно сброженные отходы направляются в штабеля для созревания. Эти отходы подвергаются грохочению для удаления крупных фракций, не подвергшихся компостированию, а затем из-
106

мельчаются до крупности 2,5–5,0 см. После созревания в штабелях компост готов для реализации.
При непосредственной закладке ТБО в штабеля, минуя механизированные установки, процесс компостирования обычно длится несколько месяцев. Продолжительность его зависит от сезона закладки, хода температур наружного воздуха, состава ТБО и других факторов.
Выбор метода компостирования, технологии, аппаратурного оформления процессов и многих других конкретных технологических вопросов зависит от ряда факторов – экономических, экологических, социальных, технической возможности реализации той или иной технологии, наличия земельных участков, наличия потребителей целевых продуктов компостирования, объема, качества и равномерности образования и поставки отходов.
2.6. Компостирование ТБО на специализированных промышленных предприятиях – компостных заводах
Существенная доля фракции пищевых отходов в ТБО, значительные объемы образования органических отходов в составе муниципальных отходов и успешное решение вопроса по выделению органических отходов в процессе раздельного сбора населением и организациями, прямых поставок этих отходов из мест компактного образования, а также рост платежей за размещение органических отходов на полигонах захоронения ТБО стимулировали развитие во второй половине ХХ века компостирования на специальных компостных предприятиях (заводах).
Пик развития компостных заводов в развитых странах приходится на 70–80-е годы прошлого века, когда в результате активного формирования потока органических отходов, направляемых на компостирование, и эффективного входного контроля удалось добиться приемлемого содержания в перерабатываемом субстрате ЭХВ и балластных примесей (особенно стекла, пленочных материалов) и получать компост высокого качества, пользующегося спросомнарынке.
В пользу устройства специализированных компостных заводов в то время свидетельствует то, что была возможность обеспечения безопасного централизованного ведения процессов компостирования с меньшим задалживанием земельных площадей, снижением эксплуатационных затрат при производстве компоста.
На специализированных компостных заводах возможна реализация технологических процессов на высоком технико-экономическом уровне, отвечающем довольно высоким современным экологическим требованиям. Так, например, возможно решение проблемы очистки выбросов дурнопахнущих газов, которая реша-
107

ется с помощью значительно меньших затрат на специализированных предприятиях на централизованных устройствах посравнению с децентрализованными.
Смена экономической коньюктуры на рынке энергоносителей, развитие мусоросжигательных технологий и механобиологической обработки отходов, цен на минеральные удобрения, рост стоимости земельных участков и многие другие факторы привели к тому, что компостные заводы как самостоятельные предприятия сначала стали малорентабельными, а затем, не выдержав конкуренции, потерпели крах и в большинстве своем, например, в ФРГ, были перепрофилированы как объекты для предварительной механо-биологической обработки ТБО и других муниципальных отходов (претритмента), позволяющих получить биостабилизированные отходы.
Вместе с тем в последние годы в силу реализации в ряде развитых стран стратегии устойчивого развития, внедрения энерго- и ресурсосберегающих технологий заметно выражена тенденция в росте и использовании органических отходов для производства компоста. Так, по отчетным данным Европейской программы действий в области отходов и ресурсов (WRAP) за 2008 год использование органических отходов для изготовления компоста увеличилось на 20 % по сравнению с 2005–2006 годами. Такая тенденция сохранится и дальше, поскольку экономические преимущества утилизации таких отходов по сравнению с размещением их на полигонах очевидны. Кроме того, в соответствии с требованиями Директивы о захоронении отходов на полигонах, к 2012–2013 годам 5 млн тонн муниципальных органических отходов должны быть использованы для изготовления компоста.
На современном этапе экономического развития большинство экспертов склоняются к тому, что перспектива компостирования органических отходов заключается в переходе от специализированных компостных заводов с развитой дорогостоящей инфраструктурой к компостированию по более экономичным технологиям, которые можно реализовать непосредственно на полигонах захоронения ТБО – на специальных компостных участках, оборудованных в соответствии с современным уровнем развития техники и технологий. В целом в мире и РФ экономические условия благоприятны для развития компостирования на новом техническомуровне.
Это определяет актуальность анализа накопленного мирового опыта по работе специализированных компостных заводов и участках для того, чтобы определить дальнейшие направления развития компостирования.
В мировой практике были реализованы различные технологические схемы компостных заводови участков компостирования наполигонах захоронения ТБО.
На рис. 2.3–2.6 представлены различные схемы компостных заводов и участков компостирования в США и европейских странах.
108

Рис. 2.3. Блок-схема установки по производству компоста в Джонсон-сити, шт. Теннеси, США: 1 – приемный хоппер; 2 – транспортер приемного хоппера; 3 – заслонка для выравнивания и измерения потокаотходов; 4 – ленточныйтранспортер-подъемник; 5 – узел ручной сортировки отходов; 6 – хоппер для отобранных отбросов; 7 – магнитный сепаратор; 8 – измельчитель; 9 – мельница-измельчитель; 10 – смеситель; 11 – ковшовый элеватор; 12 – бункер для хранения измельченных отходов; 13 – аппарат для дополнительной «усадки» отстоя; 14 – аппарат для коагуляции осадка; 16 – смеситель для химикатов; 17 – приемное отделение
Особый интерес представляют компостные заводы и участки компостирования в ФРГ и Дании, где за последние десятилетия технологии компостирования ТБО доведены до очень высокого уровня.
В последние годы в результате успешного внедрения систем раздельного сбора ТБО и органических фракций муниципальных и подобных им промышленных органических отходов во многих населенных пунктах большинства европейских стран сформировались потоки органических отходов, переработка которых логистически и экономически малоэффективна на специальных высокопроизводительных компостных предприятиях. Как свидетельствует практика, более целесообразным оказалась их переработка на специально оборудованных компостных участках в составе полигонов захоронения ТБО. Это стало возможным в результате достижений в разработке новых технологий и оборудования длякомпостирования– биотуннелей, бассейнов выдержки, новых конструкций
109
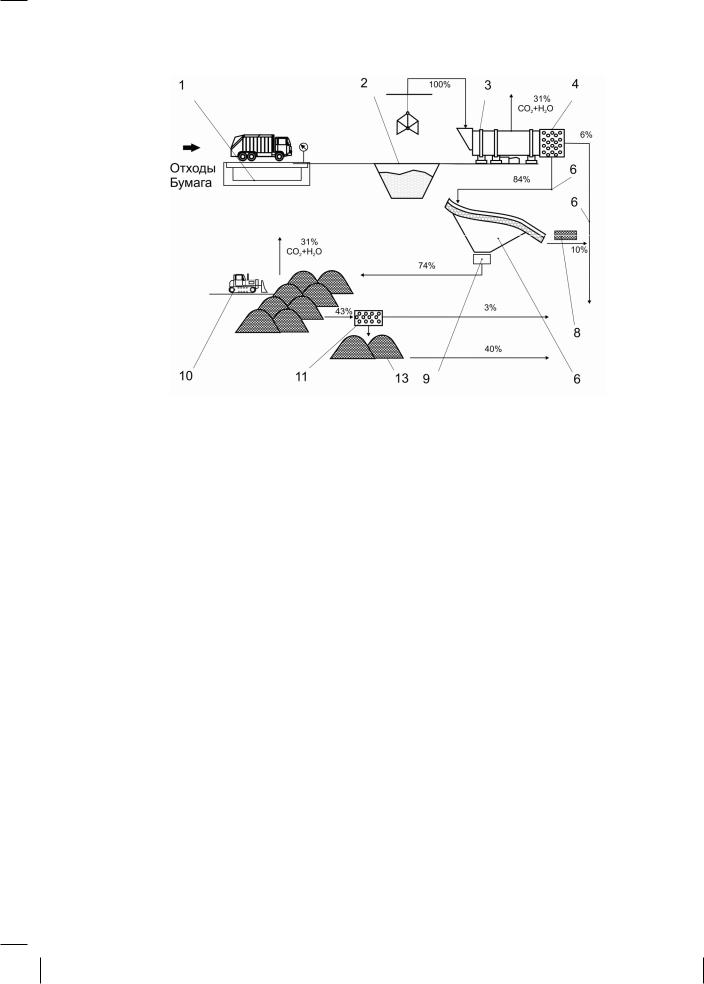
Рис. 2.4. Схема материального баланса при компостировании на компостном заводе в Фредериксборге (Дания): 1 – автомобильные весы; 2 – приемный бункер отходов; 3 –
биобарабан (ферментатор); 4 – сортировочный узел биобарабана; 5 – недозрелый компост; 6 – грохот; 7 – крупные примеси; 8 – крупные примеси; 9 – мелкие фракции компоста – на созревание; 10 – машина по переформированию (ворошению) буртов и увлажнению компоста; 11 – машина по просеиванию компоста; 12 – непрокомпостированные остатки; 13 – бурт готового компоста; 14 – готовый компост для использования (реализации)
биобарабанов, не требующих задалживания больших земельных территорий, сокращающих сроки переработки отходов, а также, что особенно важно, успешно реализуемых в составе общей инфраструктуры полигонов захоронения ТБО, что позволяет снизить себестоимость переработки отходов, отказаться от автоматических систем инженерного обеспечения.
Упрощение логистических схем, возможность использования на месте низкокондиционных партий получаемого компоста для пересыпки отходов на рабочих картах полигона, снижение транспортных и иных расходов за счет использования инфраструктуры полигона захоронения ТБО создают существенные экономические преимущества при эксплуатации участков компостирования органических отходов в составе полигонов захоронения ТБО.
Авторами настоящей монографии были проведены обследования работы компостных участков в составе действующих крупных полигонов захоронения ТБО в Германии, Австрии, Дании, Нидерландах, Финляндии (1995–2009 гг.) с целью оценки их технико-экономической и экологической эффективности и возможности примененияопытаих эксплуатации вусловиях России.
110