

Аэрокосмическая техника высокие технологии и инновации – 2015
..pdfпокрытия. Различают антикоррозионные покрытия (рис. 1, а), износостойкие покрытия (рис. 1, б) и покрытия для восстановления изношенных поверхностей детали (рис. 1, в).
Рис. 1. Толщина электролитических покрытий в зависимости служебного назначения поверхности детали
Проведены исследования влияния режимов обкатывания роликом на качество хромовых покрытий толщиной 5 и 10 мкм
(рис. 2–4).
Рис. 2. Зависимость dRa = F(P) при обкатывании роликом хромового покрытия толщиной 5 мкм
Из рис. 2 видно, что с увеличением усилия обкатывания, при толщине покрытия 5 мкм, происходит интенсивное уменьшение
шероховатости исходной поверхности dRa Raисх Ra . При
толщине покрытия 10 мкм интенсивность снижения шероховатости меньше (см. рис. 3).
71
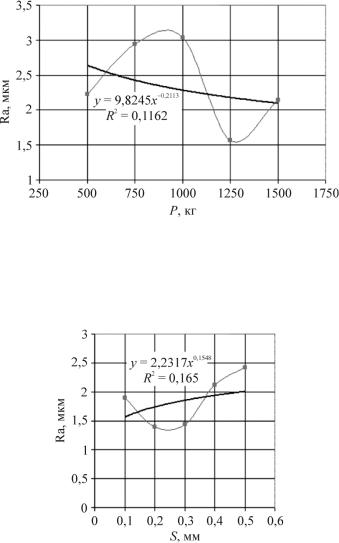
Рис. 3. Зависимость Ra = F(P) при обкатывании роликом хромового покрытия толщиной 10 мкм
Значительное влияние на шероховатость поверхности покрытия после обкатывания оказывает подача S (рис. 4).
Рис. 4. Зависимость Ra = F(S) при обкатывании роликом хромового покрытия толщиной 5 мкм
Для антикоррозионных покрытий толщина покрытия меньше или равна шероховатости поверхности до нанесения
72
покрытия, для износостойких покрытий толщина покрытия сопоставима с величиной шероховатости, а для покрытий при восстановлении изношенной детали толщина покрытия на порядок превосходит величину шероховатости поверхности под покрытие. Задачами дальнейших исследований являются: 1) определение особенностей механики поверхностного пластического деформирования поверхностей деталей машин с электролитическими покрытиями из различных материалов, обработанных различными методами ППД; 2) установление влияния обработки методами ППД на эксплуатационные свойства поверхностей с электролитическими покрытиями.
73

УДК 621.762.04:658.562
ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ ОБРАБОТКОЙ МЕТОДАМИ ППД
М.Е. Попов, С.О. Попова, О. Хашаш
Донской государственный технический университет, Ростов-на-Дону, Россия
e-mail: mepop@yandex.ru
Изложены результаты исследований влияния обработки поверхностным пластическим деформированием (ППД) методом дорнования на качество и эксплуатационные свойства полых цилиндрических деталей из порошковых материалов.
Ключевые слова: детали из порошковых материалов, обработка методами ППД, дорнование, повышение долговечности, полые цилиндрические детали.
Впоследнее время с помощью методов порошковой металлургии все чаще получают металлокерамические детали, взамен обычныхуглеродистыхсталей, чугуновицветныхметаллов.
Характерной особенностью деталей из порошковых материалов является наличие пористости, регулирование которой позволяет в широких пределах управлять физико-механическими
иэксплуатационными свойствами получаемых изделий1.
Внастоящей работе изложены результаты исследования влияния обработки поверхностным пластическим деформированием методом дорнования на физико-механические и эксплуатационные свойства полых цилиндрических деталей из порошковых материалов. Изучению подвергались железные образцы ЖГР3 с пористостью 20, 25, 30 и 35 %.
1 Сердюк Г.Г. Поверхностное упрочнение изделий из металлических порошков обработкой давлением (обзор) // Порошковая металлургия. 1993. № 7.
74
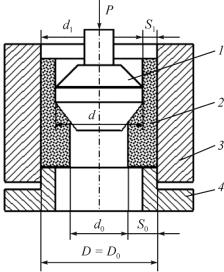
Дорн проталкивался через отверстие не полностью (рис. 1). При этом на одном образце имелись поверхности не деформированные (для измерения исходной микротвердости) и обработанные с определенной степенью деформации. Шлиф готовился в специальных жимках. Микротвердость измерялась на ПМТ-3 с навеской 20 г. Микротвердость поверхностного слоя с увеличением степени деформации увеличивается незначительно, а глубина слоя с повышенноймикротвердостьюинтенсивнорастет(рис. 2).
Рис. 1. Схема процесса дорнования металлокерамической втулки в жесткой обойме: 1 – дорн; 2 – втулка; 3 – обойма; 4 – опора
Поверхностное пластическое деформирование (ППД), наблюдаемое при упрочняюще-калибрующей обработке в результате скольжения деформирующего элемента (дорна) по изделию с натягом, в значительной степени улучшает прочностные
иэксплуатационные характеристики деталей из порошковых материалов, обеспечивая увеличение поверхностной прочности
итвердости, снижение пластичности и благоприятное действие остаточных напряжений.
75

Рис. 2. Влияние степени деформации при дорновании на глубину проникновения упрочненного слоя материала.
Материал – пористое железо ЖРГ3
Исследовано влияние ППД на качество прессовых соединений втулок спеченных из металлических порошков. В процессе чистовой обработки дорнованием отверстий спеченных втулок, запрессованных в узлы и детали, происходит затекание материала втулки в шероховатости охватывающей поверхности.
Для проверки этого были проведены специальные исследования статической прочности сопряжений обойм со спеченными втулками, отверстия которых обрабатывались дорнованием с различной степенью деформации.
В качестве критерия статической прочности прессового соединения использовался коэффициент относительной прочности, равный отношению максимального усилия распрессовки Рр к соответствующему усилию запрессовки Рз:
Pр .
Pз
На рис. 3 представлены зависимости изменения коэффициента относительной прочности прессовых соединений от степени деформации .
Из графиков видно, что коэффициенты относительной прочности прессовых соединений в исследуемом диапазоне воз-
76

растают с увеличением степени деформации при любой геометрии заборного конуса деформирующего инструмента. Однако наиболее интенсивный рост качества прессовых соединений наблюдается у образцов, отверстия которых обработаны инструментами с углами заборных конусов = 1…3 .
Рис. 3. Зависимость коэффициента относительной прочности прессового соединения от степени деформации при дорновании в обойме с различными углами заборного конуса инструмента. Материал – ЖГР3; П-20. Исходные размеры образцов: D = 40 мм, d =32 мм, L = 20 мм
На рис. 4 представлены графики, отражающие зависимости усилия распрессовки Рр от степени деформации .
При выпрессовке втулок, отверстия которых были обработаны с различными степенями деформаций, изменений в шероховатостях охватывающей поверхности (Ra = 1,6 мкм) материала втулок практически не наблюдалось.
Исследования технологии упрочняюще-калибрующей обработки позволяют определить величину оптимальных относительных натягов, при которых обеспечиваются максимальные значения твердости, прочности, износостойкости и т.д. Поверхностная деформация, создаваемая натягами выше критических, вызывает разупрочнение материала.
77
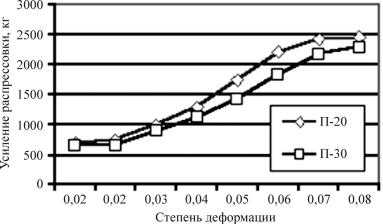
Рис. 4. Зависимость усилий распрессовки Рр от относительного натяга дорнования : I – ЖГР3; П – 20; 2 – ЖГР3; П – 30
Таким образом, достижение заданного качества отверстий деталей из порошковых материалов методами ППД сводится к определению требуемой степени деформации и исполнительных размеров деформирующего инструмента.
78
УДК 621.77.539.37
АВТОМАТИЗАЦИЯ ПОДДЕРЖКИ ПРИНЯТИЯ РЕШЕНИЯ ПРИ ВЫБОРЕ МАТЕРИАЛА И ТЕХНОЛОГИИ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ АВИАЦИОННЫХ ДЕТАЛЕЙ
М.Е. Попов, А.М. Попов, А.Е. Чеберкус
Донской государственный технический университет, Ростов-на-Дону, Россия
e-mail: mepop@yandex.ru
Рассмотрены вопросы формализации задачи выбора метода упрочняющей обработки в процессе конструкторского и технологическогопроектированиямашинвинтегрированныхСАПР.
Ключевые слова: упрочняющая обработка, интегрированная САПР, система поддержки принятия решения, выбор конструкционного материала, выбор метода упрочняющей обработки.
Внастоящее время в авиационной промышленности применяются различные материалы, отвечающие главному требованию – сочетанию легкости и прочности. Несмотря на большое разнообразие материалов, в авиастроении зачастую требуется такое сочетание различных свойств, которые возможно достичь только дополнительной обработкой.
Дополнительной упрочняющей обработке, как правило, подвергаются особо ответственные (элементы редуктора, лопасти) и силовые детали (шпангоуты, стойка шасси, фитинги).
Конструкторские требования к свойствам материала и упрочняющей обработке отображаются на чертежах в виде ссылки на специальную техническую инструкцию, которая находится
вотделе главного технолога, а вместо упрочняющей обработки деталей предоставляется рабочим в виде копий.
Взависимости от метода упрочнения и достигаемых свойств материала в специальной технологической инструкции предъявляются следующие требования к упрочняющей обработке:
79
–требования к деталям, подлежащим упрочнению (здесь оговаривается качество упрочняемой поверхности, необходимость предварительного покрытия и покрытия после обработки, возможность присутствия поверхностных дефектов);
–требования к оборудованию и оснастке;
–требования к режимам упрочнения с указанием схем технологической обработки (здесь указываются параметры, определяющие режимы упрочнения: диаметр шариков, амплитуда
ичастота колебаний стола вибростенда, время упрочнения, число оборотов детали вокруг оси и др.);
–требования к упрочняющей среде (качество поверхности среды, наличие дефектов, диаметр);
–требования к образцам-свидетелям (если они при данном методе упрочнения имеются);
–требования к метрологическому обеспечению;
–требования к технике безопасности;
–требования к контролю качества упрочнения и т.д. Непосредственно на самом чертеже могут указываться тех-
нические условия на закалку со ссылкой на ГОСТ или ОСТ, на вид наносимого покрытия и т. д.
Наиболее существенными являются два основных приема улучшения качества поверхностных слоев авиационных деталей:
–упрочнение поверхностно пластическим деформированием (ППД) слоев материала (обкатка роликами, дробеструйная обработка, виброударная обработка);
–упрочнение поверхностных слоев материала термохимической обработкой (поверхностная закалка токами высокой частоты, азотирование и т.п.).
Оптимальное качество поверхностного слоя достигается ППД, при упрочнении которым в поверхностном слое материала происходит сглаживание шероховатостей, снятие гребешков, уменьшение глубины и остроты углов рисок и, что самое существенное, происходит уплотнение наружных слоев материала детали. После такой обработки в поверхностных слоях возни-
80